
超薄不锈钢带的罩式炉热处理方法.pdf

a是****澜吖

1/8
2/8

3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超薄不锈钢带的罩式炉热处理方法.pdf
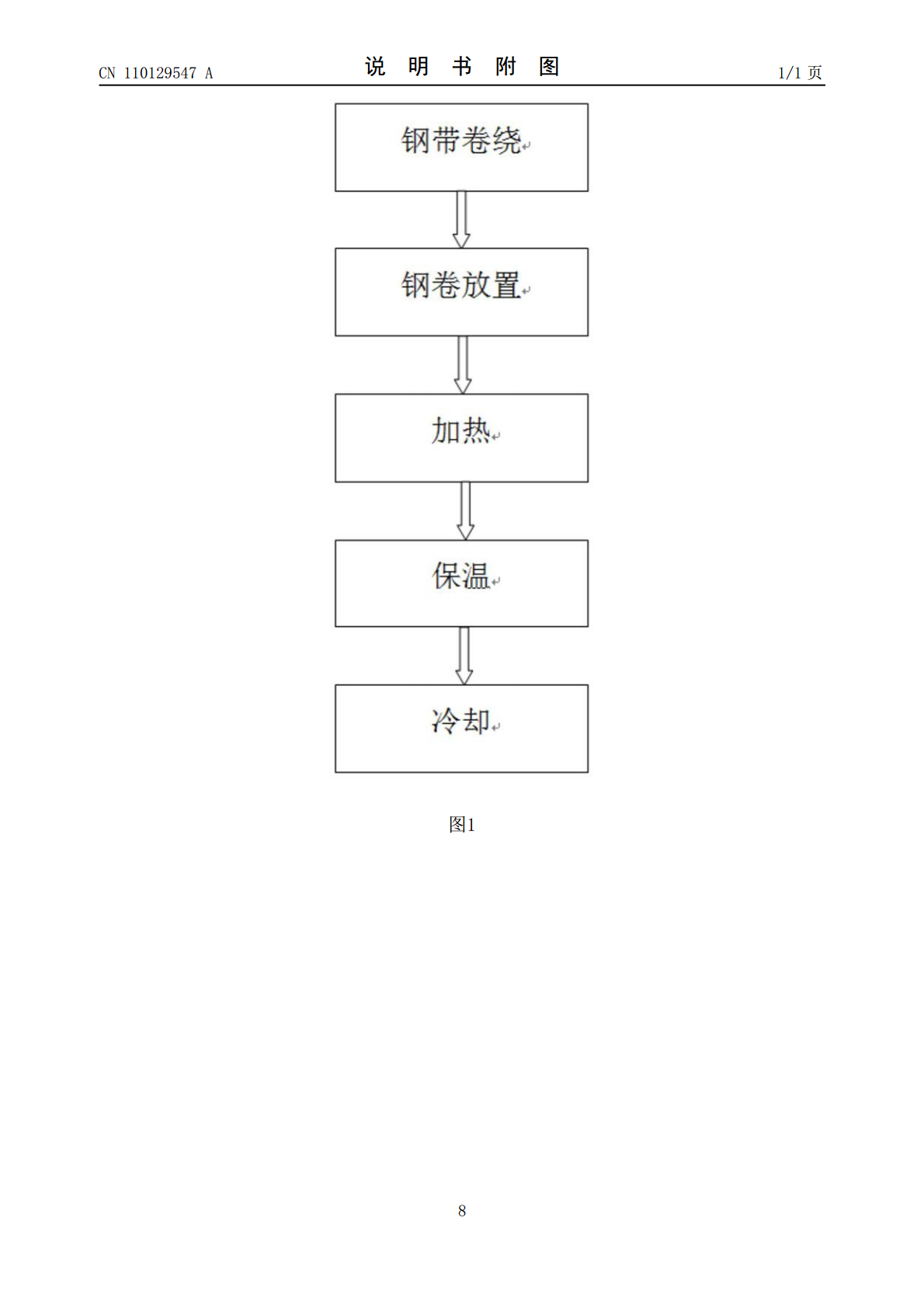
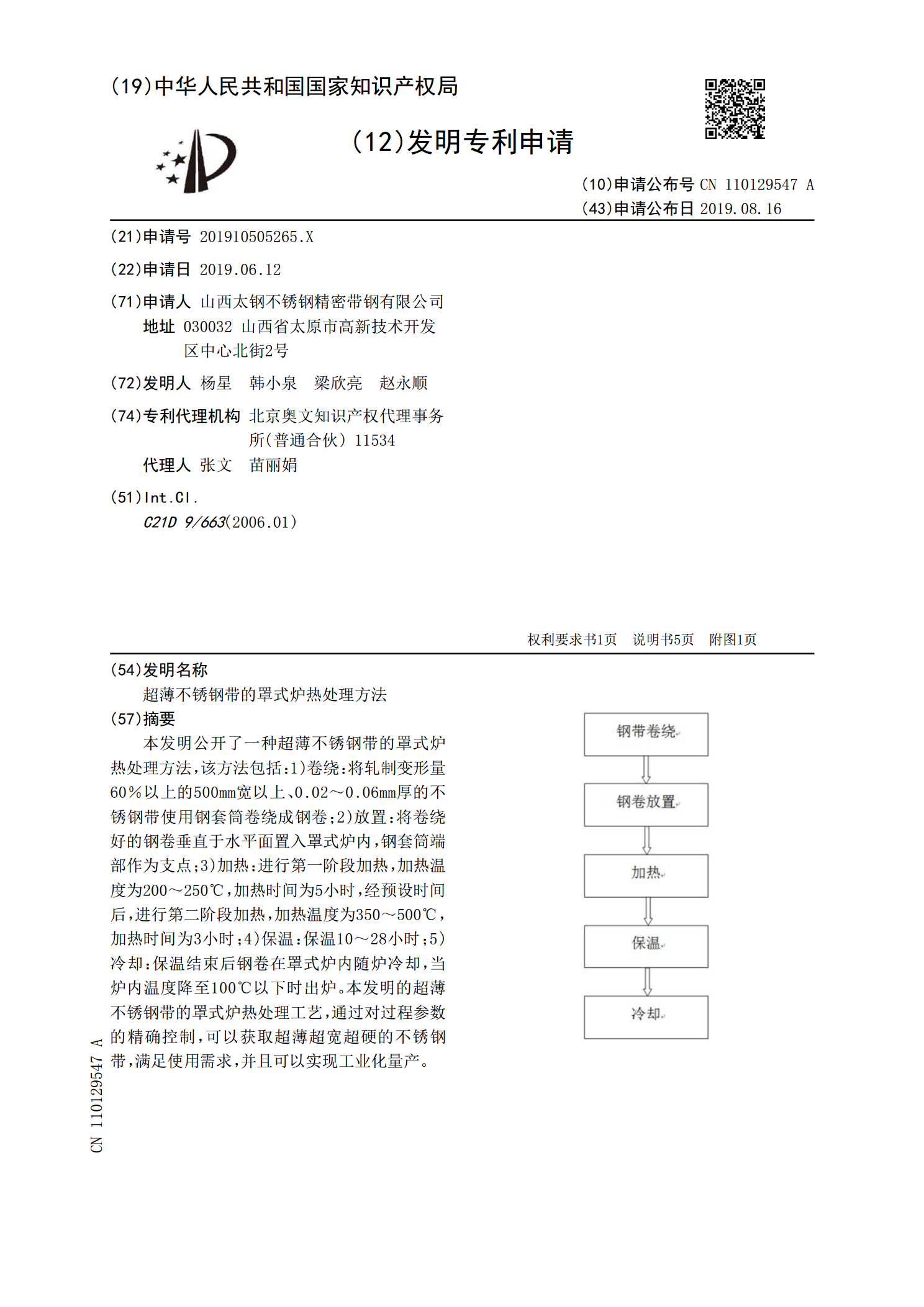
本发明公开了一种超薄不锈钢带的罩式炉热处理方法,该方法包括:1)卷绕:将轧制变形量60%以上的500mm宽以上、0.02~0.06mm厚的不锈钢带使用钢套筒卷绕成钢卷;2)放置:将卷绕好的钢卷垂直于水平面置入罩式炉内,钢套筒端部作为支点;3)加热:进行第一阶段加热,加热温度为200~250℃,加热时间为5小时,经预设时间后,进行第二阶段加热,加热温度为350~500℃,加热时间为3小时;4)保温:保温10~28小时;5)冷却:保温结束后钢卷在罩式炉内随炉冷却,当炉内温度降至100℃以下时出炉。本发明的超薄

罩式热处理炉的应用.docx
罩式热处理炉的应用罩式热处理炉(chamberfurnace)是一种常见的热处理设备,由罩体和加热元件组成。它在各种工业领域中广泛应用,包括金属加工、电子制造、玻璃工艺等。本文将从应用领域、工艺优势和改进方向三个方面阐述罩式热处理炉的应用。首先,罩式热处理炉在金属加工领域有着广泛的应用。金属材料的热处理是一种通过控制温度和时间,改变材料微观结构来提高其物理和力学性能的方法。罩式热处理炉可以实现多种热处理工艺,如退火、正火、淬火、回火等。例如,在钢铁行业,罩式热处理炉被用于对钢材进行正火处理,使其具有更高的
超薄不锈钢带轧制喷砂设备及方法.pdf
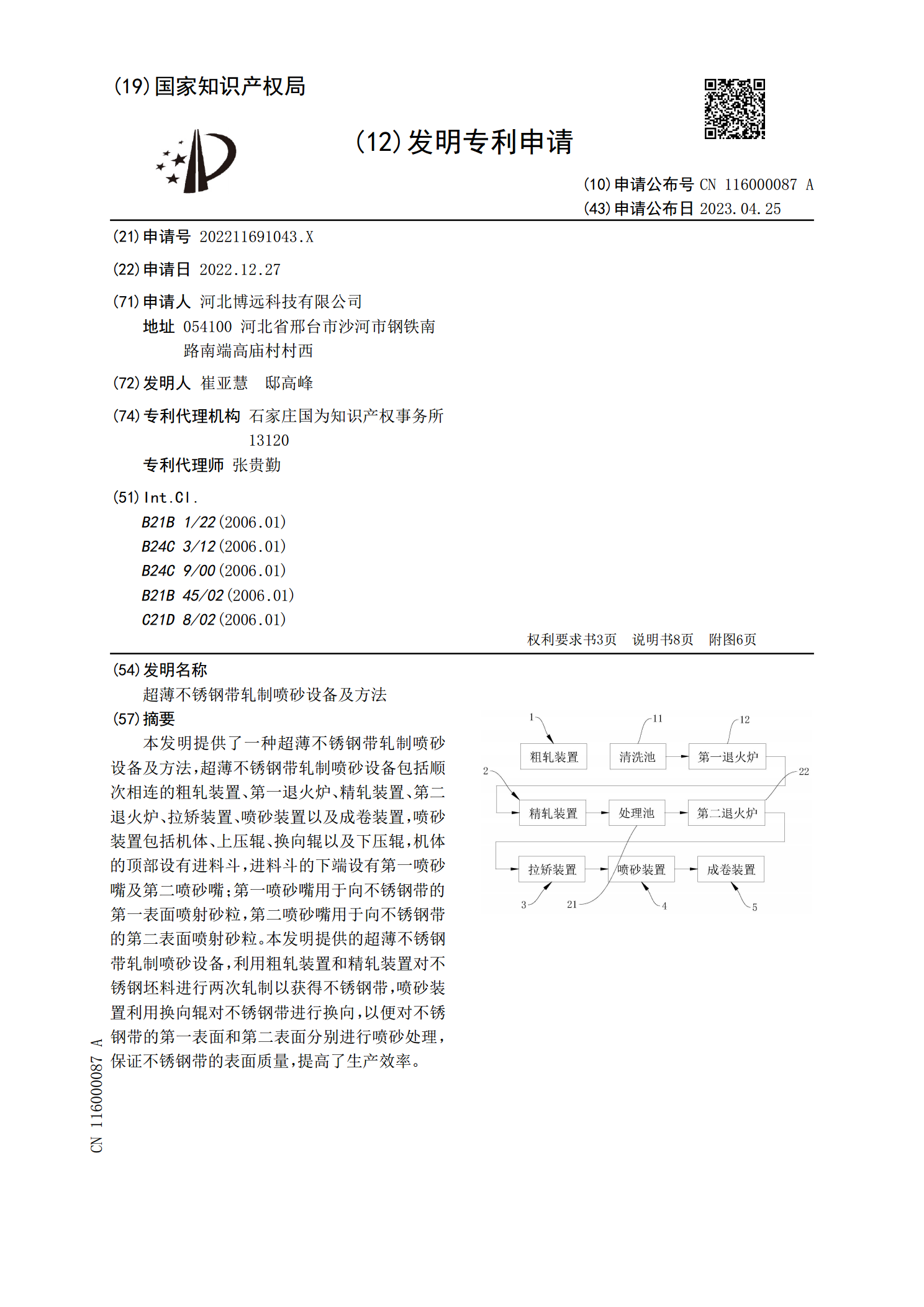
本发明提供了一种超薄不锈钢带轧制喷砂设备及方法,超薄不锈钢带轧制喷砂设备包括顺次相连的粗轧装置、第一退火炉、精轧装置、第二退火炉、拉矫装置、喷砂装置以及成卷装置,喷砂装置包括机体、上压辊、换向辊以及下压辊,机体的顶部设有进料斗,进料斗的下端设有第一喷砂嘴及第二喷砂嘴;第一喷砂嘴用于向不锈钢带的第一表面喷射砂粒,第二喷砂嘴用于向不锈钢带的第二表面喷射砂粒。本发明提供的超薄不锈钢带轧制喷砂设备,利用粗轧装置和精轧装置对不锈钢坯料进行两次轧制以获得不锈钢带,喷砂装置利用换向辊对不锈钢带进行换向,以便对不锈钢带的
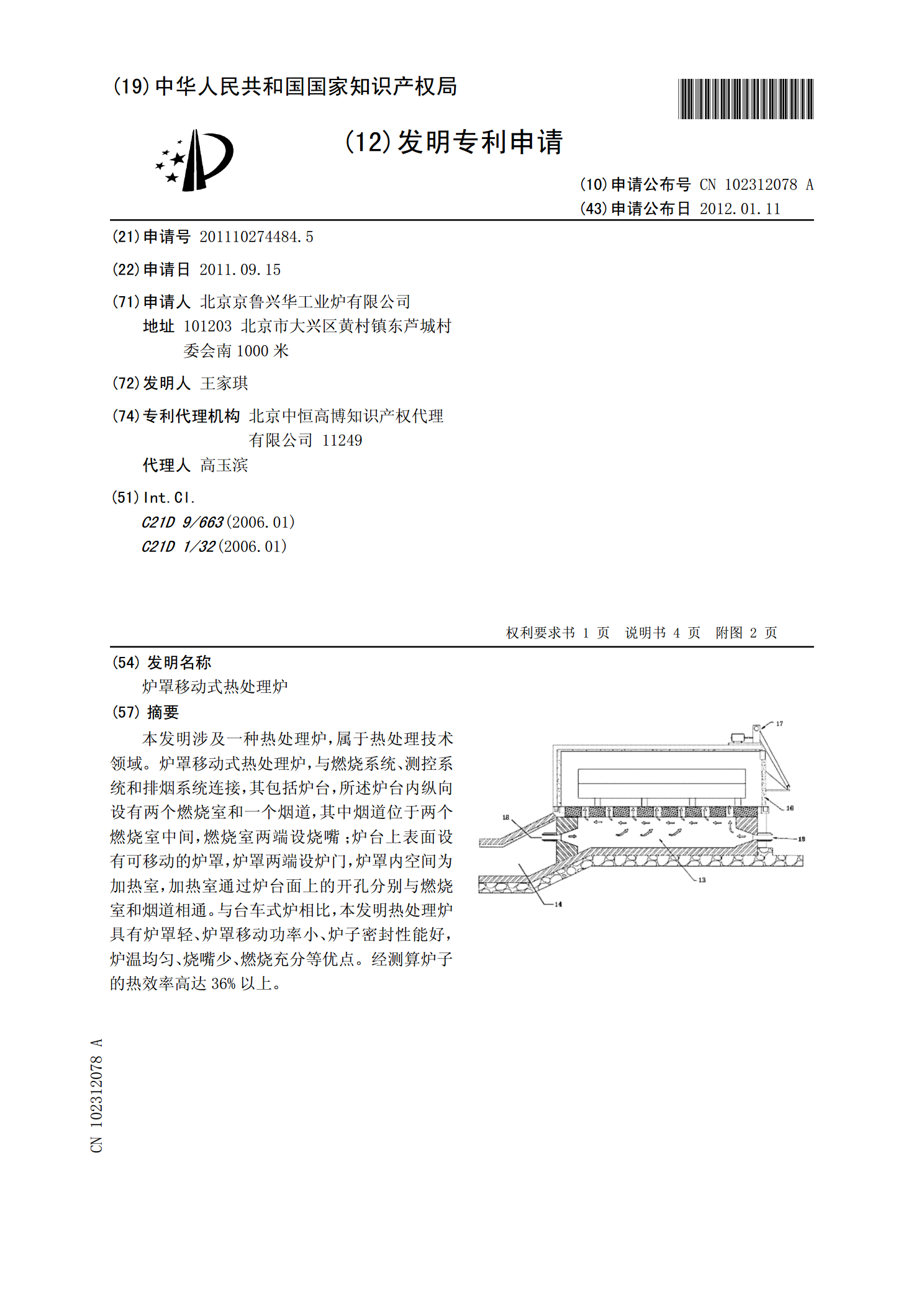
炉罩移动式热处理炉.pdf
本发明涉及一种热处理炉,属于热处理技术领域。炉罩移动式热处理炉,与燃烧系统、测控系统和排烟系统连接,其包括炉台,所述炉台内纵向设有两个燃烧室和一个烟道,其中烟道位于两个燃烧室中间,燃烧室两端设烧嘴;炉台上表面设有可移动的炉罩,炉罩两端设炉门,炉罩内空间为加热室,加热室通过炉台面上的开孔分别与燃烧室和烟道相通。与台车式炉相比,本发明热处理炉具有炉罩轻、炉罩移动功率小、炉子密封性能好,炉温均匀、烧嘴少、燃烧充分等优点。经测算炉子的热效率高达36%以上。
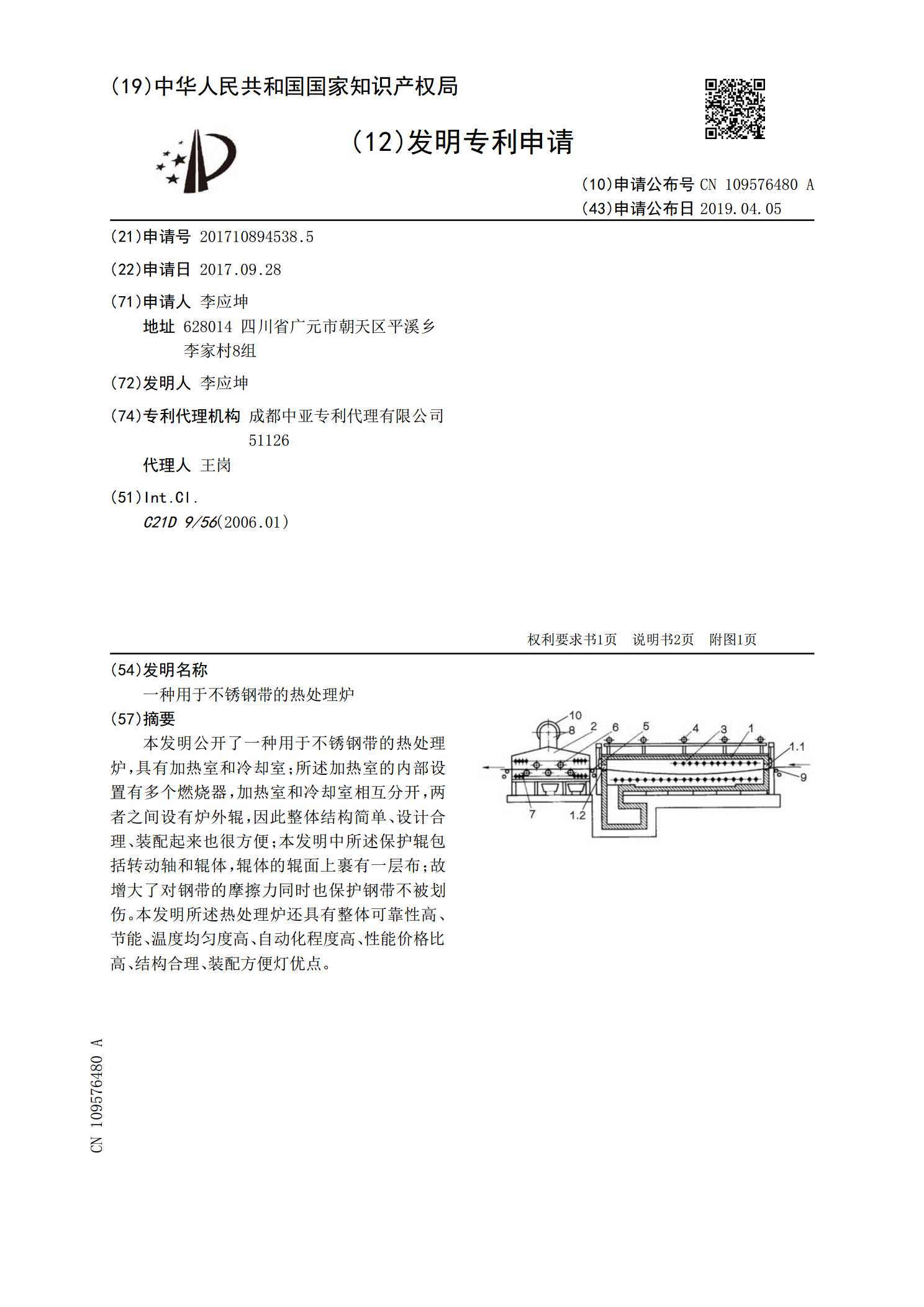
一种用于不锈钢带的热处理炉.pdf
本发明公开了一种用于不锈钢带的热处理炉,具有加热室和冷却室;所述加热室的内部设置有多个燃烧器,加热室和冷却室相互分开,两者之间设有炉外辊,因此整体结构简单、设计合理、装配起来也很方便;本发明中所述保护辊包括转动轴和辊体,辊体的辊面上裹有一层布;故增大了对钢带的摩擦力同时也保护钢带不被划伤。本发明所述热处理炉还具有整体可靠性高、节能、温度均匀度高、自动化程度高、性能价格比高、结构合理、装配方便灯优点。