
一种Cu、P、Cr、Ni类冷轧耐大气腐蚀钢带及其生产方法.pdf

努力****幻翠

1/6
2/6

3/6
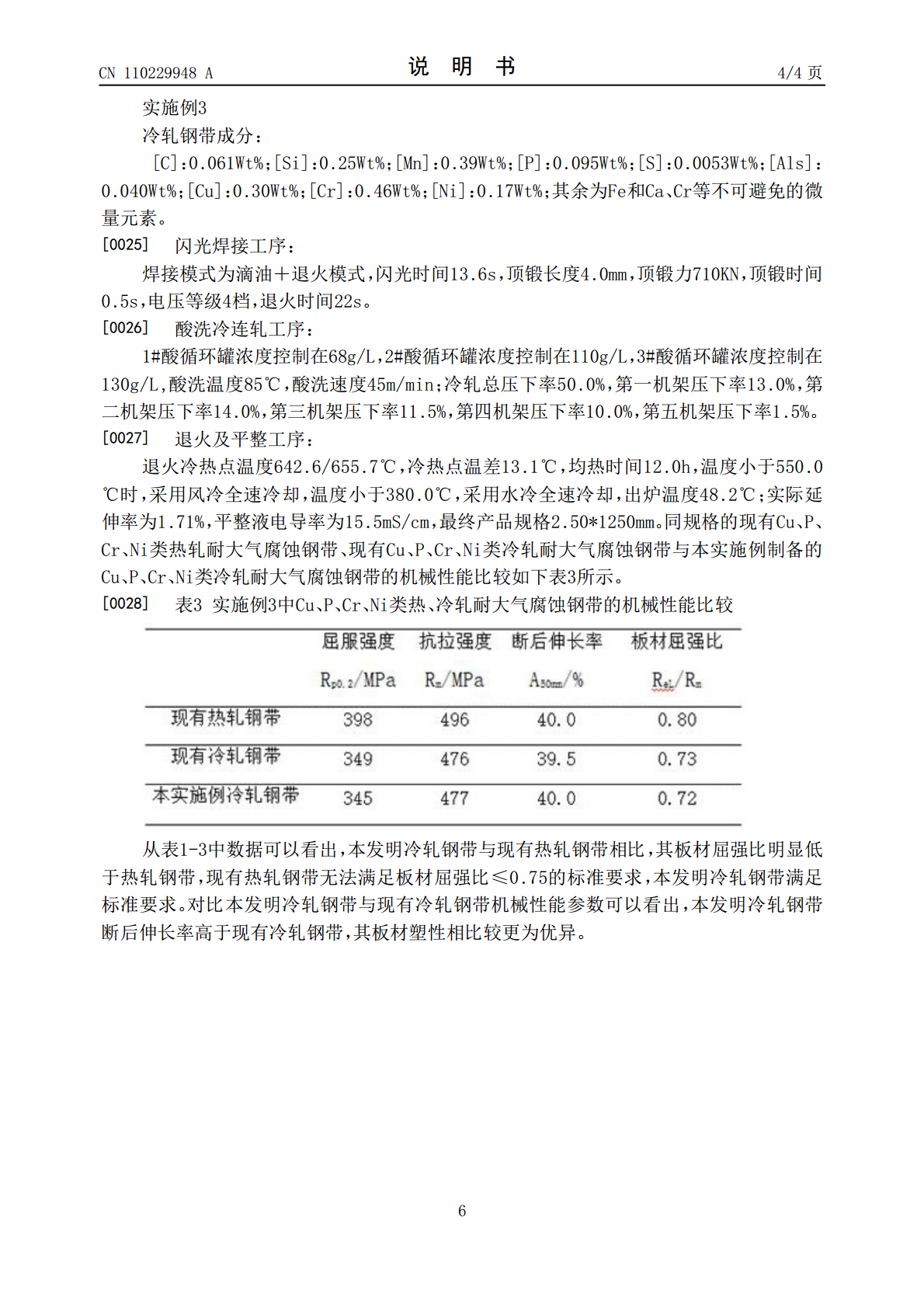
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种Cu、P、Cr、Ni类冷轧耐大气腐蚀钢带及其生产方法.pdf
本发明公开了一种Cu、P、Cr、Ni类冷轧耐大气腐蚀钢带及其生产方法,所述钢带的化学成分以重量百分比计为,[C]:0.052~0.065Wt%;[Si]:0.25~0.38Wt%;[Mn]:0.35~0.50Wt%;[P]:0.080~0.095Wt%;[S]:≤0.0070Wt%;[Als]:0.029~0.040Wt%;[Cu]:0.29~0.35Wt%;[Cr]:0.41~0.46Wt%;[Ni]:0.17~0.23Wt%;其余为Fe和Ca、Cr等不可避免的微量元素。其生产方法依次包括热轧钢带闪光焊
一种耐大气腐蚀热轧钢带及其生产方法.pdf
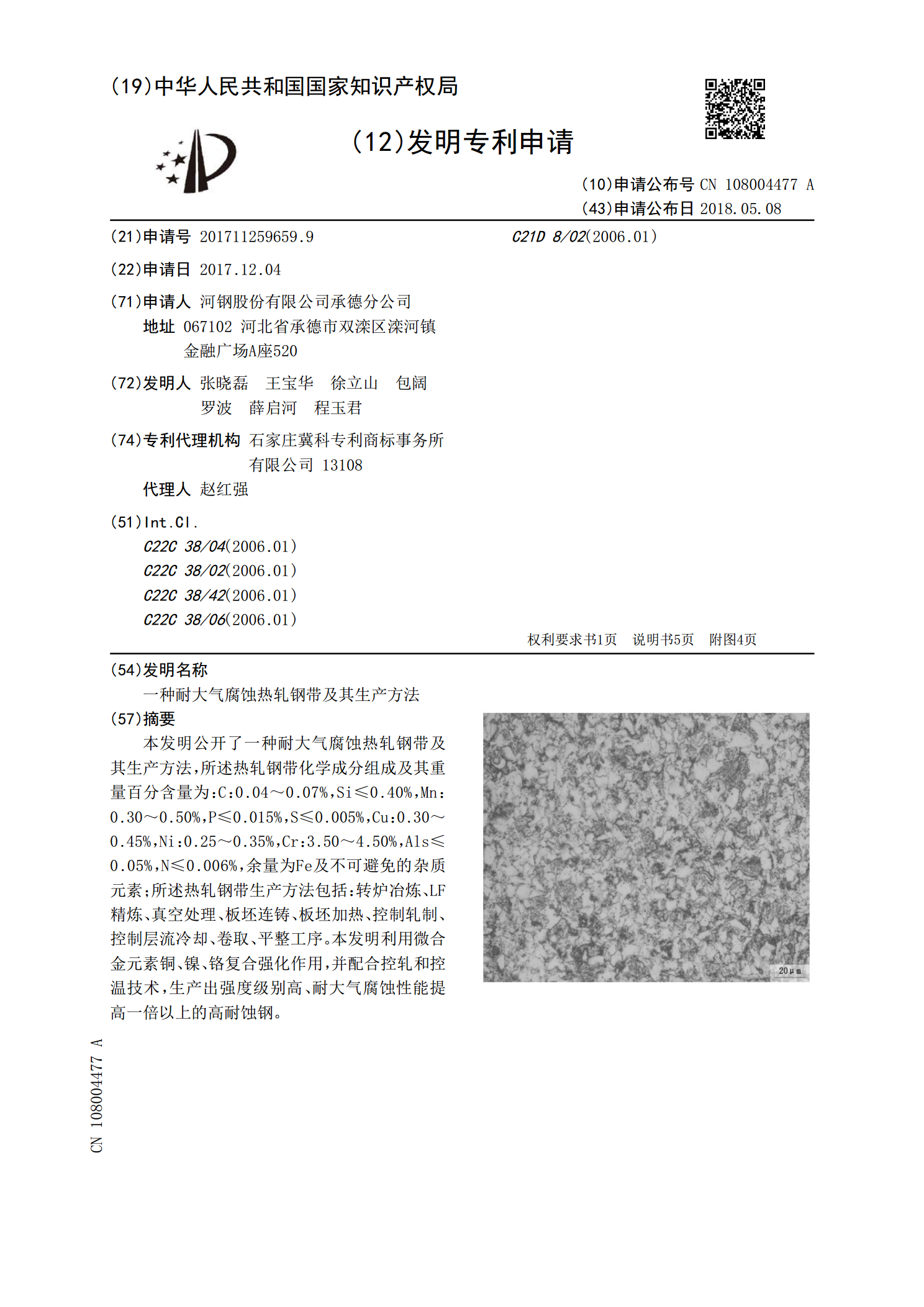
本发明公开了一种耐大气腐蚀热轧钢带及其生产方法,所述热轧钢带化学成分组成及其重量百分含量为:C:0.04~0.07%,Si≤0.40%,Mn:0.30~0.50%,P≤0.015%,S≤0.005%,Cu:0.30~0.45%,Ni:0.25~0.35%,Cr:3.50~4.50%,Als≤0.05%,N≤0.006%,余量为Fe及不可避免的杂质元素;所述热轧钢带生产方法包括:转炉冶炼、LF精炼、真空处理、板坯连铸、板坯加热、控制轧制、控制层流冷却、卷取、平整工序。本发明利用微合金元素铜、镍、铬复合强化作
高强度耐大气腐蚀热轧钢带及其制造方法.pdf
本发明涉及高强度耐大气腐蚀热轧钢带及其制造方法,热轧钢带化学成分的质量百分配比为:0<C≤0.10,0.15≤Si≤0.45,0.70≤Mn≤1.40,0<P≤0.020,0<S≤0.008,0.35≤Cr≤1.00,0.15≤Ni≤0.55,0.25≤Cu≤0.50,0<Nb+V+Ti≤0.22。其余为Fe和不可避免的杂质。钢带的制造方法的步骤为:A.制备连铸坯是通过铁水预处理脱硫、顶底复合吹炼转炉冶炼、LF精炼和厚板坯连铸;B.采用控制轧制和控制冷却工艺将连铸坯加工成热轧钢带,终轧温度790-890℃
一种高强度耐大气腐蚀热轧钢带及其制造方法.pdf
本发明涉及一种高强度耐大气腐蚀热轧钢带及其制造方法,热轧钢带成分的质量百分配比为:0<C≤0.10,0.15≤Si≤0.45,1.20≤Mn≤1.85,0<P≤0.020,0<S≤0.008,0.35≤Cr≤1.00,0.15≤Ni≤0.55,0.25≤Cu≤0.50,0<Nb+V+Ti≤0.22。钢带制造方法的步骤为:A通过铁水预处理脱硫、顶底复合吹炼转炉冶炼、LF精炼和厚板坯连铸制备连铸坯;B采用控制轧制和控制冷却工艺将连铸坯加工成热轧钢带,终轧温度790-890℃,快速水冷至450-650℃卷取,然
一种高强Ni-Cr耐腐蚀钢绞线用盘条及其生产方法.pdf
本发明提供一种高强Ni‑Cr耐腐蚀钢绞线用盘条及其生产方法,盘条成分按重量百分比计如下:C:0.80%~0.85%、Si:0.15%~0.35%、Mn:0.60%~0.90%、P:≤0.025%、S:≤0.015%、Cr:0.20%~0.30%、Ni:0.20%~0.30%,其余为Fe和不可避免的杂质元素。方法包括铁水预处理-转炉冶炼-LF炉精炼-方坯连铸-方坯连轧-钢坯清理-加热-轧制-控冷-精整-检查-入库,本发明盘条含有Cr、Ni元素,提高了盘条的强度、塑性、耐腐蚀能力,通过炼钢、轧制控制工艺,获得