
一种ELID磨削用铁钴基超硬磨料砂轮及其制备方法.pdf

含秀****66


1/8
2/8
3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种ELID磨削用铁钴基超硬磨料砂轮及其制备方法.pdf
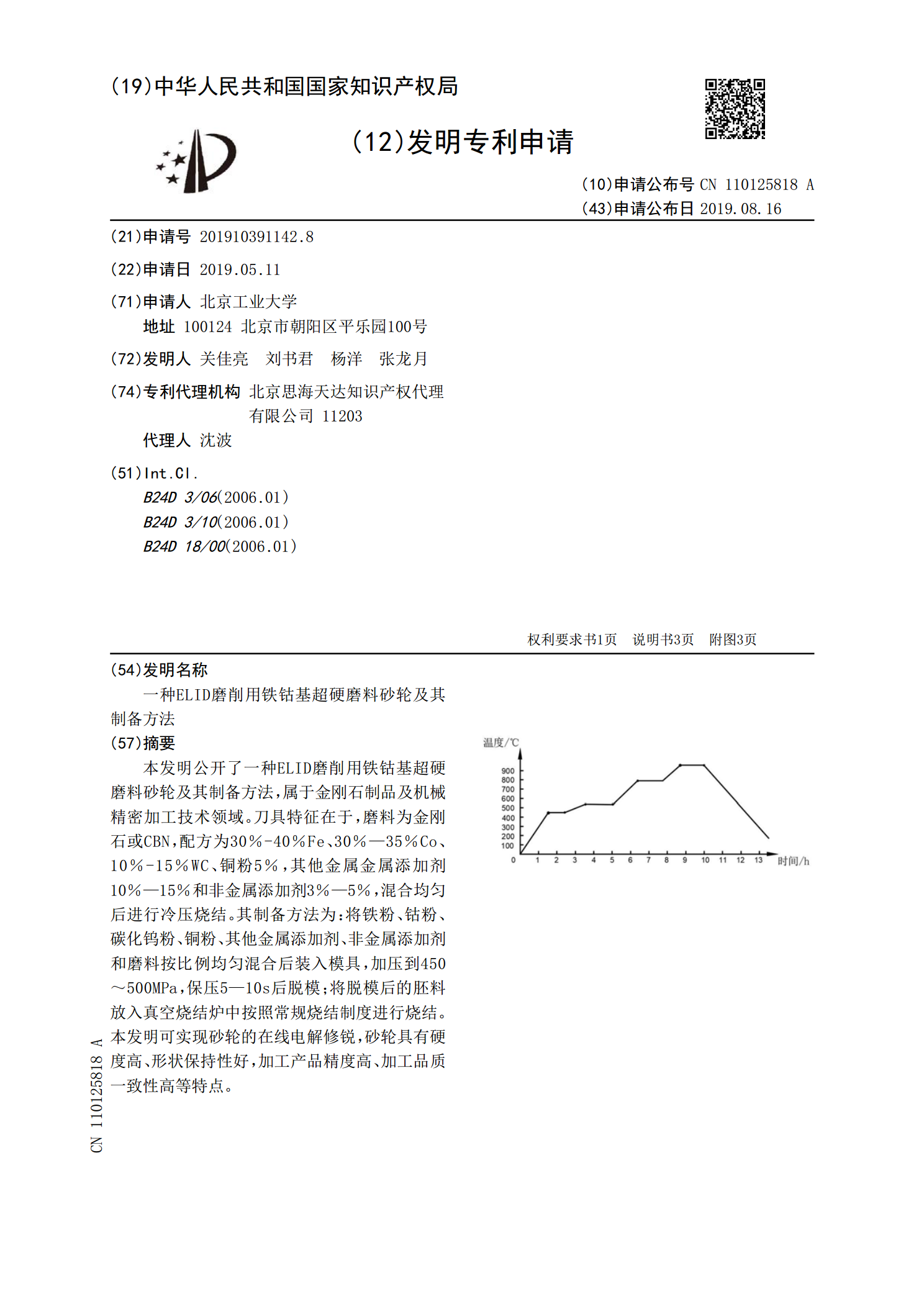
本发明公开了一种ELID磨削用铁钴基超硬磨料砂轮及其制备方法,属于金刚石制品及机械精密加工技术领域。刀具特征在于,磨料为金刚石或CBN,配方为30%‑40%Fe、30%—35%Co、10%‑15%WC、铜粉5%,其他金属金属添加剂10%—15%和非金属添加剂3%—5%,混合均匀后进行冷压烧结。其制备方法为:将铁粉、钴粉、碳化钨粉、铜粉、其他金属添加剂、非金属添加剂和磨料按比例均匀混合后装入模具,加压到450~500MPa,保压5—10s后脱模;将脱模后的胚料放入真空烧结炉中按照常规烧结制度进行烧结。本发明

超硬磨料砂轮挤磨削方法.pdf
一种超硬磨料砂轮挤磨削方法,通过以下步骤进行磨削,阶段一:在磨床上装夹固定被加工工件,挤磨砂轮采用顺磨方式趋近所述被加工工件;阶段二:所述挤磨砂轮与所述被加工工件在磨削弧区间始终保持一定的挤磨间隙啮合,在所述挤磨砂轮和所述被加工工件的挤磨间隙中沿顺磨方向送入自由磨料液,在磨削弧区的自由磨料在挤磨砂轮高速旋转挤压作用下磨除所述被加工工件;阶段三:根据所述被加工工件的材料去除速率调整进给速度,维持所述挤磨间隙,连续磨除所述被加工工件的材料,直到所述被加工工件的加工余量加工完毕。该超硬磨料砂轮挤磨削方法利用金刚
一种陶瓷超硬砂轮磨料及其制备方法.pdf
本发明公开了一种陶瓷超硬砂轮磨料,包括下述重量份的原料:白刚玉30‑40份,立方氮化硼10‑15份,二氧化硅10‑20份,二氧化钛10‑20份,金刚石15‑25份,冰晶石1‑5份,钾冰晶石3‑5份,环氧树脂5‑10份;本发明的陶瓷砂轮磨料选用硬度高的各种原料进行配比,得到的砂轮硬度高,边缘不容易破碎,砂轮磨片打磨效率高,生产成本低,打磨后工件表面具有良好的光洁度和平整度,具有较好的社会效益和经济效益。

金属基超硬磨料砂轮电火花—ELID复合修整试验研究.docx
金属基超硬磨料砂轮电火花—ELID复合修整试验研究摘要:本文主要研究了金属基超硬磨料砂轮电火花-ELID复合修整技术,以及对其影响因素进行了研究。通过实验结果发现,该技术可以大幅提升砂轮的修整效果,提高了加工效率和加工精度,同时还可以减少砂轮的磨损和修整次数。文中详细介绍了该技术的机理和实验方法,分析了其影响因素,为该技术的广泛应用提供了理论依据。1.前言金属基超硬磨料砂轮应用广泛,但由于高硬度和高韧性等特性,其修整难度较大。传统的修整方法往往需要费时费力,而且效果不一致,容易导致砂轮的磨损和修整效率低下

一种用于脆硬材料磨削的超硬树脂砂轮及其制备方法.pdf
本发明公开了一种用于脆硬材料磨削的超硬树脂砂轮,由以下重量份的原料制成:酚醛树脂液10-23份、气孔成形剂5-15份、偶联剂1-3份、增强剂1-5份、金刚石40-70份、固化剂10-17份。本发明新型的气孔成形法,使得砂轮获得均匀分布的气孔及高气孔率;其中新型的发泡剂发泡,不受限于固体物量的上限,不会对磨削对象造成污染或者降低磨削质量,且气孔率可以增加提高砂轮容屑功能,本发明砂轮的自锐能力、耐用度以及容屑空间均得到改善,磨削表面粗糙度可达纳米级,加工质量高。