
一种稳定带钢入锌锅温度的控制方法.pdf

猫巷****忠娟

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种稳定带钢入锌锅温度的控制方法.pdf
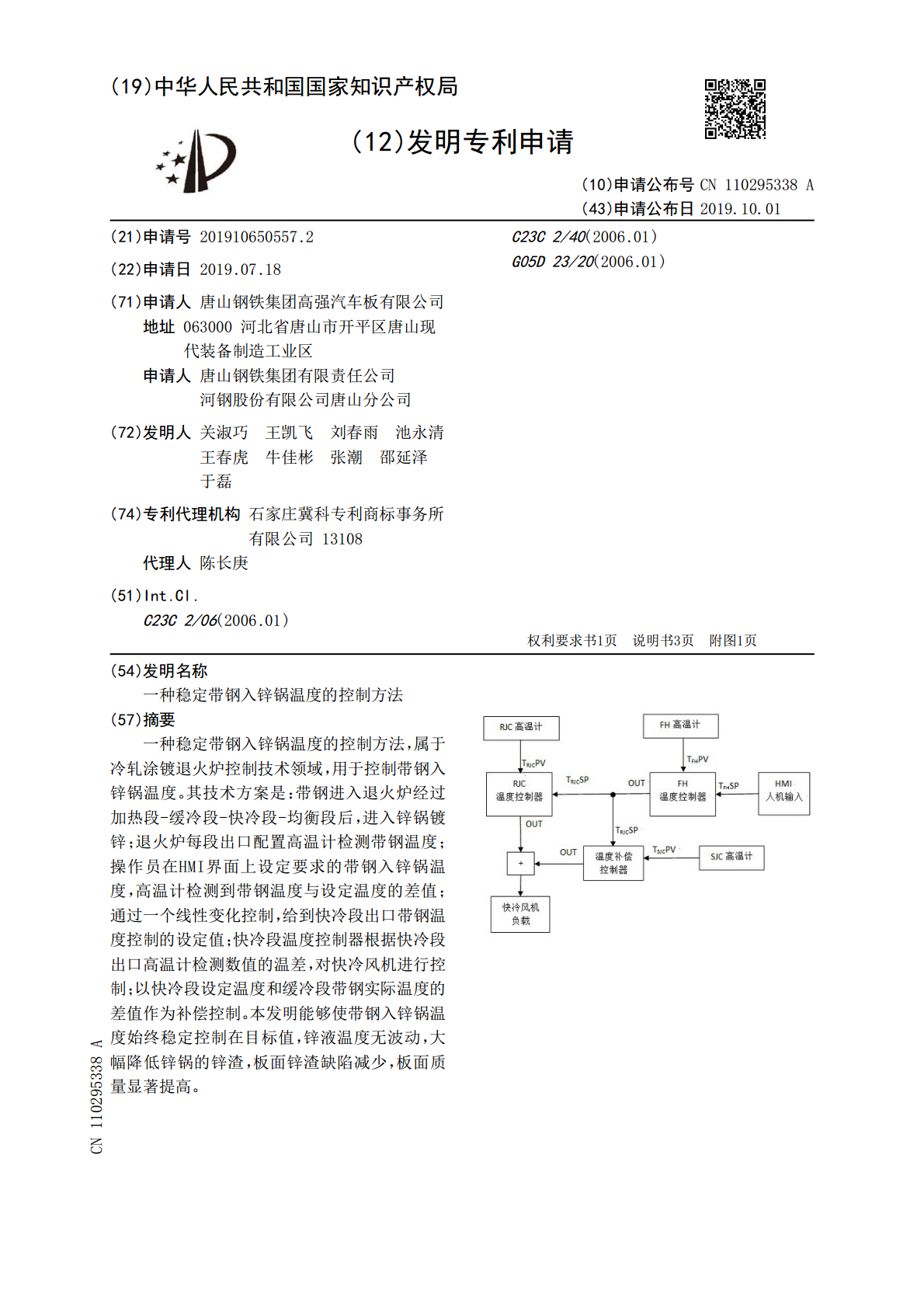
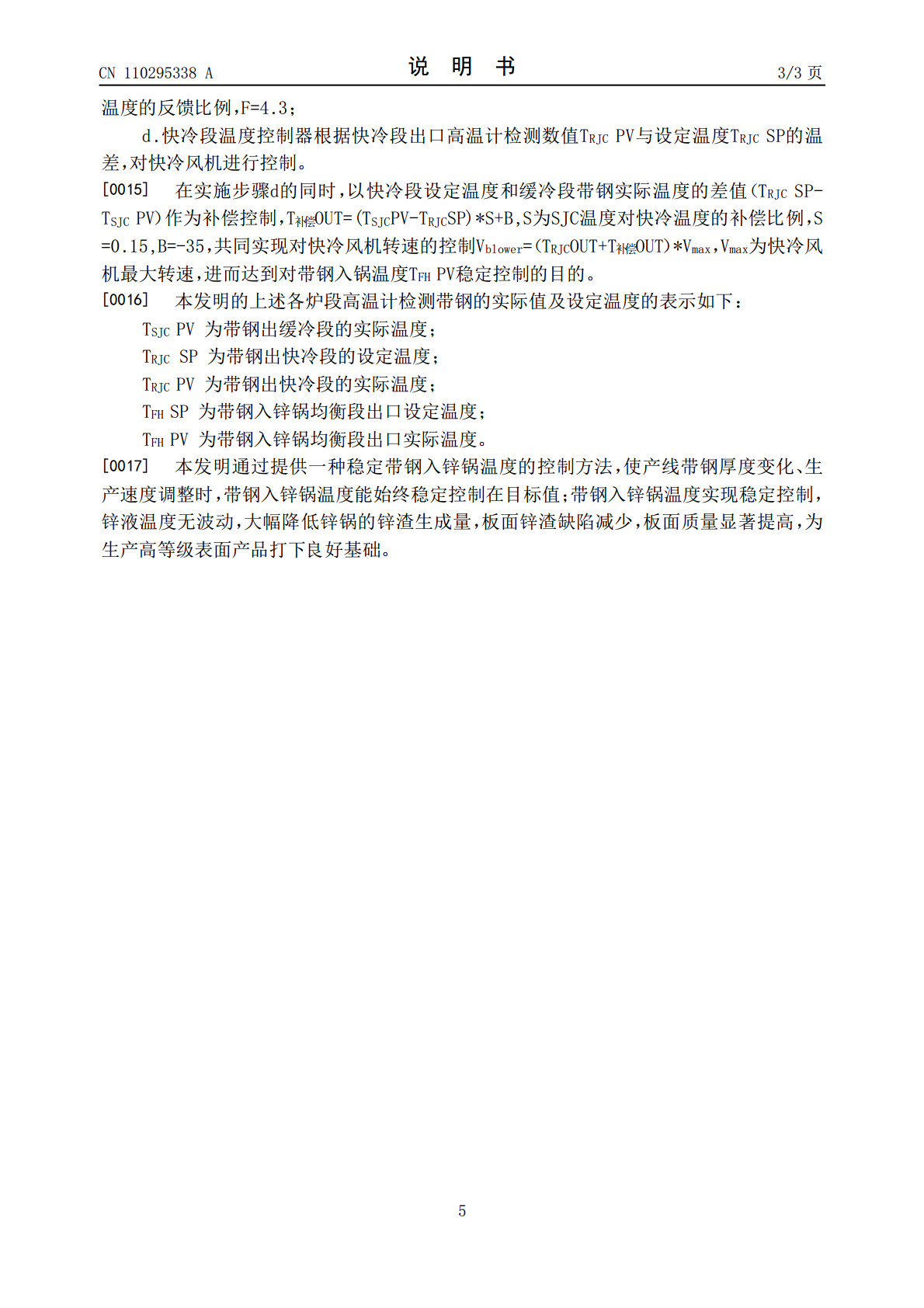
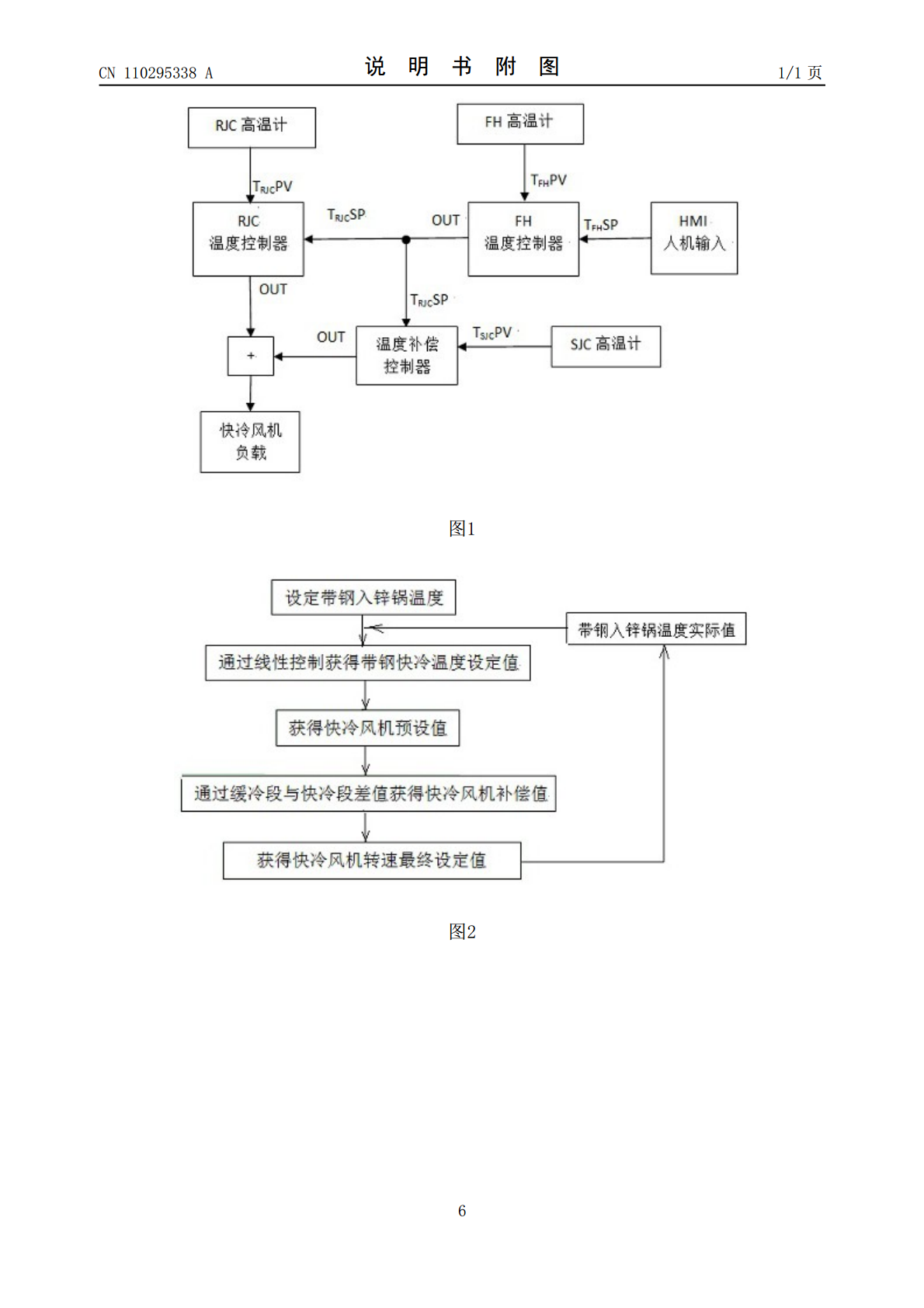
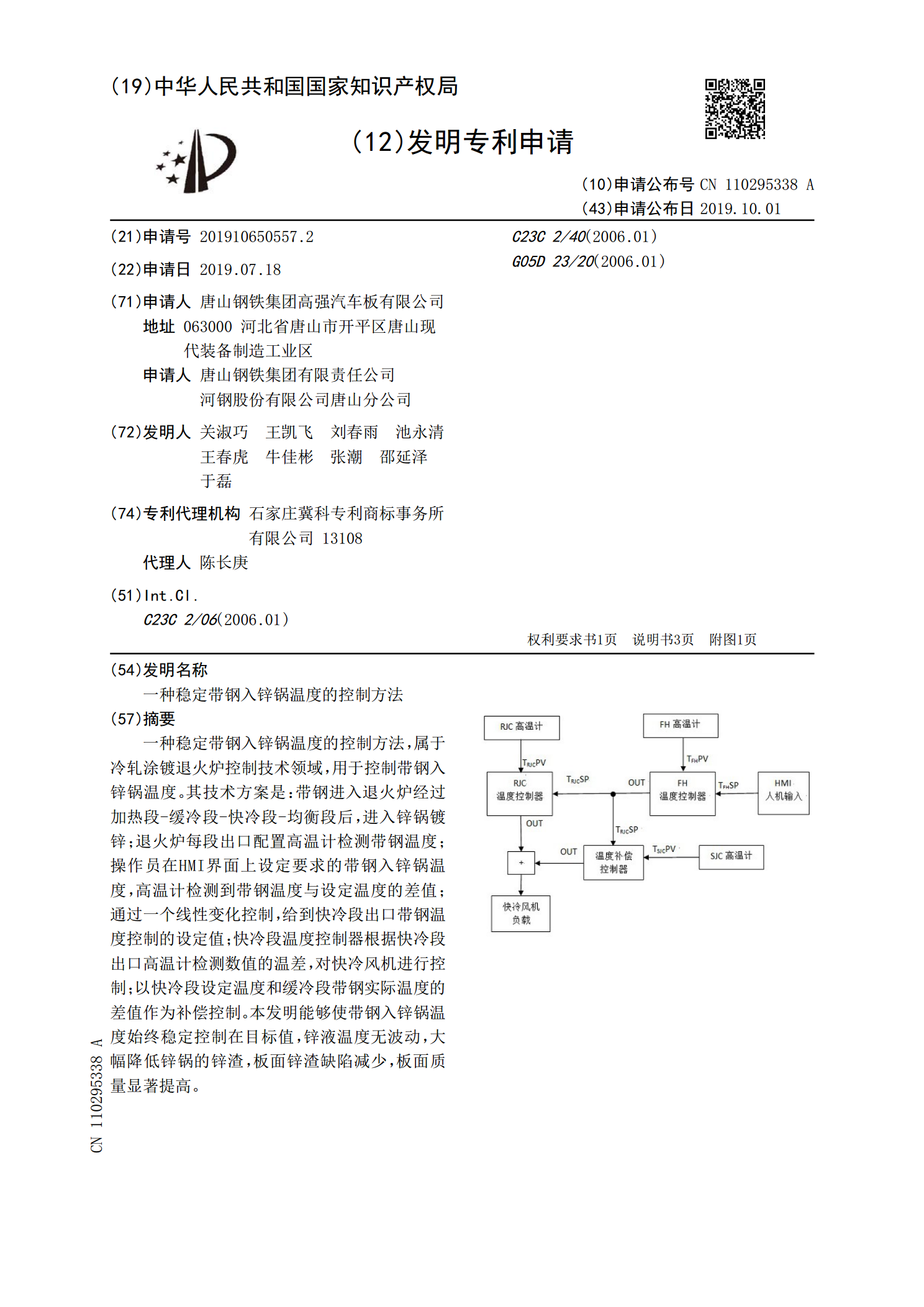
一种稳定带钢入锌锅温度的控制方法,属于冷轧涂镀退火炉控制技术领域,用于控制带钢入锌锅温度。其技术方案是:带钢进入退火炉经过加热段‑缓冷段‑快冷段‑均衡段后,进入锌锅镀锌;退火炉每段出口配置高温计检测带钢温度;操作员在HMI界面上设定要求的带钢入锌锅温度,高温计检测到带钢温度与设定温度的差值;通过一个线性变化控制,给到快冷段出口带钢温度控制的设定值;快冷段温度控制器根据快冷段出口高温计检测数值的温差,对快冷风机进行控制;以快冷段设定温度和缓冷段带钢实际温度的差值作为补偿控制。本发明能够使带钢入锌锅温度始终稳
一种提高半硬质镀铝锌带钢入锌锅温度的方法.pdf
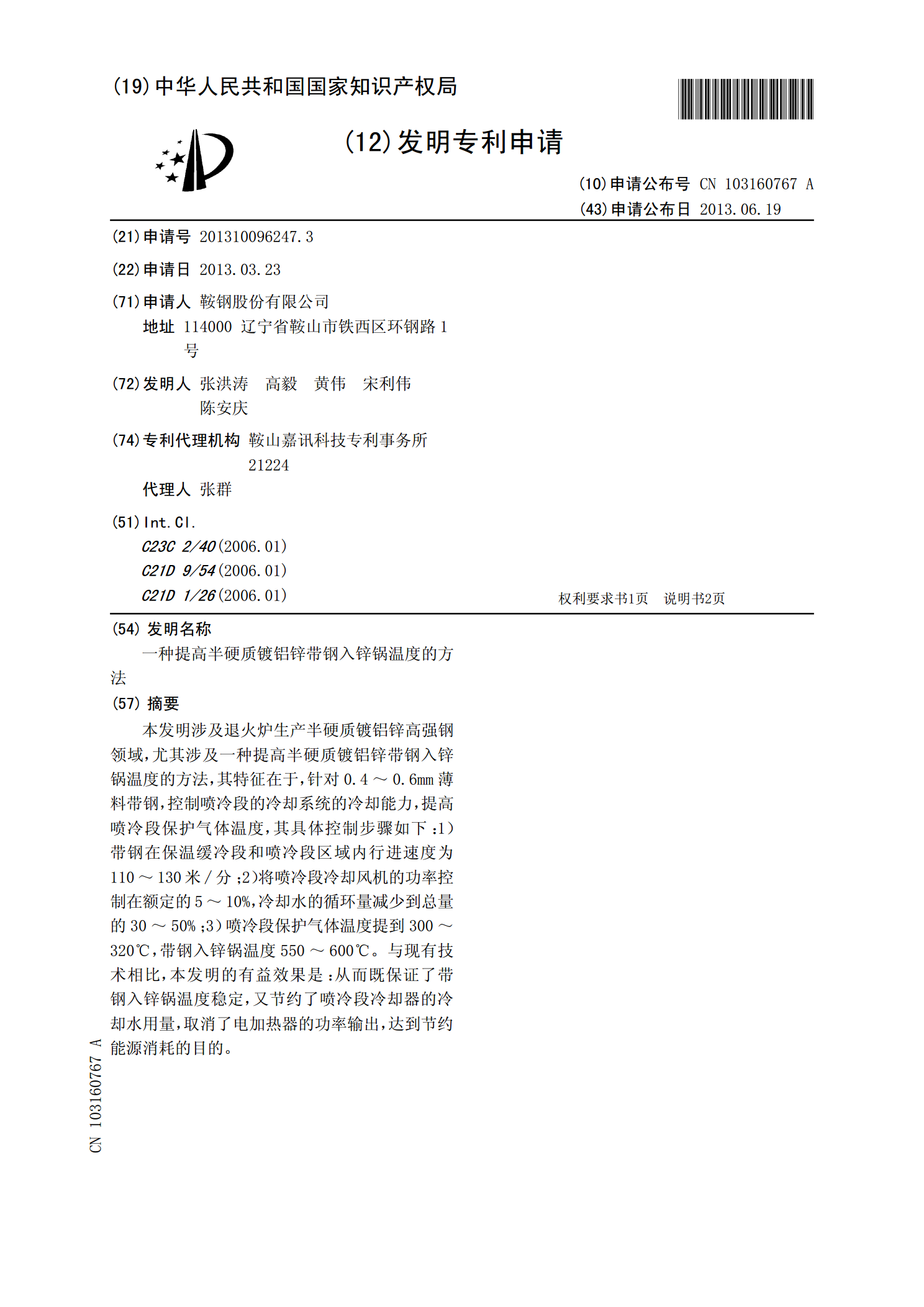
本发明涉及退火炉生产半硬质镀铝锌高强钢领域,尤其涉及一种提高半硬质镀铝锌带钢入锌锅温度的方法,其特征在于,针对0.4~0.6mm薄料带钢,控制喷冷段的冷却系统的冷却能力,提高喷冷段保护气体温度,其具体控制步骤如下:1)带钢在保温缓冷段和喷冷段区域内行进速度为110~130米/分;2)将喷冷段冷却风机的功率控制在额定的5~10%,冷却水的循环量减少到总量的30~50%;3)喷冷段保护气体温度提到300~320℃,带钢入锌锅温度550~600℃。与现有技术相比,本发明的有益效果是:从而既保证了带钢入锌锅温度稳
带钢入锌锅前温度均匀性的控制装置及其使用方法.pdf
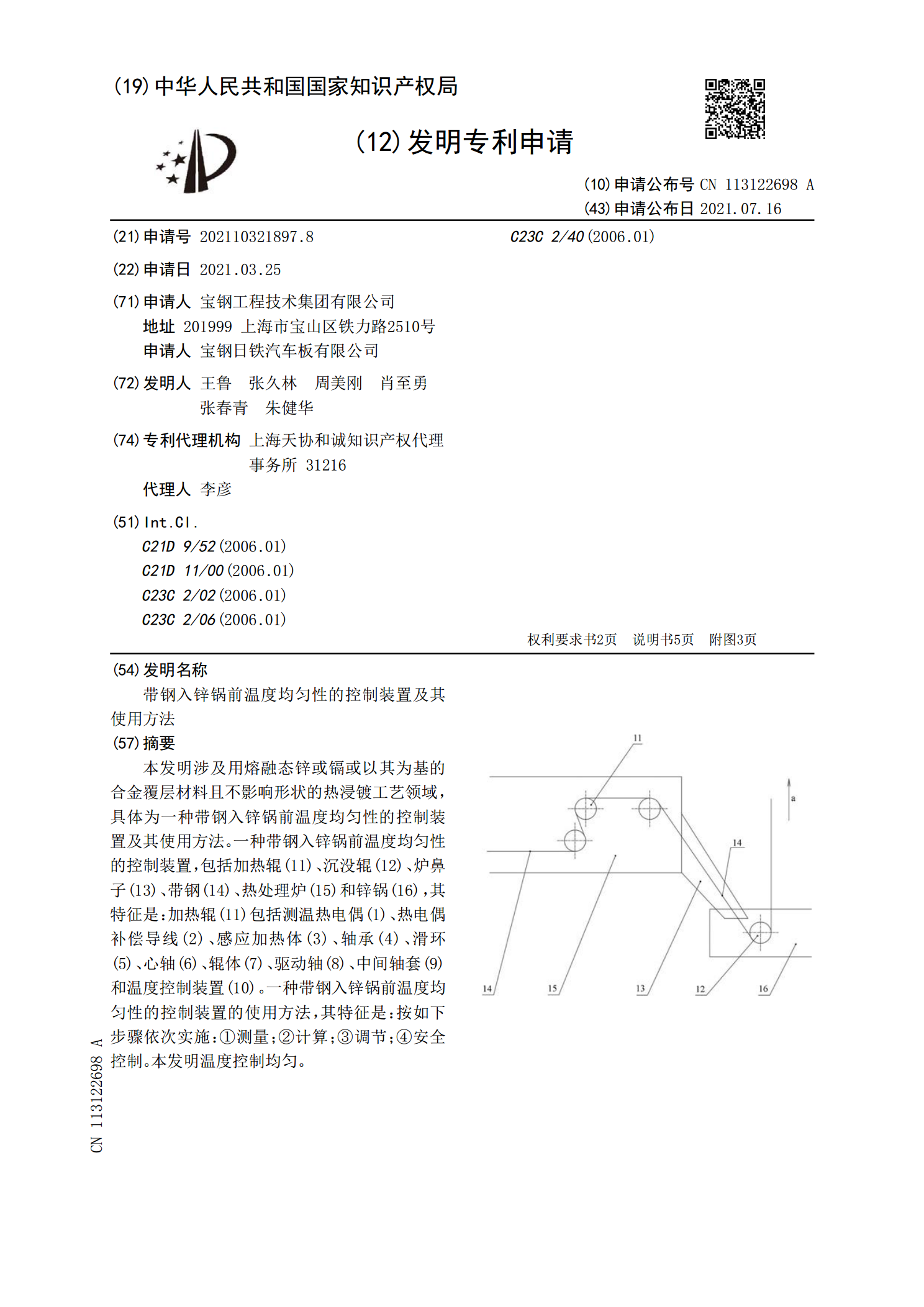
本发明涉及用熔融态锌或镉或以其为基的合金覆层材料且不影响形状的热浸镀工艺领域,具体为一种带钢入锌锅前温度均匀性的控制装置及其使用方法。一种带钢入锌锅前温度均匀性的控制装置,包括加热辊(11)、沉没辊(12)、炉鼻子(13)、带钢(14)、热处理炉(15)和锌锅(16),其特征是:加热辊(11)包括测温热电偶(1)、热电偶补偿导线(2)、感应加热体(3)、轴承(4)、滑环(5)、心轴(6)、辊体(7)、驱动轴(8)、中间轴套(9)和温度控制装置(10)。一种带钢入锌锅前温度均匀性的控制装置的使用方法,其特征

一种连续热浸镀锌线带钢入锌锅温度的自动控制方法.pdf
本发明揭示了一种连续热浸镀锌线带钢入锌锅温度的自动控制方法,获取以下参数包括带钢规格、生产速度、镀锌层厚度、锌液温度、传感器功率、带钢温度,通过获取的参数计算出带钢目标温度,若带钢目标温度过大则增大冷却风机功率,若带钢目标温度过小则减小冷却风机功率,若带钢目标温度正常则维持冷却风机当前功率,所述带钢温度为温度采集设备获取退火炉出口的张紧辊处的带钢温度。本发明在现有的控制方式下增加此数字模型,并将模型的输出接入现有的冷却风机的控制,在生产条件下投入模型使用,作适当的模型参数确认和优化即可,能够保证带钢进入锌

一种固定式锌锅停机防止带钢熔断的方法.pdf
本发明公开了一种固定式锌锅停机防止带钢熔断的方法,包括以下步骤:1)机组停机后,首先关闭炉鼻子溜槽挡板阀;2)按规定流程将锌锅辊系全部吊离锌锅,降低锌锅锌液面;3)手动操作炉鼻子到最高限位,炉鼻子底部将脱离锌液面一定距离;4)在控制系统HMI画面设定预计从锌锅中拉出的带钢长度L和锌锅段张力T,启动电控系统,以锌锅段建张的方式驱动锌锅辊系之前的带钢前进L的距离,此时带钢将离开锌液面;5)在锌锅边沿架设支架,支架将带钢底部托住;6)检修完成后,恢复生产前;本发明从本质上消除安全隐患,提高了检修效率;停机过程中