
钛合金钻杆管端镦锻方法以及加工装置.pdf

是翠****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钛合金钻杆管端镦锻方法以及加工装置.pdf
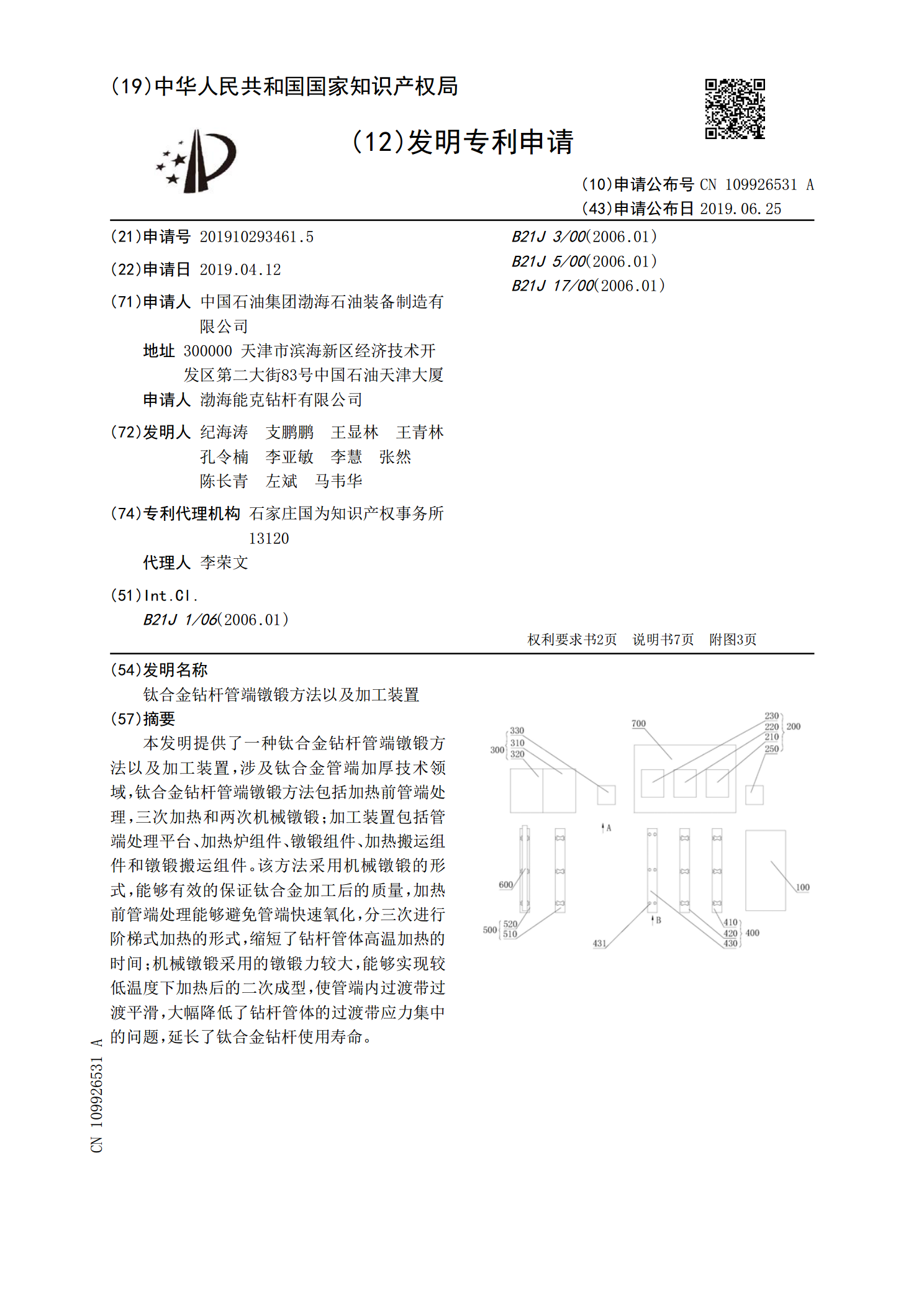
本发明提供了一种钛合金钻杆管端镦锻方法以及加工装置,涉及钛合金管端加厚技术领域,钛合金钻杆管端镦锻方法包括加热前管端处理,三次加热和两次机械镦锻;加工装置包括管端处理平台、加热炉组件、镦锻组件、加热搬运组件和镦锻搬运组件。该方法采用机械镦锻的形式,能够有效的保证钛合金加工后的质量,加热前管端处理能够避免管端快速氧化,分三次进行阶梯式加热的形式,缩短了钻杆管体高温加热的时间;机械镦锻采用的镦锻力较大,能够实现较低温度下加热后的二次成型,使管端内过渡带过渡平滑,大幅降低了钻杆管体的过渡带应力集中的问题,延长了

石油钻杆管端加厚分步镦锻成形工艺研究.docx
石油钻杆管端加厚分步镦锻成形工艺研究摘要本文研究了石油钻杆管端加厚分步镦锻成形工艺,并对该方法的优缺点及应用前景进行了分析。通过研究表明,该方法相对于其他加厚成形手段而言具有较高的成形精度和效率,且可以充分利用材料的可塑性,因此有着广泛的应用前景。关键词:石油钻杆、管端加厚、分步镦锻、成形精度、应用前景本文将从以下几个方面进行探讨:1.管端加厚成形方法概述2.分步镦锻成形工艺原理3.石油钻杆管端加厚分步镦锻成形工艺流程4.工艺性能分析5.应用前景展望1.管端加厚成形方法概述管端加厚是一种常用的加工方法,主
钻杆管端的加热镦粗冷却装置.pdf
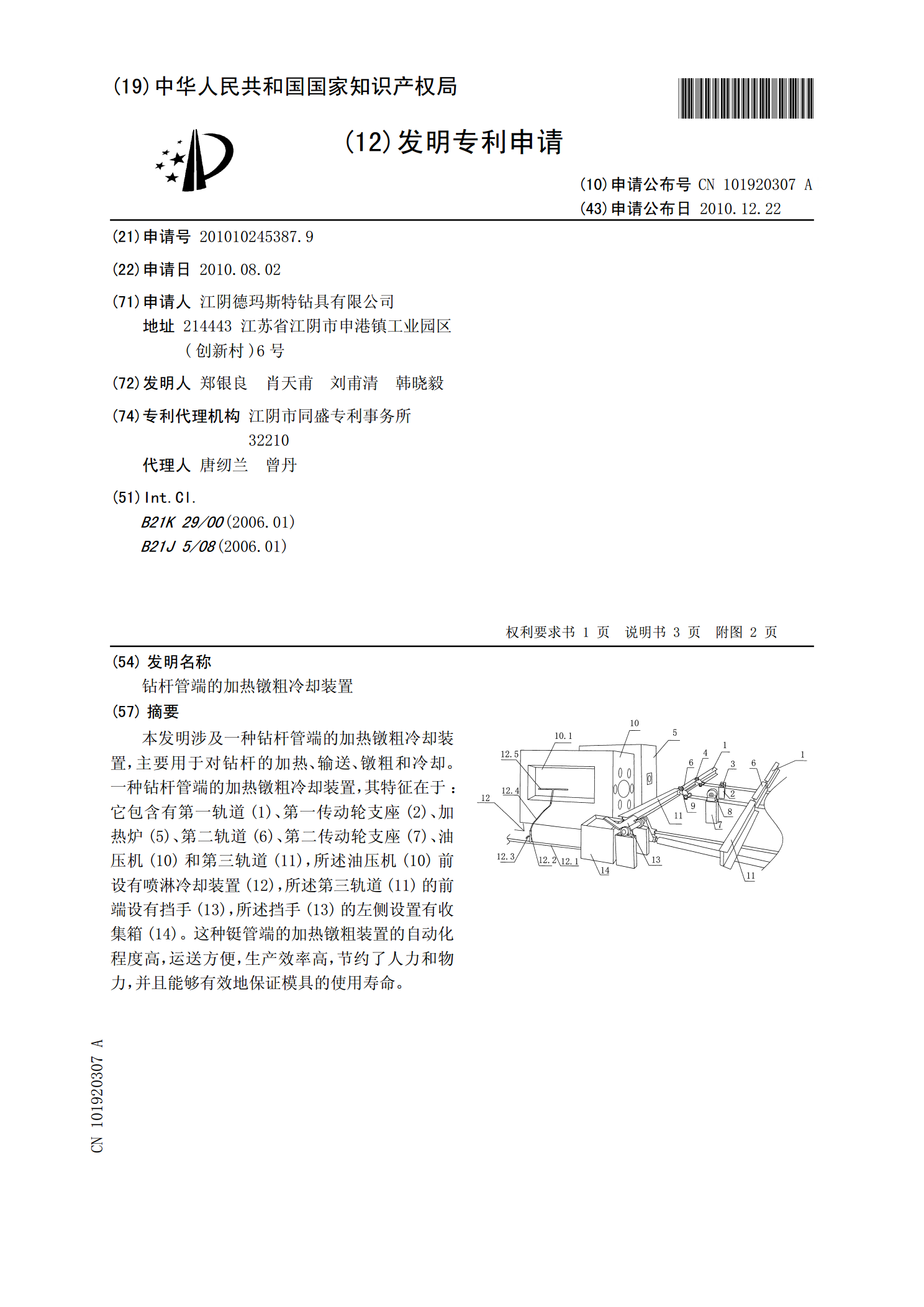
本发明涉及一种钻杆管端的加热镦粗冷却装置,主要用于对钻杆的加热、输送、镦粗和冷却。一种钻杆管端的加热镦粗冷却装置,其特征在于:它包含有第一轨道(1)、第一传动轮支座(2)、加热炉(5)、第二轨道(6)、第二传动轮支座(7)、油压机(10)和第三轨道(11),所述油压机(10)前设有喷淋冷却装置(12),所述第三轨道(11)的前端设有挡手(13),所述挡手(13)的左侧设置有收集箱(14)。这种铤管端的加热镦粗装置的自动化程度高,运送方便,生产效率高,节约了人力和物力,并且能够有效地保证模具的使用寿命。

管端加工装置及管端加工机械以及管端加工方法.pdf
本发明公开了一种管端加工装置包括切管机构和拔管机构。采用以上技术方案的管端加工装置,安装在管端加工机械中。在加工电热管时,先使用切管机构环切电热管的金属管的周壁将其分成主体和头端,再使用拔管机构夹紧头端并将头端与主体分离,使引出棒露出来。金属管的头端分离时,其内部的绝缘粉末大部分都保留在头端内部,产生的粉尘大大减少。使用该管端加工装置加工电热管等还有填充物的管件,不仅加工的精度好、自动化程度高,而且金属管切面平滑不易变形。而且使用管件加工机械加工电热管时不会产生大量的绝缘粉末粉尘,改善了工作环境,达到环保
一种钛合金钻杆管体管端镦粗设备.pdf
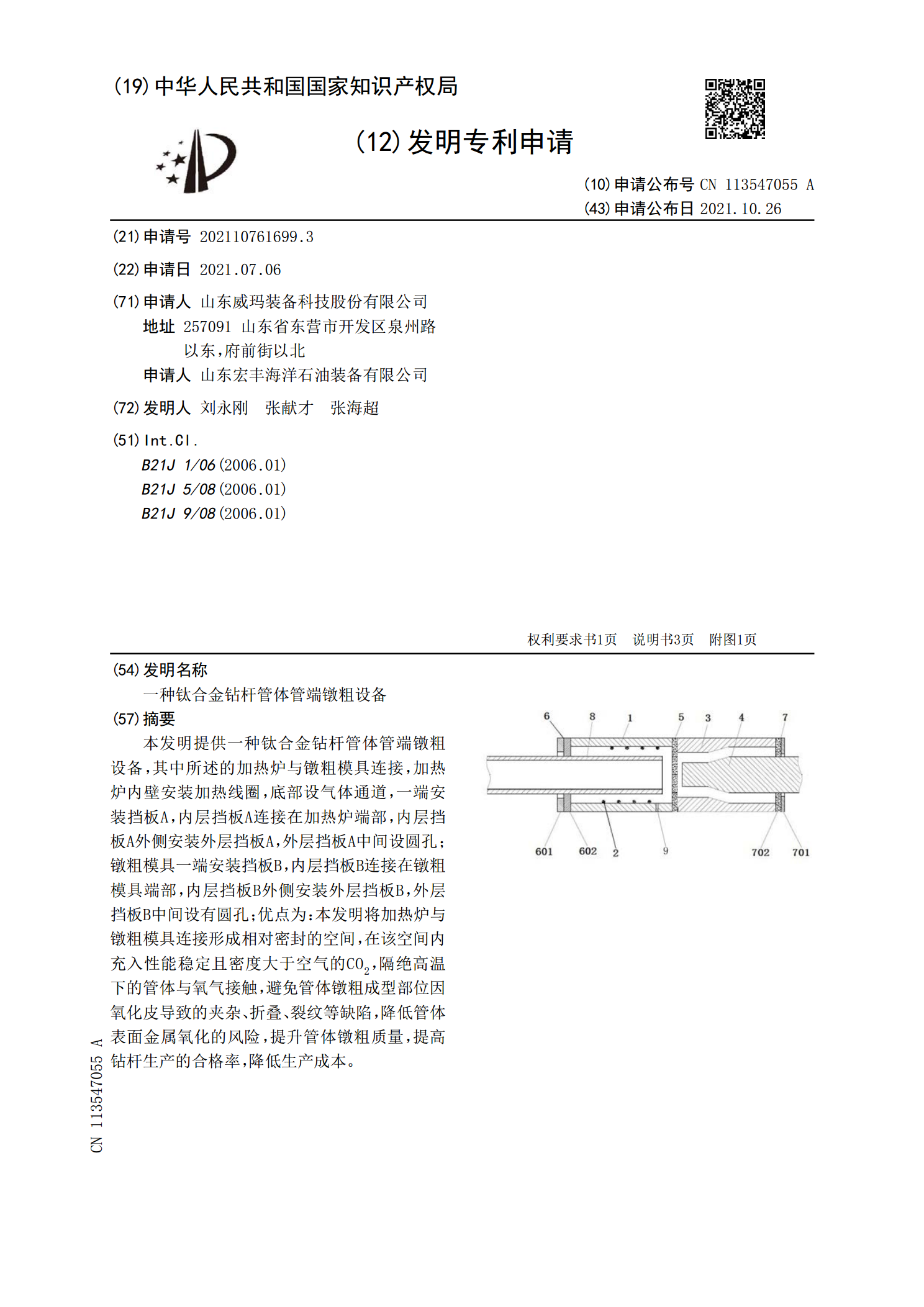
本发明提供一种钛合金钻杆管体管端镦粗设备,其中所述的加热炉与镦粗模具连接,加热炉内壁安装加热线圈,底部设气体通道,一端安装挡板A,内层挡板A连接在加热炉端部,内层挡板A外侧安装外层挡板A,外层挡板A中间设圆孔;镦粗模具一端安装挡板B,内层挡板B连接在镦粗模具端部,内层挡板B外侧安装外层挡板B,外层挡板B中间设有圆孔;优点为:本发明将加热炉与镦粗模具连接形成相对密封的空间,在该空间内充入性能稳定且密度大于空气的CO