
红外蜂窝发热体的制造方法.pdf

觅松****哥哥

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

红外蜂窝发热体的制造方法.pdf
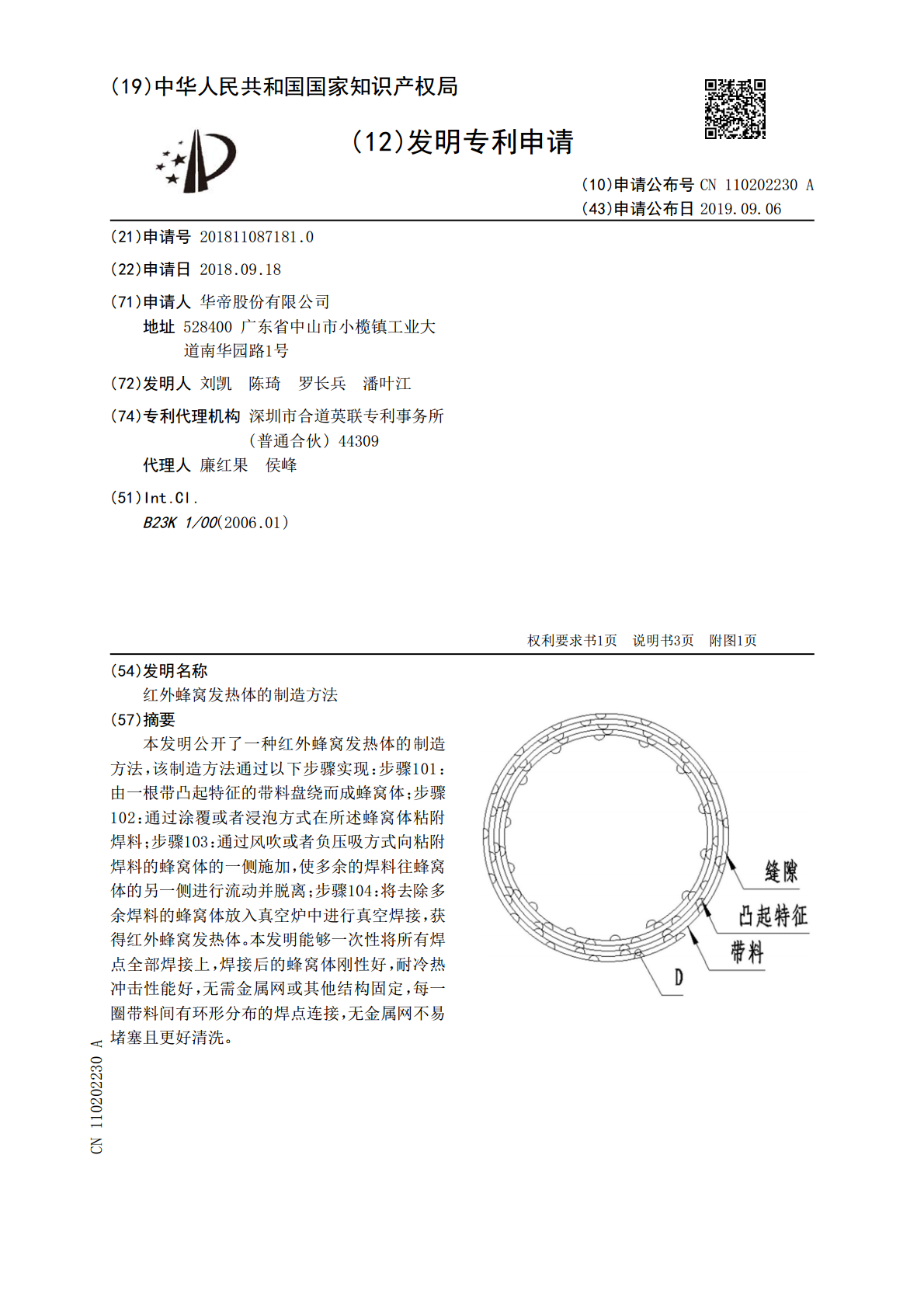
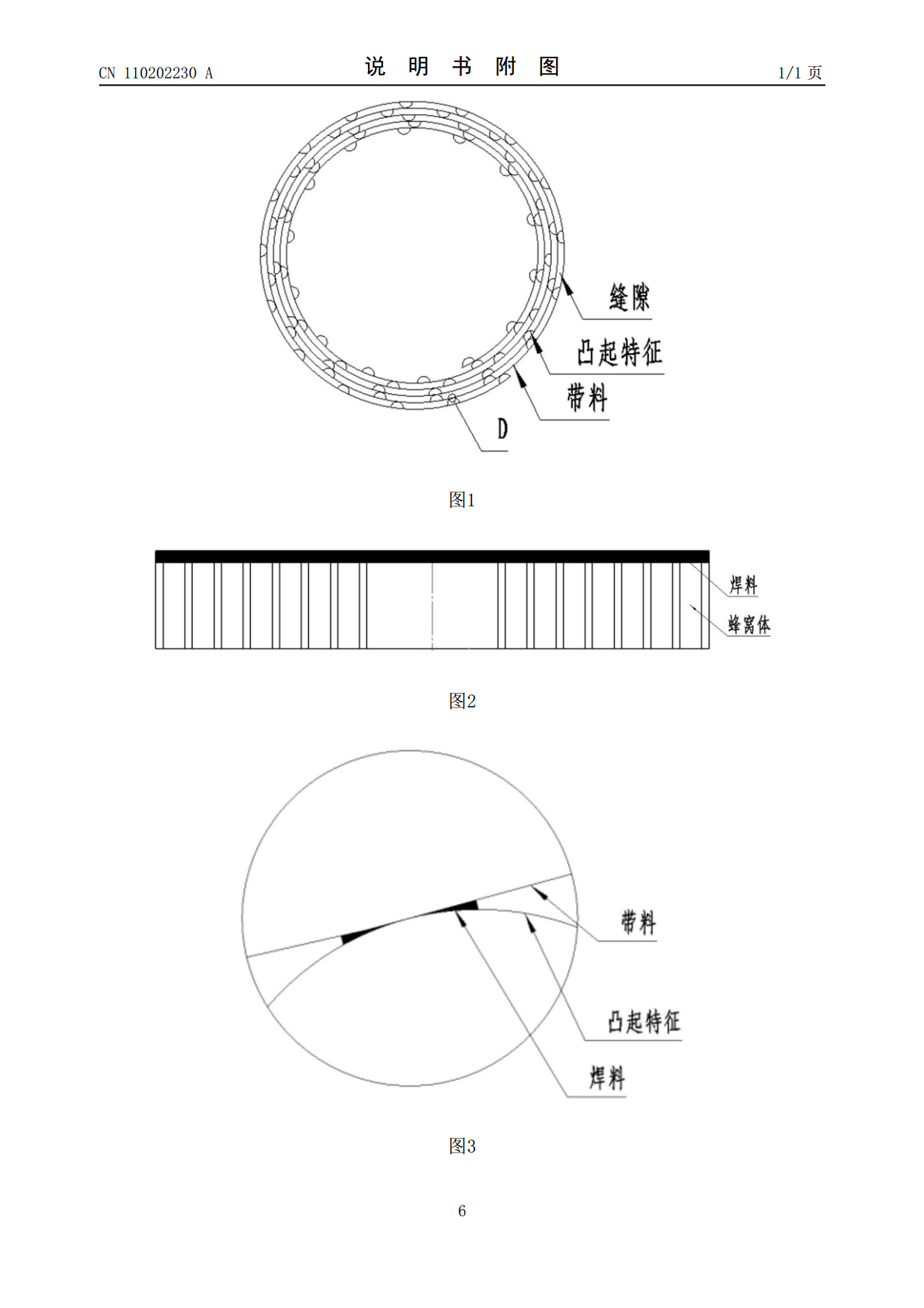
本发明公开了一种红外蜂窝发热体的制造方法,该制造方法通过以下步骤实现:步骤101:由一根带凸起特征的带料盘绕而成蜂窝体;步骤102:通过涂覆或者浸泡方式在所述蜂窝体粘附焊料;步骤103:通过风吹或者负压吸方式向粘附焊料的蜂窝体的一侧施加,使多余的焊料往蜂窝体的另一侧进行流动并脱离;步骤104:将去除多余焊料的蜂窝体放入真空炉中进行真空焊接,获得红外蜂窝发热体。本发明能够一次性将所有焊点全部焊接上,焊接后的蜂窝体刚性好,耐冷热冲击性能好,无需金属网或其他结构固定,每一圈带料间有环形分布的焊点连接,无金属网不

箔带状红外蜂窝发热体及其制造方法.pdf
本发明公开了一种箔带状红外蜂窝发热体的制造方法,该制造方法通过以下步骤实现:步骤101:将一根带凸起特征的带料和焊料箔叠加;步骤102:将所述叠加的带料和焊料箔同步盘绕形成蜂窝体;步骤103:将所述蜂窝体放入真空炉中进行真空焊接,获得箔带状红外蜂窝发热体;还公开了一种箔带状红外蜂窝发热体,本发明能够一次性将所有焊点全部焊接上,焊接后的蜂窝体刚性好,耐冷热冲击性能好,无需金属网或其他结构固定,每一圈带料间有环形分布的焊点连接,无金属网不易堵塞且更好清洗。

用于红外燃气灶的金属蜂窝发热体.pdf
本发明公开了一种用于红外燃气灶的金属蜂窝发热体,其包括蜂窝芯和支架,所述支架位于蜂窝芯底部;本发明的蜂窝发热体在燃烧时,蜂窝孔内的燃气可以稳定燃烧,勿需额外添加柔性的金属网来防止回火;上部的蜂窝芯与下部的支架在重叠区域贴合固定,防止蜂窝芯在反复的冷热冲击后起翘。

一种立式蜂窝发热体及其红外灶.pdf
本发明公开了一种立式蜂窝发热体及其红外灶,立式蜂窝发热体包括:环状蜂窝体,所述环状蜂窝体具有竖向布置的中心通孔;火孔,在所述环状蜂窝体的侧壁设有沿周向和高度方向间隔布置的多个所述火孔,每个所述火孔的径向内端连通所述中心通孔,径向外端连通所述环状蜂窝体的侧壁外部。本发明的立式蜂窝发热体,其结构简单,具有防污性能好、点火感应可靠等优点,保证烹饪时的溢液或食物残渣不易掉落至火孔上。

红外线金属蜂窝燃烧板的制造方法.pdf
红外线金属蜂窝燃烧板的制造方法,将金属板材制造成为金属板条,利用金属滚边机将金属板条的一侧边沿滚压为锐角;利用压瓦机将金属板条制造成为瓦楞板条,利用卷板机将金属板条制造成圆环,利用瓦楞卷板机将瓦楞板条卷成瓦楞形圆环;利用碰焊模具将圆环以及瓦楞形圆环碰焊在一起成为瓦楞环,利用组合设备将不同规格的瓦楞环与网孔罩组合成为红外线金属蜂窝燃烧板;利用圆环与瓦楞形圆环之间的通孔以及不同规格瓦楞环组合之间的通孔构成多个燃烧孔,燃烧时提高了热效率,减少了有害气体的排放以及对环境的污染;红外线金属蜂窝燃烧板的制造方法实施了