
一种大口径高压锅炉用无缝钢管的制造方法.pdf

努力****南绿

1/10
2/10

3/10

4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种大口径高压锅炉用无缝钢管的制造方法.pdf
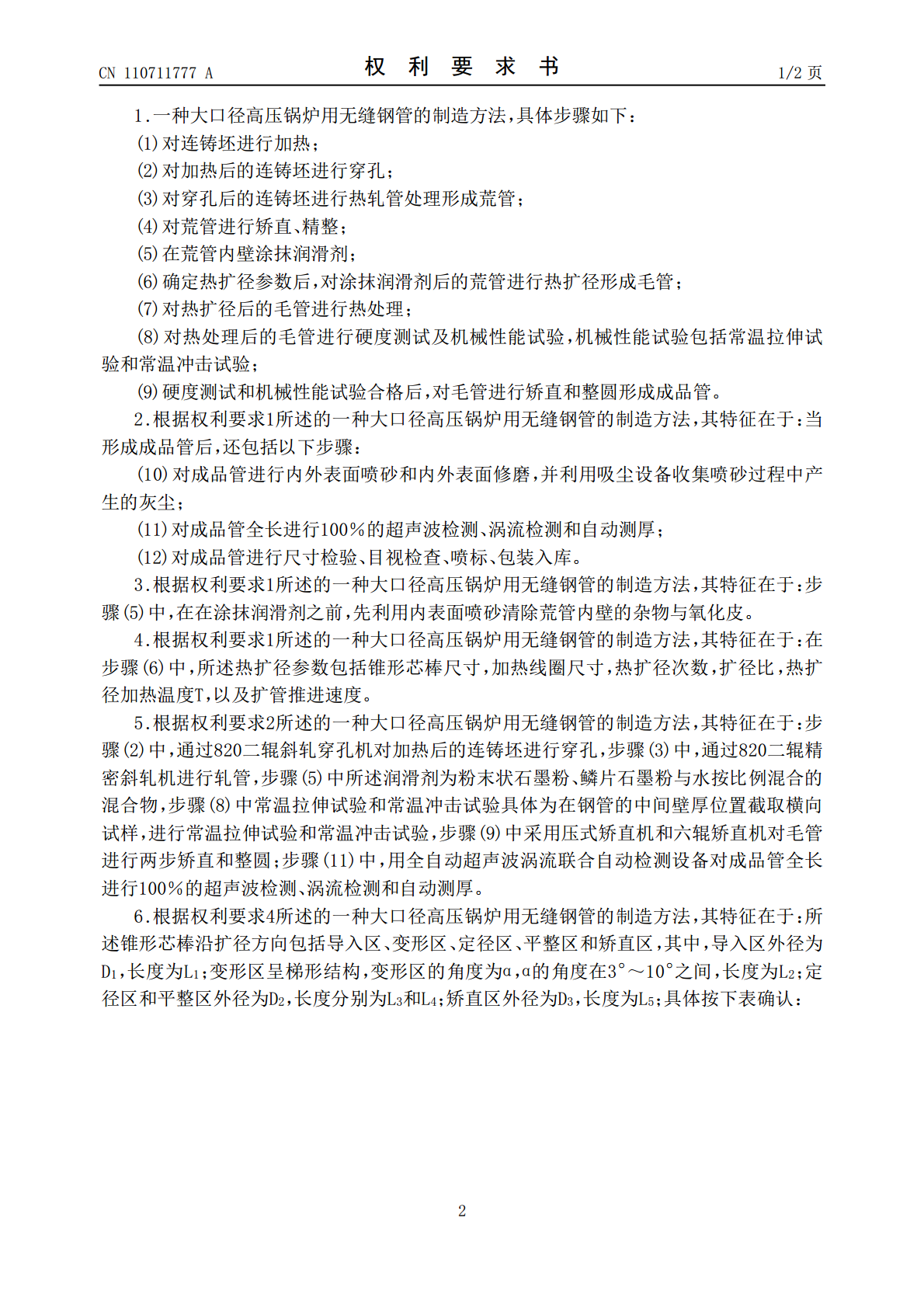
本发明提供一种大口径高压锅炉用无缝钢管的制造方法,使用820斜轧机组穿孔后轧制荒管,使用中频热扩机组扩径,热处理,利用液压式矫直机和六辊矫直机进行两步矫直和整圆。利用本发明的方法制造的高压锅炉用无缝钢管可达到以下指标:外径840~1220mm,壁厚25~120mm,最大长度14m;外径公差±1.0%,内径公差±0.75%,壁厚公差±10%,直线度小于1.5mm/m,椭圆度小于平均直径的1.0%。
一种高压锅炉用无缝钢管及其制造方法.pdf
本发明属于钢管制造技术领域,具体涉及一种高压锅炉用无缝钢管及其制造方法;以所述无缝钢管的总量为基准,按重量百分比计,所述的无缝钢管包括以下元素:C0.14~0.48%、Si0.52~0.68%、Mn0.13~0.35%、Mg0.15~0.28%、Al0.23~0.48%、Cu0.22~0.48%、Cr0.03~0.07%、Ti0.05~0.13%、Nb0.04~0.20%、V0.01~0.05%、其余为Fe和不可避免的杂质;本发明提供的高压锅炉用无缝钢管,在薄壁时仍能保持较高的机械强度
大口径高压气瓶用无缝钢管的制造方法.pdf
本发明为大口径高压气瓶用无缝钢管的制造方法,解决已有方法生产成本高,生产效率低,钢管的几何尺寸精度和内外表面质量不能满足大口径高压气瓶要求的问题。包括如下步骤:(1)将直径为600mm的圆铸钢坯在环形加热炉加热,(2)将加热后的圆铸造钢坯用在线机械热定心,定心也中心偏差≦5mm,经二辊斜轧穿孔穿孔得毛管,(3)将毛管送508周期式轧管机轧管,制成荒管,(4)将荒管在中频感应炉加热到780—850℃,送顶推式扩经机扩径,进行内外整体修磨,得管坯,(5)将管坯内,外表面清理、热处理、酸洗、清洗、磷化、润滑后送
一种石油用耐高压无缝钢管的制造方法.pdf
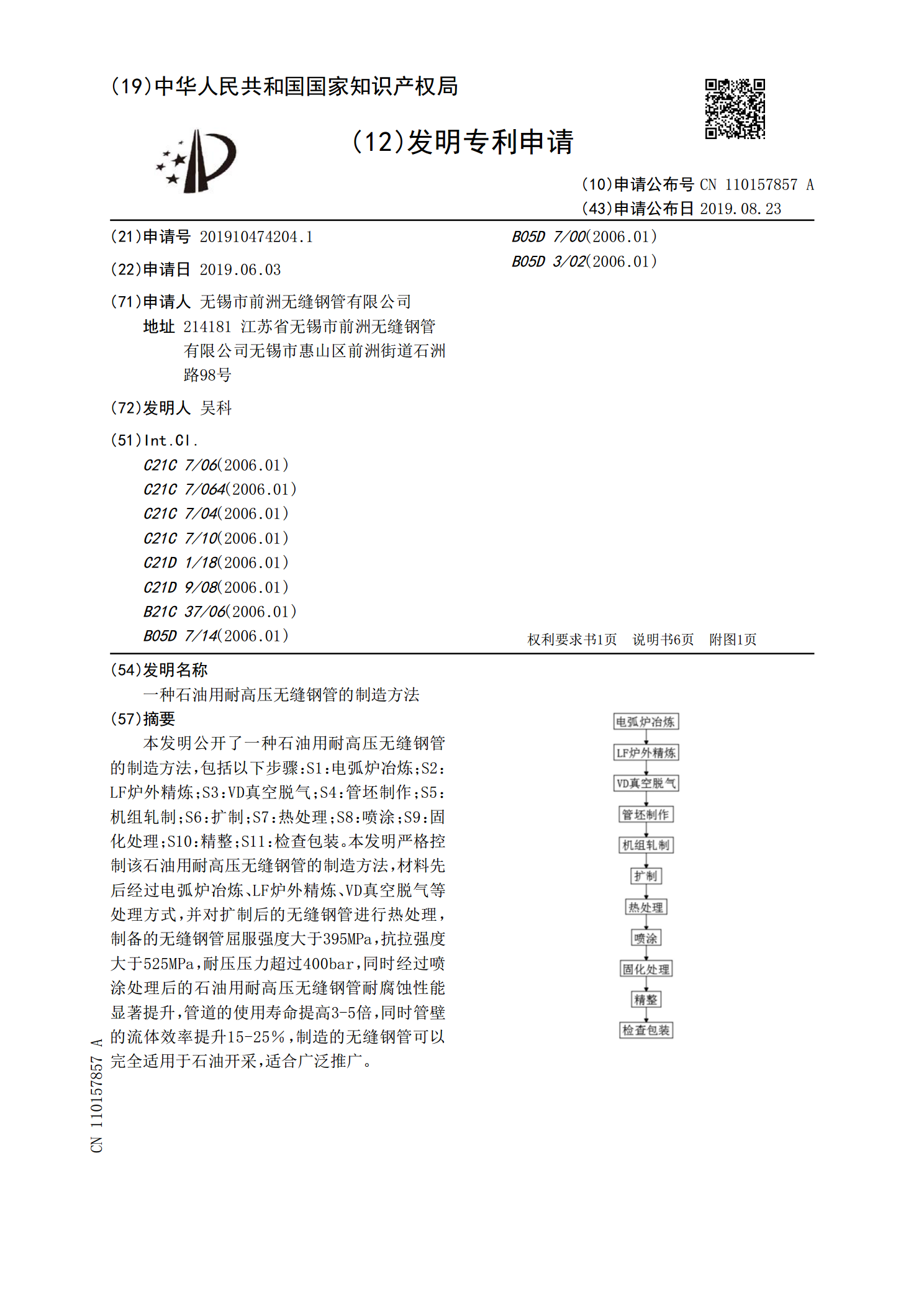
本发明公开了一种石油用耐高压无缝钢管的制造方法,包括以下步骤:S1:电弧炉冶炼;S2:LF炉外精炼;S3:VD真空脱气;S4:管坯制作;S5:机组轧制;S6:扩制;S7:热处理;S8:喷涂;S9:固化处理;S10:精整;S11:检查包装。本发明严格控制该石油用耐高压无缝钢管的制造方法,材料先后经过电弧炉冶炼、LF炉外精炼、VD真空脱气等处理方式,并对扩制后的无缝钢管进行热处理,制备的无缝钢管屈服强度大于395MPa,抗拉强度大于525MPa,耐压压力超过400bar,同时经过喷涂处理后的石油用耐高压无缝钢

一种高压锅炉用不锈耐热无缝钢管及其制造方法.pdf
本发明公开了一种高压锅炉用不锈耐热无缝钢管,以质量%计,含有碳(C):0.04%-0.10%,硅(Si)≤0.75%,锰(Mn)≤2.00%,铬(Cr):24.00%-26.00%,镍(Ni):19.00%-22.00%,铌(Nb):0.20%-0.60%,氮(N):0.150%-0.350%,磷(P)≤0.030%,硫(S)≤0.015%,剩余部分为铁(Fe)和杂质。通过采用上述技术方案制造的无缝钢管耐腐蚀性好,内外表面质量好,适用于高压耐热的特定场合。