
一种石油用耐高压无缝钢管的制造方法.pdf

沛芹****ng


1/9
2/9
3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种石油用耐高压无缝钢管的制造方法.pdf
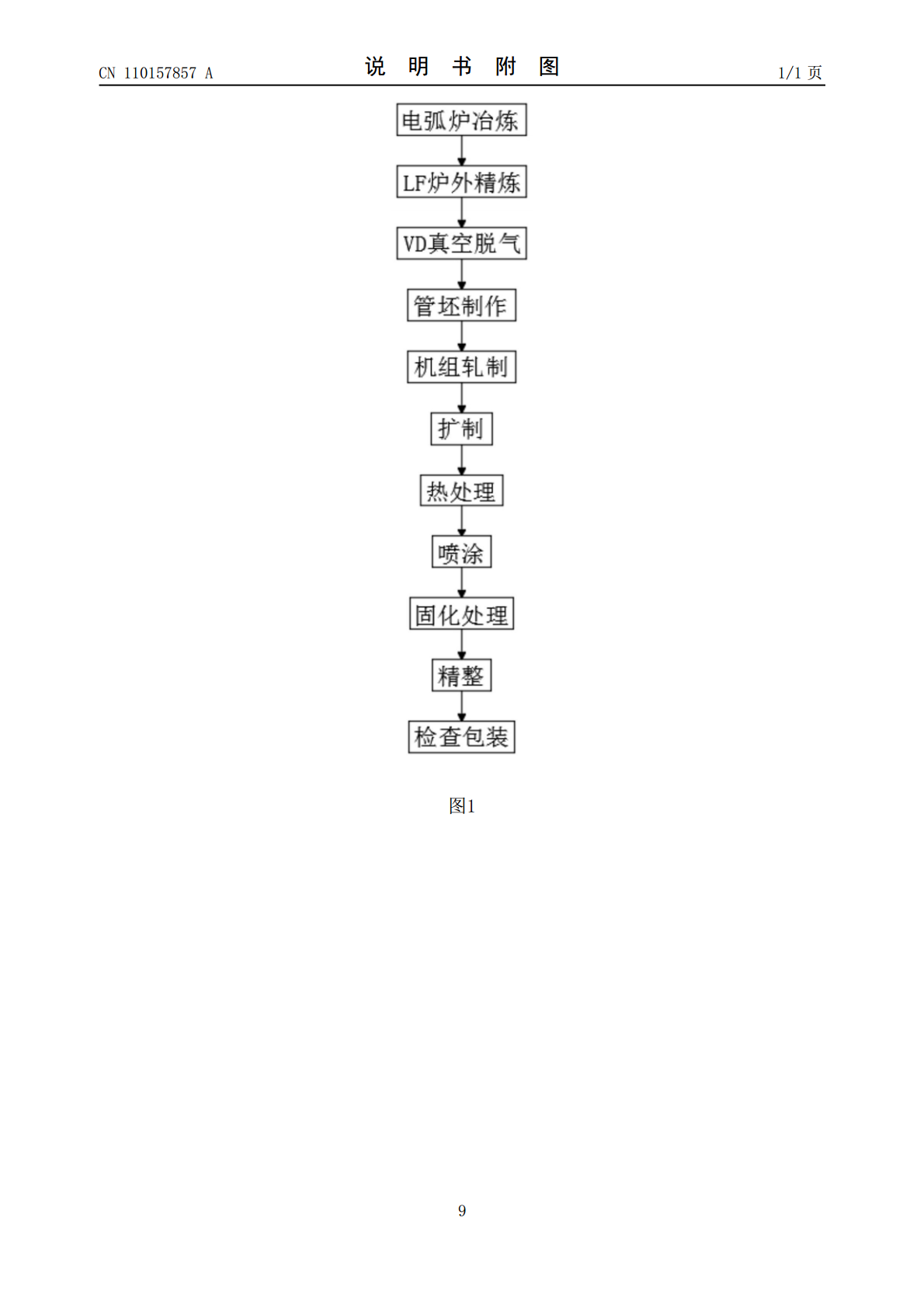
本发明公开了一种石油用耐高压无缝钢管的制造方法,包括以下步骤:S1:电弧炉冶炼;S2:LF炉外精炼;S3:VD真空脱气;S4:管坯制作;S5:机组轧制;S6:扩制;S7:热处理;S8:喷涂;S9:固化处理;S10:精整;S11:检查包装。本发明严格控制该石油用耐高压无缝钢管的制造方法,材料先后经过电弧炉冶炼、LF炉外精炼、VD真空脱气等处理方式,并对扩制后的无缝钢管进行热处理,制备的无缝钢管屈服强度大于395MPa,抗拉强度大于525MPa,耐压压力超过400bar,同时经过喷涂处理后的石油用耐高压无缝钢
一种高压锅炉用无缝钢管及其制造方法.pdf
本发明属于钢管制造技术领域,具体涉及一种高压锅炉用无缝钢管及其制造方法;以所述无缝钢管的总量为基准,按重量百分比计,所述的无缝钢管包括以下元素:C0.14~0.48%、Si0.52~0.68%、Mn0.13~0.35%、Mg0.15~0.28%、Al0.23~0.48%、Cu0.22~0.48%、Cr0.03~0.07%、Ti0.05~0.13%、Nb0.04~0.20%、V0.01~0.05%、其余为Fe和不可避免的杂质;本发明提供的高压锅炉用无缝钢管,在薄壁时仍能保持较高的机械强度
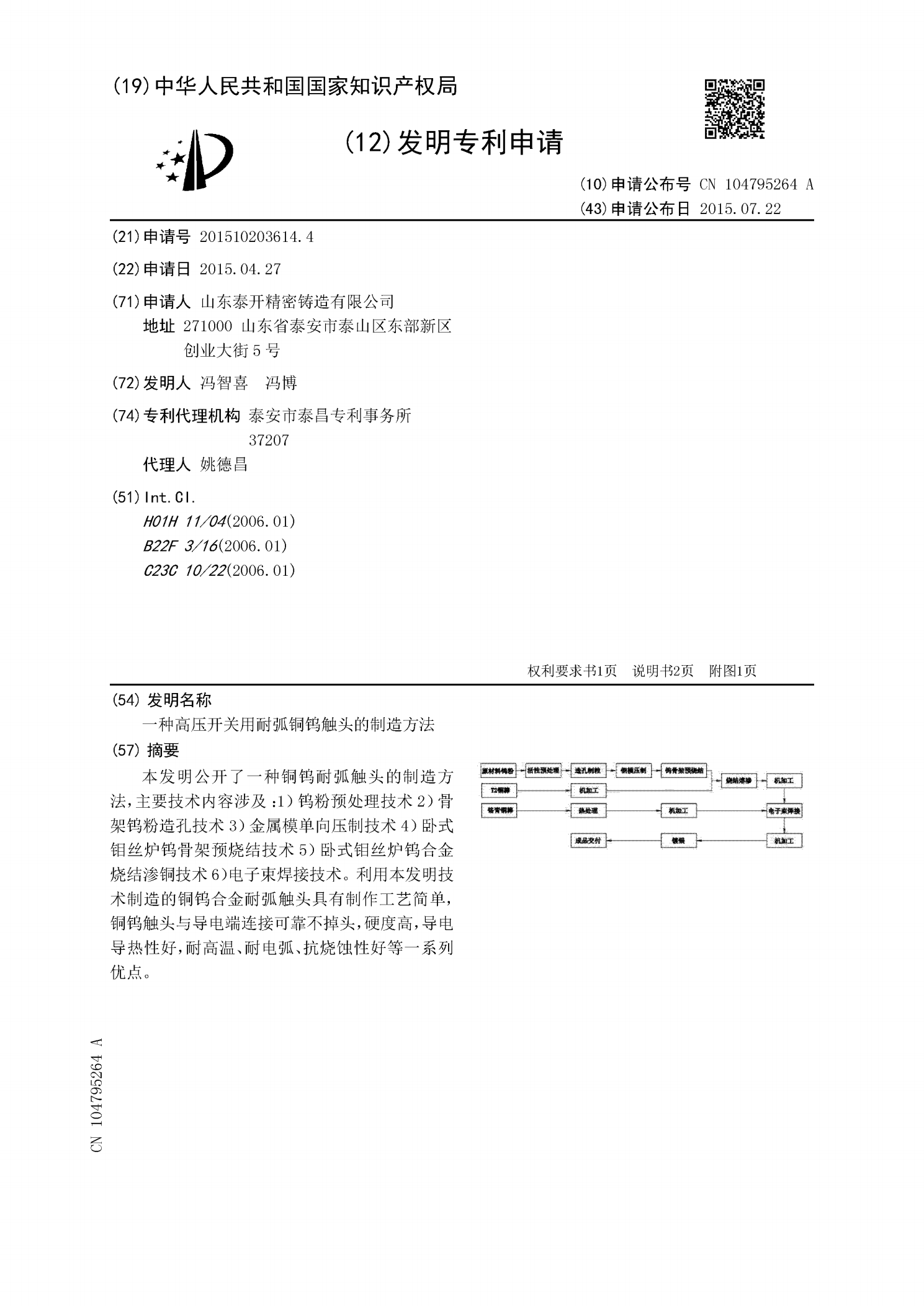
一种高压开关用耐弧铜钨触头的制造方法.pdf
本发明公开了一种铜钨耐弧触头的制造方法,主要技术内容涉及:1)钨粉预处理技术2)骨架钨粉造孔技术3)金属模单向压制技术4)卧式钼丝炉钨骨架预烧结技术5)卧式钼丝炉钨合金烧结渗铜技术6)电子束焊接技术。利用本发明技术制造的铜钨合金耐弧触头具有制作工艺简单,铜钨触头与导电端连接可靠不掉头,硬度高,导电导热性好,耐高温、耐电弧、抗烧蚀性好等一系列优点。
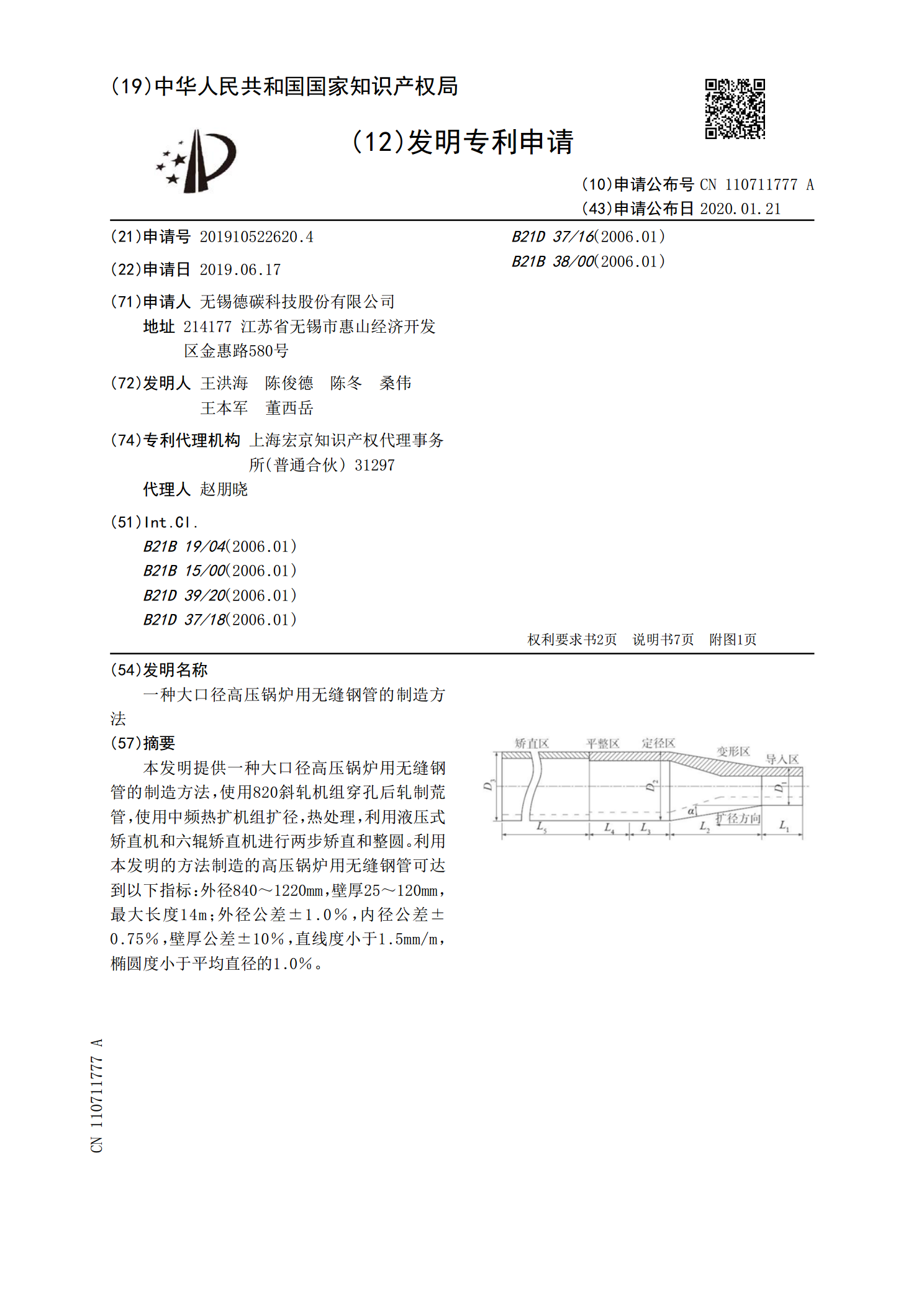
一种大口径高压锅炉用无缝钢管的制造方法.pdf
本发明提供一种大口径高压锅炉用无缝钢管的制造方法,使用820斜轧机组穿孔后轧制荒管,使用中频热扩机组扩径,热处理,利用液压式矫直机和六辊矫直机进行两步矫直和整圆。利用本发明的方法制造的高压锅炉用无缝钢管可达到以下指标:外径840~1220mm,壁厚25~120mm,最大长度14m;外径公差±1.0%,内径公差±0.75%,壁厚公差±10%,直线度小于1.5mm/m,椭圆度小于平均直径的1.0%。
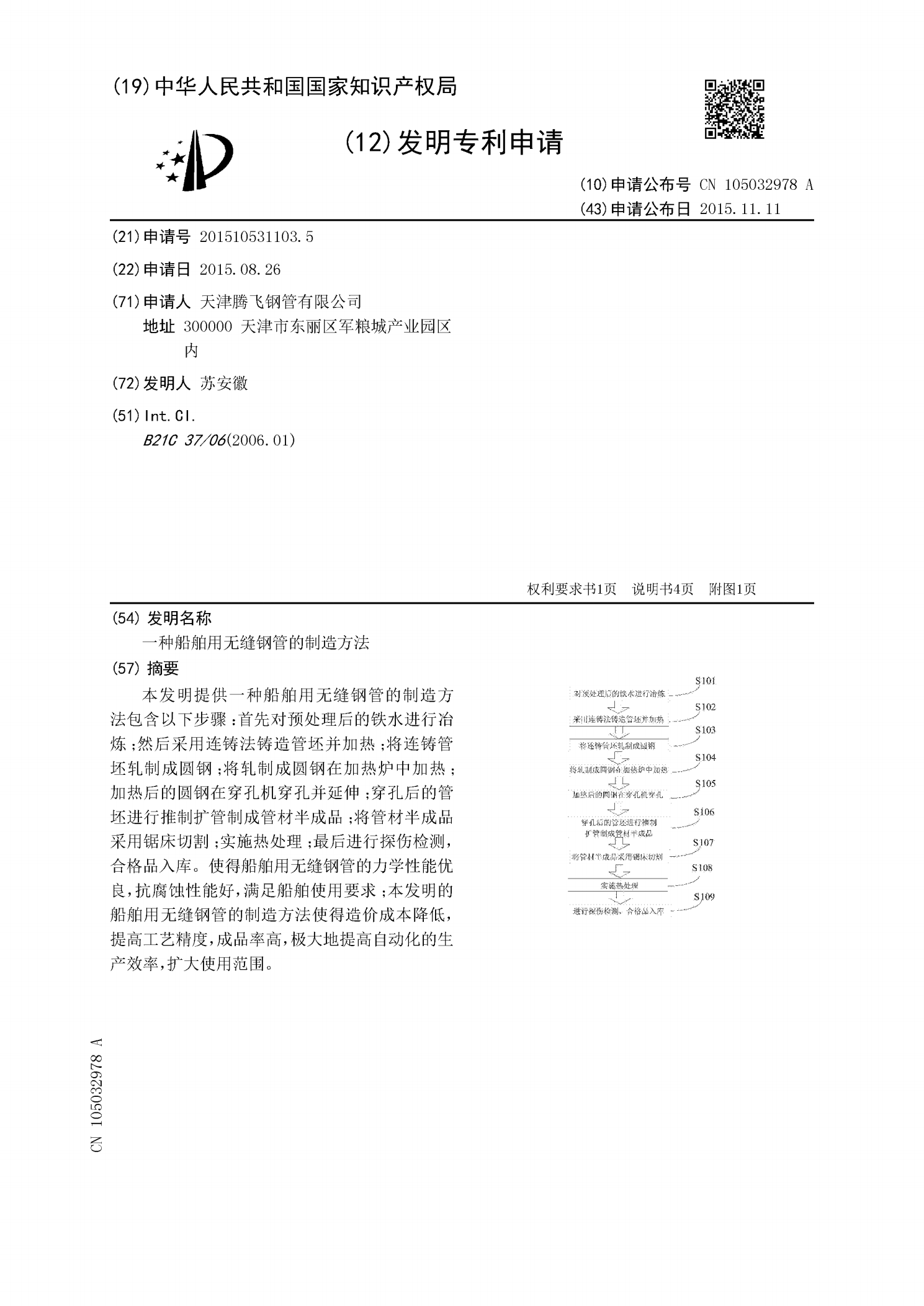
一种船舶用无缝钢管的制造方法.pdf
本发明提供一种船舶用无缝钢管的制造方法包含以下步骤:首先对预处理后的铁水进行冶炼;然后采用连铸法铸造管坯并加热;将连铸管坯轧制成圆钢;将轧制成圆钢在加热炉中加热;加热后的圆钢在穿孔机穿孔并延伸;穿孔后的管坯进行推制扩管制成管材半成品;将管材半成品采用锯床切割;实施热处理;最后进行探伤检测,合格品入库。使得船舶用无缝钢管的力学性能优良,抗腐蚀性能好,满足船舶使用要求;本发明的船舶用无缝钢管的制造方法使得造价成本降低,提高工艺精度,成品率高,极大地提高自动化的生产效率,扩大使用范围。