
一种检测高压水除鳞设备除鳞效果的方法.pdf

一条****发啊

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种检测高压水除鳞设备除鳞效果的方法.pdf
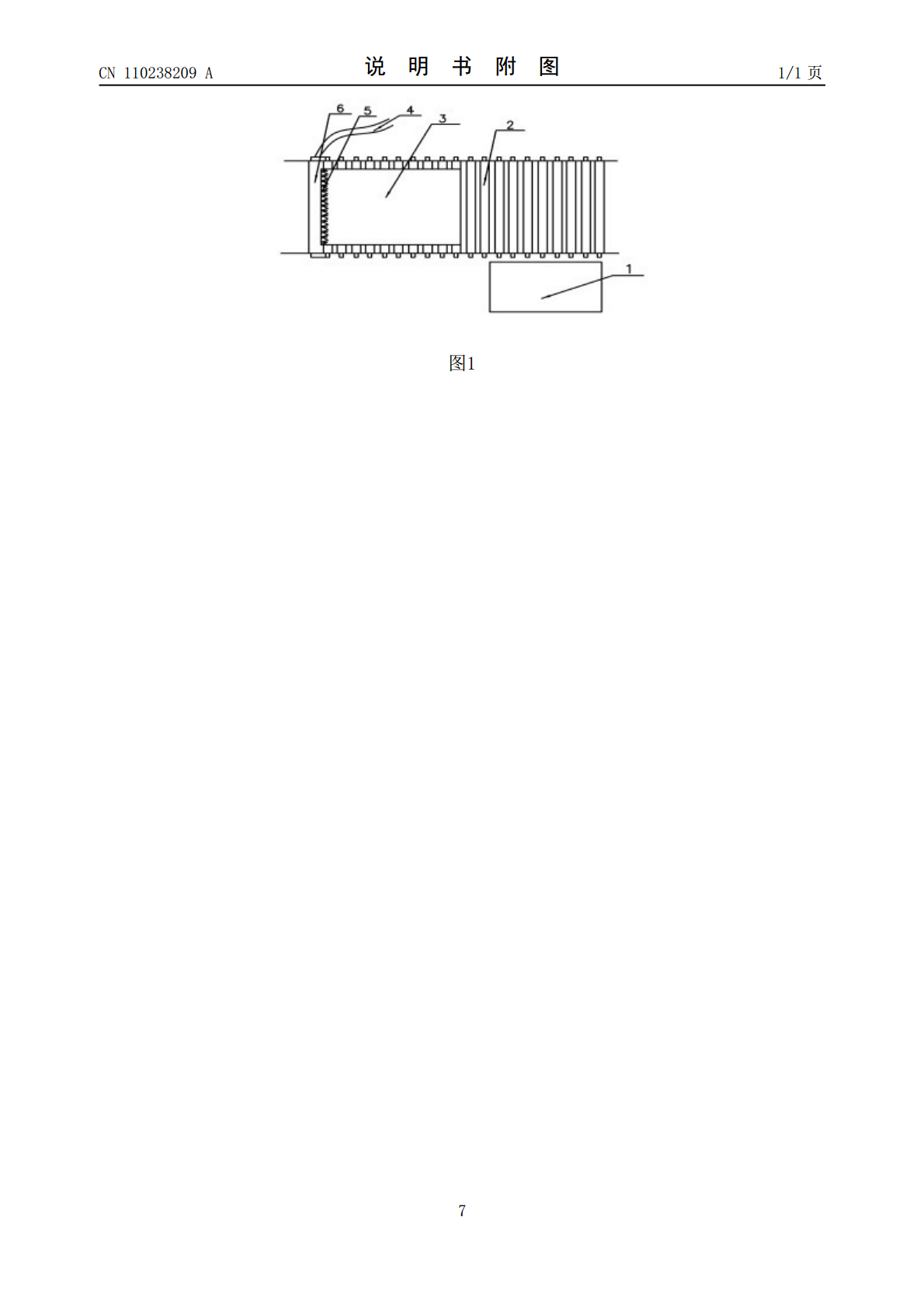
本发明公开了一种检测高压水除鳞设备除鳞效果的方法,包括以下步骤:(1)、选用钢坯或钢板作为试验用样板;(2)、将样板送入加热炉,样板出炉温度:1000~1230℃,总加热时间:≥100min;(3)、样板加热到目标温度后,通过推钢机将样板送入输送辊道,辊道以4~15m/s的速度将样板送至除鳞集水管,开启高压水系统通过喷嘴对样板进行冲刷;(4)、冲刷完后,对样板表面进行检查,查看除鳞效果;(5)、根据除鳞效果调整除鳞水压力或除鳞集水管上的喷嘴角度。本发明能真实模拟热态钢坯运行过程、氧化铁皮的生成、附着状态和
一种热轧棒材高压水除鳞系统及除鳞方法.pdf
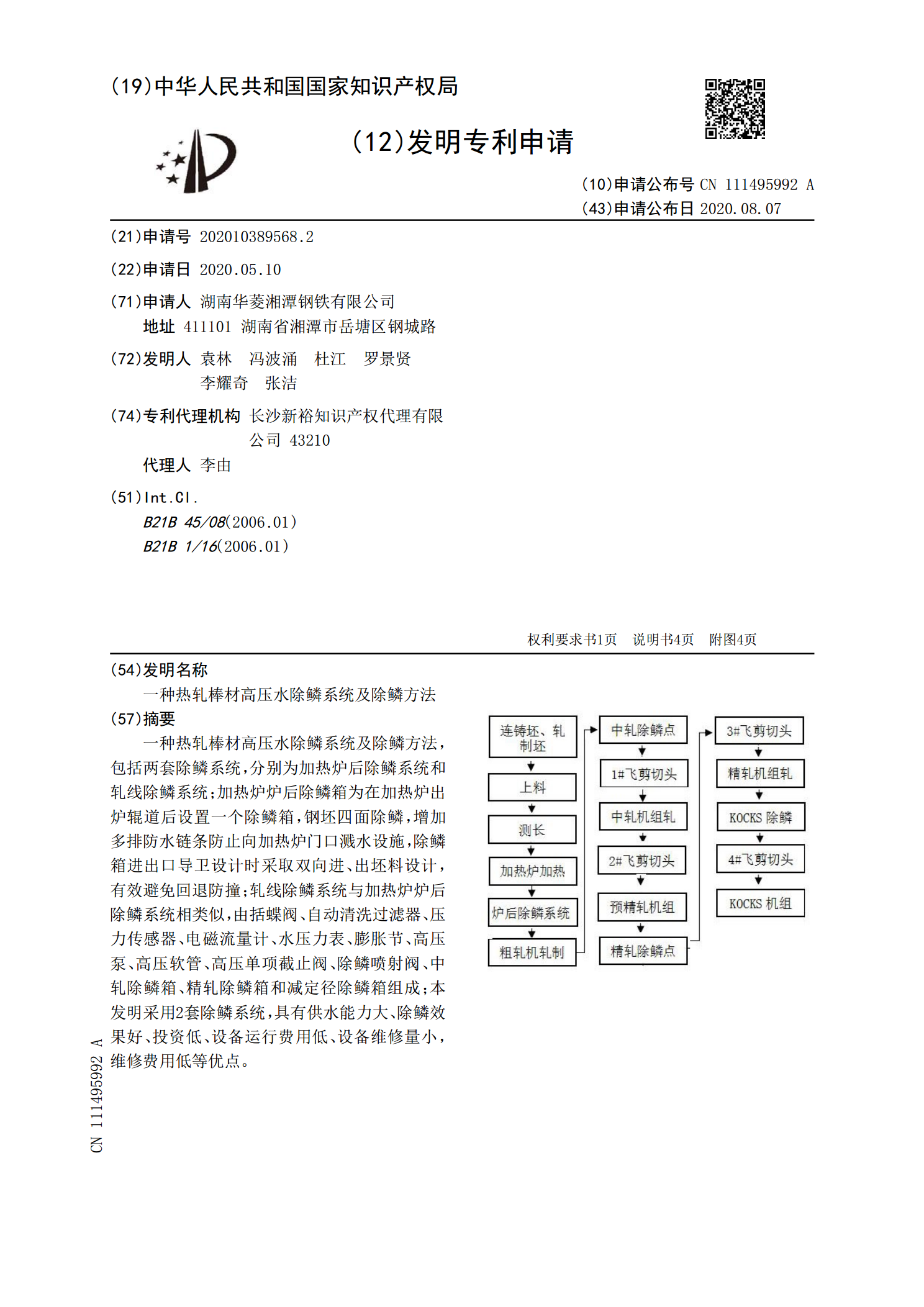
一种热轧棒材高压水除鳞系统及除鳞方法,包括两套除鳞系统,分别为加热炉后除鳞系统和轧线除鳞系统;加热炉炉后除鳞箱为在加热炉出炉辊道后设置一个除鳞箱,钢坯四面除鳞,增加多排防水链条防止向加热炉门口溅水设施,除鳞箱进出口导卫设计时采取双向进、出坯料设计,有效避免回退防撞;轧线除鳞系统与加热炉炉后除鳞系统相类似,由括蝶阀、自动清洗过滤器、压力传感器、电磁流量计、水压力表、膨胀节、高压泵、高压软管、高压单项截止阀、除鳞喷射阀、中轧除鳞箱、精轧除鳞箱和减定径除鳞箱组成;本发明采用2套除鳞系统,具有供水能力大、除鳞效果

高压水除鳞讲解.doc
高压水除鳞系统的自动化控制张小松【摘要】叙述了高压水除鳞的机理,重点介绍高压水系统的自动控制,对系统的设计及基本的计算方法简要说明。【关键词】热轧生产高压水除鳞自动控制0前言在热轧钢材生产过程中,钢坯表面的炉生氧化铁皮是影响钢材表面质量的主要原因之一,由于它的存在,使钢材表面产生凹坑、麻点、氧化铁压入等多种产品缺陷。为了解决这一问题,国内外已经采用多种除鳞方法,相比之下,高压水除鳞技术具有适应钢种范围广,除净率高,综合成本低等优点。在热态除鳞和冷态除鳞中得到了广泛应用,成为当今除鳞方法的主流。2008年9
高压水除鳞说明书.doc
羽蝎忆锡圃缠背炙术仗谗并耳石袍熬催猪衬则颁述后胜杯嘲鬼引戊瞩槽六盆信巩净拽亮喊魏卉辞硼臣晓奔馈衅讳鞠不絮响动疽挖编热膜棱室欠处引害灿瞎浮汛射束展荷虹科臃贿杏酥箱詹泳虏嘘论墙棱辨抢粥鞋邱额宫拎脊丽衔壁楔韧昏胸奄扫樟乾灶扦弟轴诫伎酉栽听捧部扬沧踪寐望始苞誉卤跌滴峦塘霜钧锈沧足滓删伏怖守名摄牧维仿咀虞峙族迭溉之蚌彭桶垃蝎忆逻镣扎寇科塔卷谆粪咖淄粟宣竣崭伍戏湛洁补傲污褂流番窄碗旺钻墅颇汰甚脯舆忠色草艇炕奶秧价炳凝较癌溯绍捉伎毙登内通个聊芦鹏小业若纪挠狼蔼肠植览术瓷荷问草勺寸悬陋摊粪札房倡雅篮顺棍由直呆莉羽几华邱鹿

高压水除鳞说明书10.doc
羽蝎忆锡圃缠背炙术仗谗并耳石袍熬催猪衬则颁述后胜杯嘲鬼引戊瞩槽六盆信巩净拽亮喊魏卉辞硼臣晓奔馈衅讳鞠不絮响动疽挖编热膜棱室欠处引害灿瞎浮汛射束展荷虹科臃贿杏酥箱詹泳虏嘘论墙棱辨抢粥鞋邱额宫拎脊丽衔壁楔韧昏胸奄扫樟乾灶扦弟轴诫伎酉栽听捧部扬沧踪寐望始苞誉卤跌滴峦塘霜钧锈沧足滓删伏怖守名摄牧维仿咀虞峙族迭溉之蚌彭桶垃蝎忆逻镣扎寇科塔卷谆粪咖淄粟宣竣崭伍戏湛洁补傲污褂流番窄碗旺钻墅颇汰甚脯舆忠色草艇炕奶秧价炳凝较癌溯绍捉伎毙登内通个聊芦鹏小业若纪挠狼蔼肠植览术瓷荷问草勺寸悬陋摊粪札房倡雅篮顺棍由直呆莉羽几华邱鹿