
一种金属基CBN砂轮及其制造方法.pdf

琰琬****买买

1/10

2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种金属基CBN砂轮及其制造方法.pdf
本发明的一种金属基CBN砂轮及其制造方法,砂轮包括钢芯和磨料圈,磨料圈按质量百分比由以下组分制备:CBN磨料30~65%,金属结合剂30~60%,辅助粘结剂5~15%;金属结合剂包括组分及质量百分比为:Cu粉50~60%,Sn粉30~45%,Ti粉5~10%。制法为:按配比,将磨料圈各原料混匀后,与辅助粘结剂混匀烘干至烘干后的混合料:烘干前的混合料=90~95%,过筛,压制成型后,在相应温度时间下烧结,冷却出炉,与钢芯粘合,制得金属基CBN砂轮。该砂轮具有极好的热导率,容纳脱落的磨粒的空间有效增大,砂轮磨
一种青铜基CBN砂轮及其制备方法.pdf
一种青铜基CBN砂轮及其制备方法,砂轮包括钢芯、磨料圈,钢芯和磨料圈通过树脂胶粘结剂结合,磨料圈由CBN磨料、金属结合剂和辅助粘结剂制备而成;金属结合剂含有Cu60Sn40粉和Ti粉;磨料圈组成:CBN磨料、金属结合剂和孔隙;制备方法:1)将CBN磨料、Cu60Sn40粉和Ti粉混合均匀,得混合料A;2)将辅助粘结剂与混合料A混合均匀,制得混合料B;3)将混合料B烘干;4)将烘干后的混合料B过筛;5)将过筛后的混合料B,冷压成型;6)将磨料圈生坯,在惰性气体气氛下烧结后冷却,制得磨料圈坯体;7)用树脂胶粘
一种CBN砂轮及其制备方法.pdf
一种CBN砂轮及其制备方法,属于超硬磨料领域;砂轮包括钢芯、磨料圈,钢芯和磨料圈通过树脂胶粘结剂结合;磨料圈由CBN磨料、金属结合剂和辅助粘结剂制备而成:金属结合剂含有Cu粉和Ti粉;磨料圈组成:CBN磨料、金属结合剂和孔隙;制备方法:1)将CBN磨料、Cu粉和Ti粉混合得混合料A;2)将辅助粘结剂与混合料A混合得混合料B;3)将混合料B烘干;4)将烘干后的混合料B过筛;5)将过筛后的混合料B,冷压成型,制得磨料圈生坯;6)将磨料圈生坯在惰性气体气氛下烧结后冷却,得磨料圈坯体;7)用树脂胶粘结剂,将磨料圈

一种CBN砂轮及其制备方法.pdf
本发明公开一种CBN砂轮,该CBN砂轮由下列重量份的原料制成:具有金属镀层的CBN磨粒60‑70份,糊精液2‑4份,以及由陶瓷成分和金属成分组成的陶瓷结合剂;陶瓷成分由以下重量份的原料组成:SiO
一种钎焊CBN磨料插片复合砂轮及其制造方法.pdf
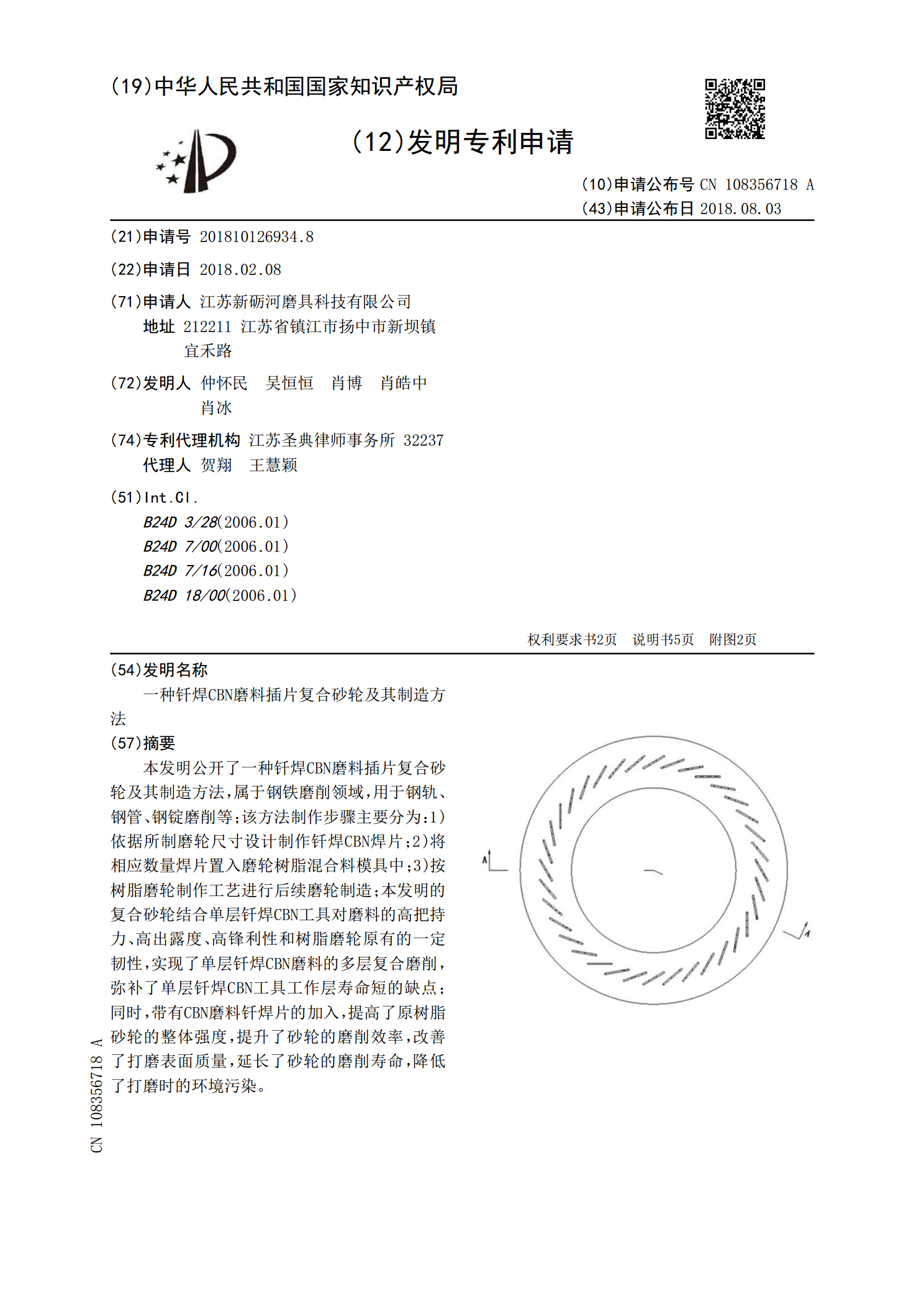
本发明公开了一种钎焊CBN磨料插片复合砂轮及其制造方法,属于钢铁磨削领域,用于钢轨、钢管、钢锭磨削等;该方法制作步骤主要分为:1)依据所制磨轮尺寸设计制作钎焊CBN焊片;2)将相应数量焊片置入磨轮树脂混合料模具中;3)按树脂磨轮制作工艺进行后续磨轮制造;本发明的复合砂轮结合单层钎焊CBN工具对磨料的高把持力、高出露度、高锋利性和树脂磨轮原有的一定韧性,实现了单层钎焊CBN磨料的多层复合磨削,弥补了单层钎焊CBN工具工作层寿命短的缺点;同时,带有CBN磨料钎焊片的加入,提高了原树脂砂轮的整体强度,提升了砂轮