
卡尔多炉富氧吹炼方法.pdf

猫巷****觅蓉

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
卡尔多炉富氧吹炼方法.pdf
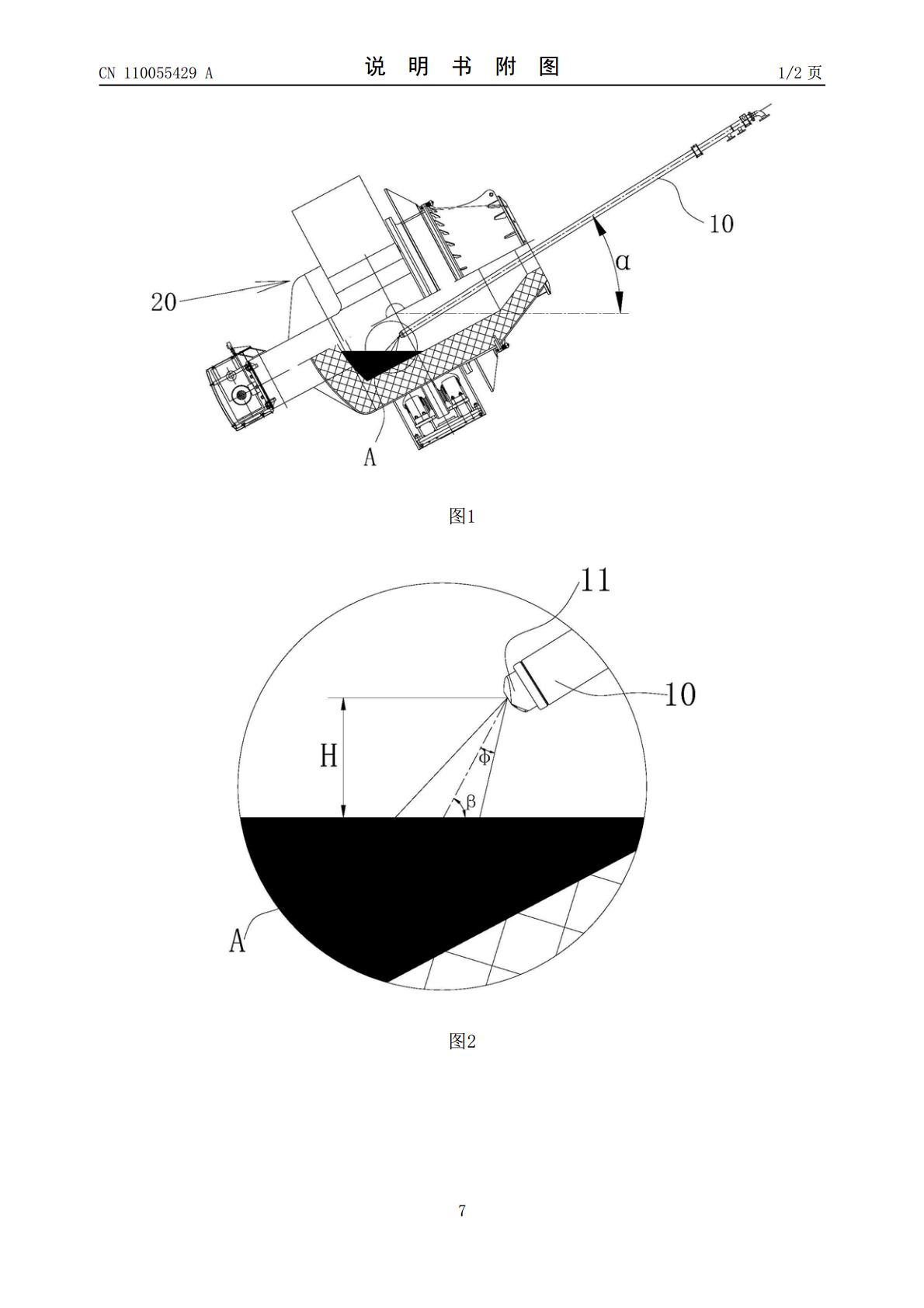
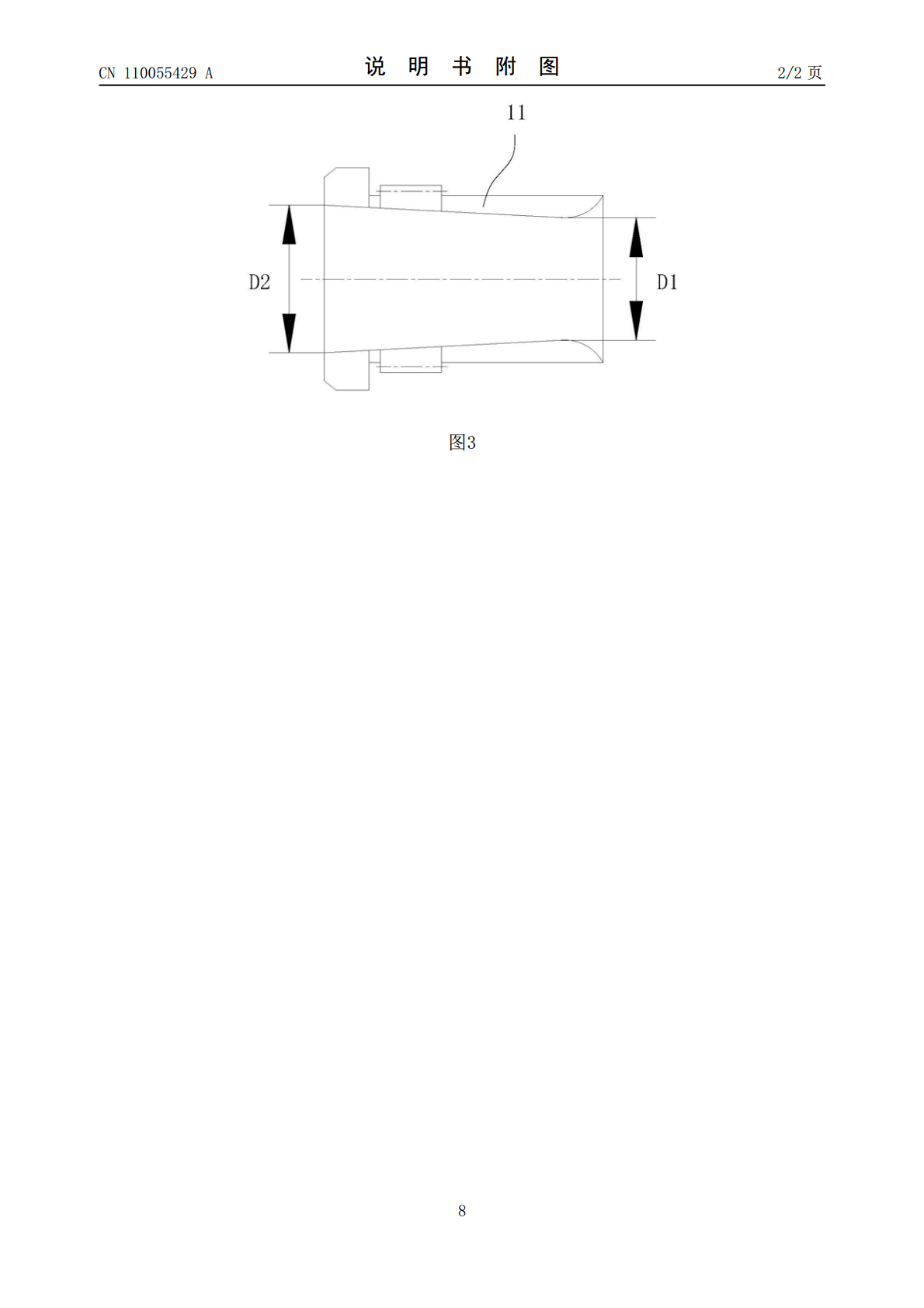
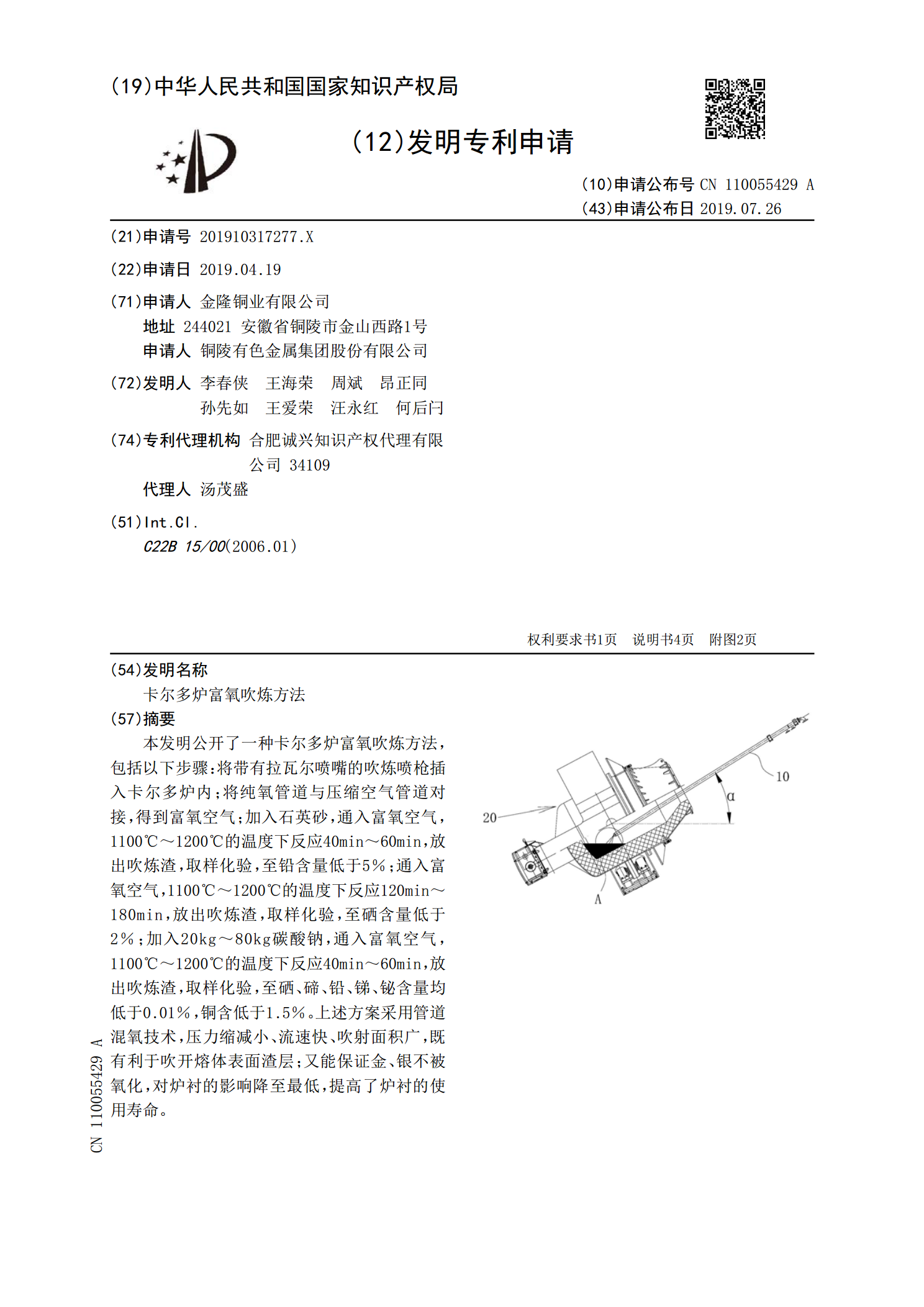
本发明公开了一种卡尔多炉富氧吹炼方法,包括以下步骤:将带有拉瓦尔喷嘴的吹炼喷枪插入卡尔多炉内;将纯氧管道与压缩空气管道对接,得到富氧空气;加入石英砂,通入富氧空气,1100℃~1200℃的温度下反应40min~60min,放出吹炼渣,取样化验,至铅含量低于5%;通入富氧空气,1100℃~1200℃的温度下反应120min~180min,放出吹炼渣,取样化验,至硒含量低于2%;加入20kg~80kg碳酸钠,通入富氧空气,1100℃~1200℃的温度下反应40min~60min,放出吹炼渣,取样化验,至硒、碲
富氧底吹炼铜炉和富氧底吹炼铜工艺.pdf
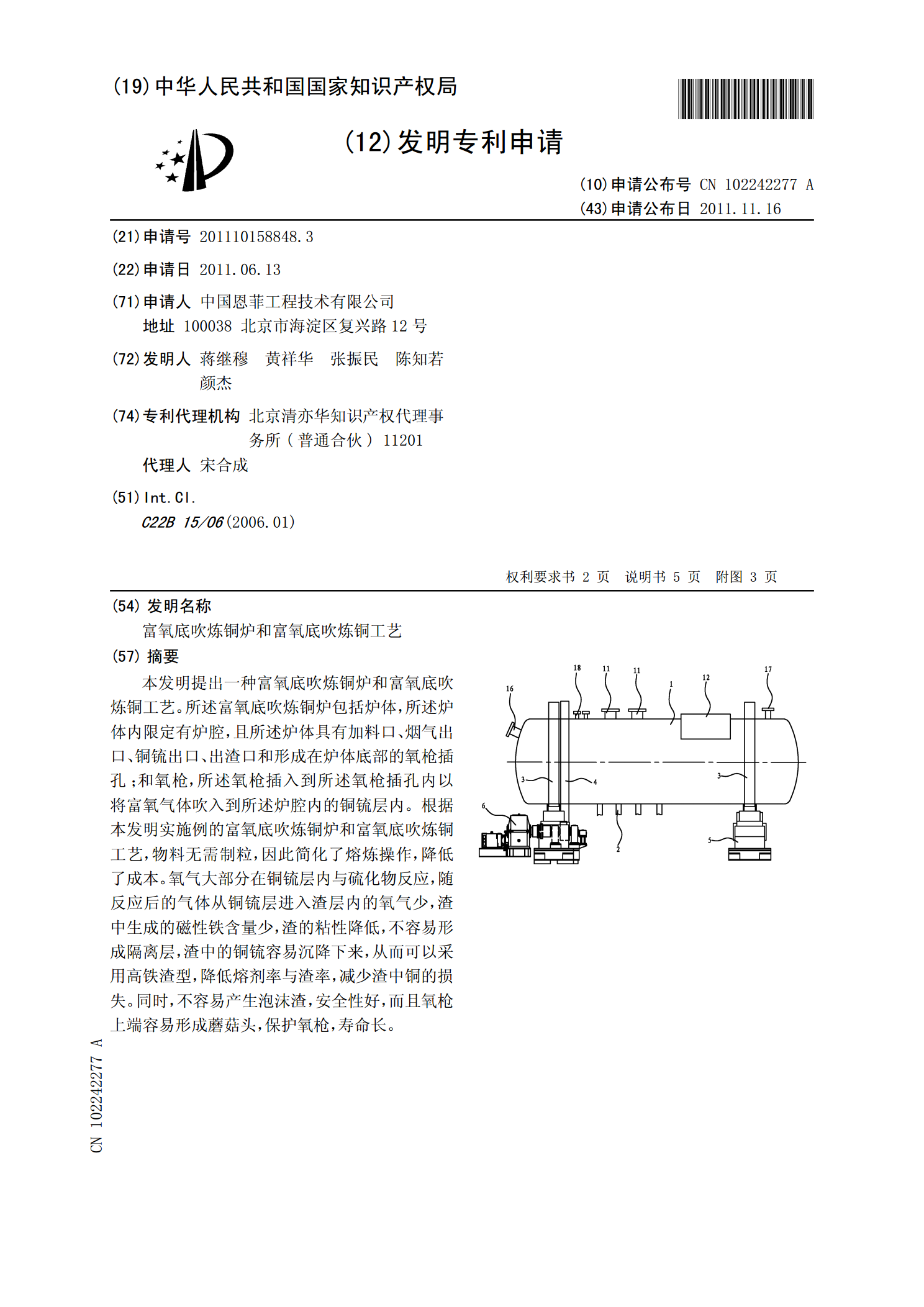
本发明提出一种富氧底吹炼铜炉和富氧底吹炼铜工艺。所述富氧底吹炼铜炉包括炉体,所述炉体内限定有炉腔,且所述炉体具有加料口、烟气出口、铜锍出口、出渣口和形成在炉体底部的氧枪插孔;和氧枪,所述氧枪插入到所述氧枪插孔内以将富氧气体吹入到所述炉腔内的铜锍层内。根据本发明实施例的富氧底吹炼铜炉和富氧底吹炼铜工艺,物料无需制粒,因此简化了熔炼操作,降低了成本。氧气大部分在铜锍层内与硫化物反应,随反应后的气体从铜锍层进入渣层内的氧气少,渣中生成的磁性铁含量少,渣的粘性降低,不容易形成隔离层,渣中的铜锍容易沉降下来,从而可
一种判断卡尔多炉贵金属冶炼吹炼终点的方法.pdf
本发明公开了一种判断卡尔多炉贵金属冶炼吹炼终点的方法,包括以下步骤:1)卡尔多炉吹炼渣经过上涨回落后,炉渣液面稳定时,测量炉渣温度达到1100±20℃;2)向卡尔多炉内内投入石英试剂与碳酸钠试剂,吹炼1h后炉渣呈粘稠状,测量粘度为0.1~0.3Pa.s;3)扒开上层炉渣5~10mm,目视下层熔体液面呈银镜状,冶炼烟气较小且呈淡青色状,即达到熔炼终点。
一种用于液态铜锍吹炼炼铜的富氧底吹吹炼炉.pdf
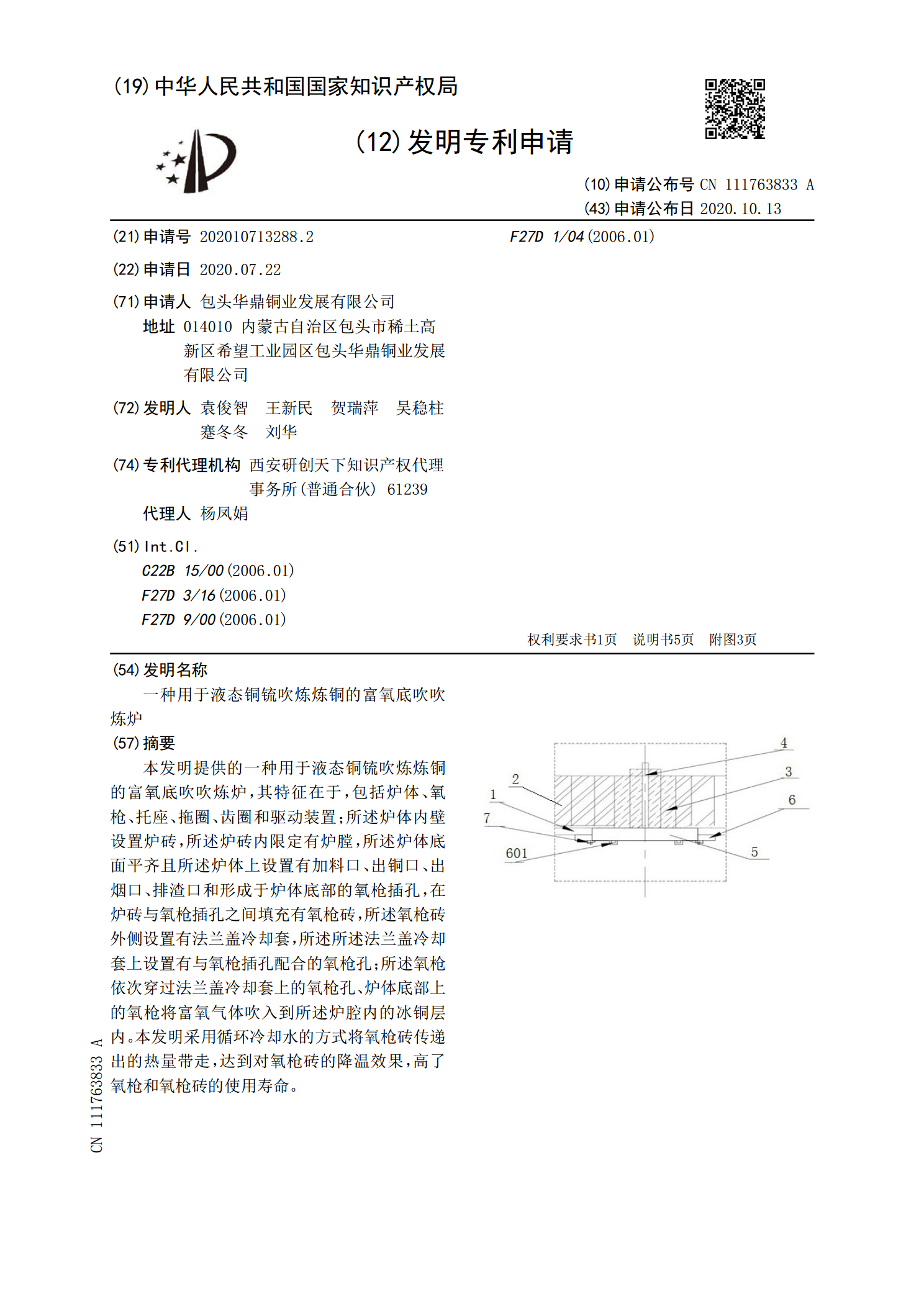
本发明提供的一种用于液态铜锍吹炼炼铜的富氧底吹吹炼炉,其特征在于,包括炉体、氧枪、托座、拖圈、齿圈和驱动装置;所述炉体内壁设置炉砖,所述炉砖内限定有炉膛,所述炉体底面平齐且所述炉体上设置有加料口、出铜口、出烟口、排渣口和形成于炉体底部的氧枪插孔,在炉砖与氧枪插孔之间填充有氧枪砖,所述氧枪砖外侧设置有法兰盖冷却套,所述所述法兰盖冷却套上设置有与氧枪插孔配合的氧枪孔;所述氧枪依次穿过法兰盖冷却套上的氧枪孔、炉体底部上的氧枪将富氧气体吹入到所述炉腔内的冰铜层内。本发明采用循环冷却水的方式将氧枪砖传递出的热量带走

富氧还原炉.pdf
一种富氧还原炉,其结构包括烟气出口、炉体、进料口、出水口一、进水口一、出水口二、进水口二、富氧进风口、炉缸、加强筋、连接板一、冷却水管、连接板二;两进料口处于炉体上部,两出水口和两进水口分别处于预热区的顶部和中部,三个出水口和三个进水口分别处于炉体下部还原区的顶部和中部,若干个富氧进风口处于还原区的底部。本发明将原来的自然空气改变增加氧气,在富气条件下进行粗铜冶炼,可以降低能耗,提高产能。