
高性能汽车转向器壳体用固溶强化铁素体球铁及生产方法.pdf

一条****杉淑


1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高性能汽车转向器壳体用固溶强化铁素体球铁及生产方法.pdf
本发明公开了一种高性能汽车转向器壳体用固溶强化铁素体球铁,其化学组成成分按重量百分比为:碳C3.60~4.0%,硅Si3.30~3.60%,锰Mn0.6~0.8%,铜Cu0.1~1.0%,锡Sn0.01~0.06%,磷P≤0.04%,硫S≤0.015%,稀土RE≤0.03%,镁Mg0.03~0.05%,Mg+RE<0.06%,Mg‑RE>0.015%~0.02%,余量为铁Fe。其固溶强化生产方法包括:电炉熔炼作业、原汤处理要求、铁水处理方法、二次孕育、浇注等过程,浇注后铁水经过混砂、制芯、造型、
汽车转向器壳体用固溶强化铁素体球墨铸铁及其生产方法.pdf
本发明公开了一种汽车转向器壳体用固溶强化铁素体球墨铸铁,其化学组成成分按重量百分比为:碳C3.10~3.50%,硅Si3.20~3.70%,锰Mn≤0.50%,磷P≤0.05%,硫S≤0.015%,稀土RE≤0.03%,镁Mg0.03~0.06%,余量为铁Fe。其固溶强化生产方法包括:电炉熔炼作业、原汤处理要求、铁水处理方法、二次孕育、浇注等过程,浇注后铁水经过混砂、制芯、造型、落砂、清理、检验、防护、入库等程序,得到符合要求的汽车转向器壳体用固溶强化铁素体球墨铸铁。本发明生产过程中不需要再添加铜、锡
汽车转向器壳体QT500-14固溶强化铁素体球铁及其生产方法.pdf
本发明公开了一种汽车转向器壳体QT500‑14固溶强化铁素体球铁,化学组成成分按重量百分比计为:碳C3.20~3.40%,硅Si3.40~3.60%,镁Mg0.04~0.06%,锰Mn≤0.5%,磷P≤0.05%,硫S≤0.010%,稀土RE≤0.02%,余量为铁Fe。生产方法如下:中频炉熔化原汤,熔清后扒渣,精炼,高温静置,球化剂FeSiMg6RE2,压包孕育剂FeSi75,倒包时二次孕育,采用FeSi75随流孕育,浇注后铁水经过混砂、制芯、造型、落砂、清理、检验、防护、入库等程序,得到符合要求的汽
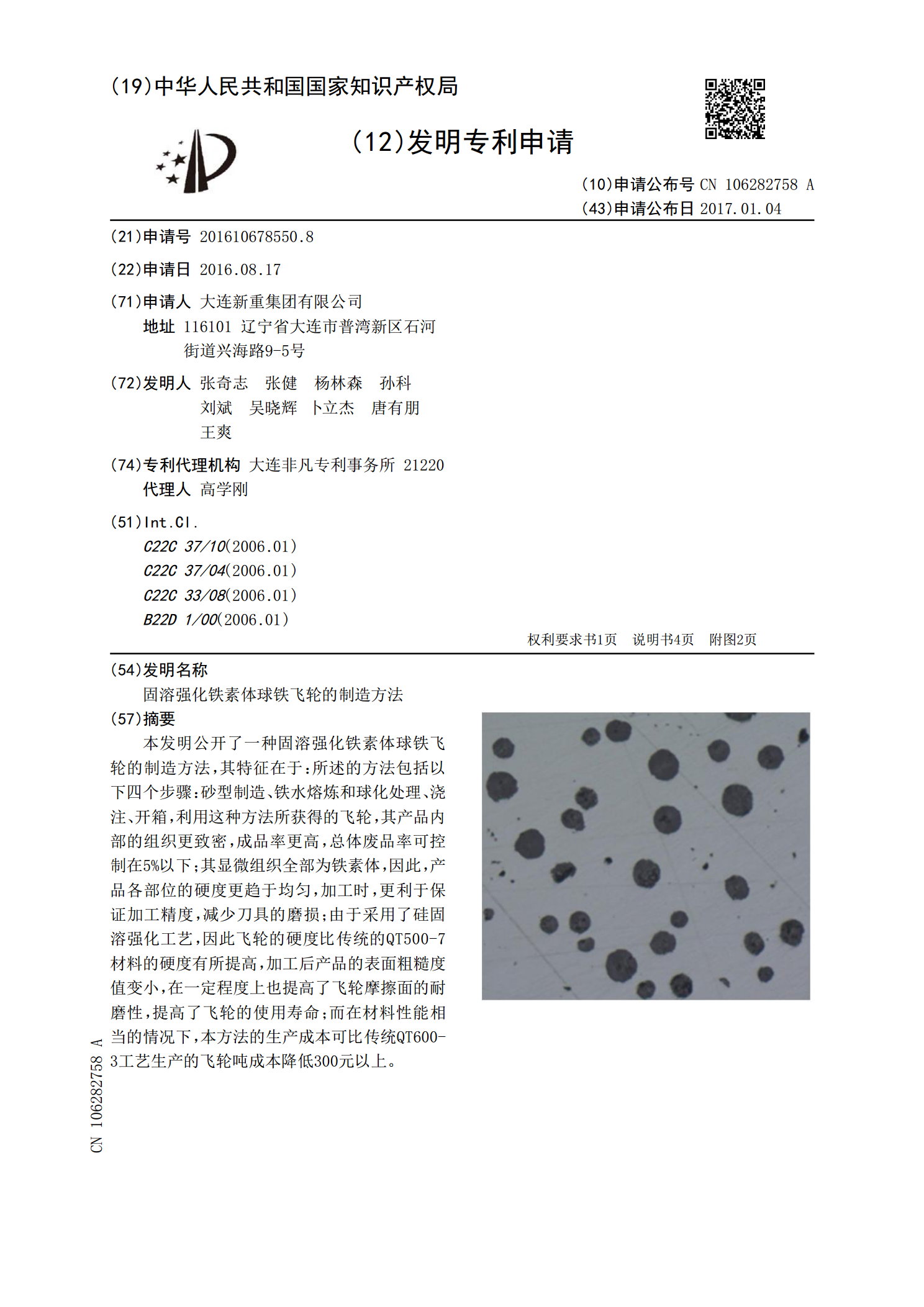
固溶强化铁素体球铁飞轮的制造方法.pdf
本发明公开了一种固溶强化铁素体球铁飞轮的制造方法,其特征在于:所述的方法包括以下四个步骤:砂型制造、铁水熔炼和球化处理、浇注、开箱,利用这种方法所获得的飞轮,其产品内部的组织更致密,成品率更高,总体废品率可控制在5%以下;其显微组织全部为铁素体,因此,产品各部位的硬度更趋于均匀,加工时,更利于保证加工精度,减少刀具的磨损;由于采用了硅固溶强化工艺,因此飞轮的硬度比传统的QT500‑7材料的硬度有所提高,加工后产品的表面粗糙度值变小,在一定程度上也提高了飞轮摩擦面的耐磨性,提高了飞轮的使用寿命;而在材料性能
厚大断面固溶强化铁素体球墨铸铁增加石墨球数的控制方法.pdf
本发明公开一种厚大断面固溶强化铁素体球墨铸铁增加石墨球数的控制方法,包括:材料选择:生铁:50‑70%,废钢:30‑50%;熔炼:加入电炉进行熔炼,铁水的出炉温度为1420~1450℃;球化处理:加入球化剂,在球化剂上加入覆盖剂,然后进行球化,球化处理温度为1420~1450℃;孕育:一次孕育时加入硅铝钙钡型号孕育剂,出铁前将孕育剂分别加在覆盖剂表面和铁水包堤坝另一侧,分配比例为各50%;随流孕育在浇注时随铁水流加,微量合金Sb的加入,加入量为铁水总量的0.003~0.005%,造型,浇注,冷却:确保铸件