
一种电站锅炉膜式水冷壁管焊缝超声波探伤方法.pdf

Ja****23

1/7

2/7

3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种电站锅炉膜式水冷壁管焊缝超声波探伤方法.pdf
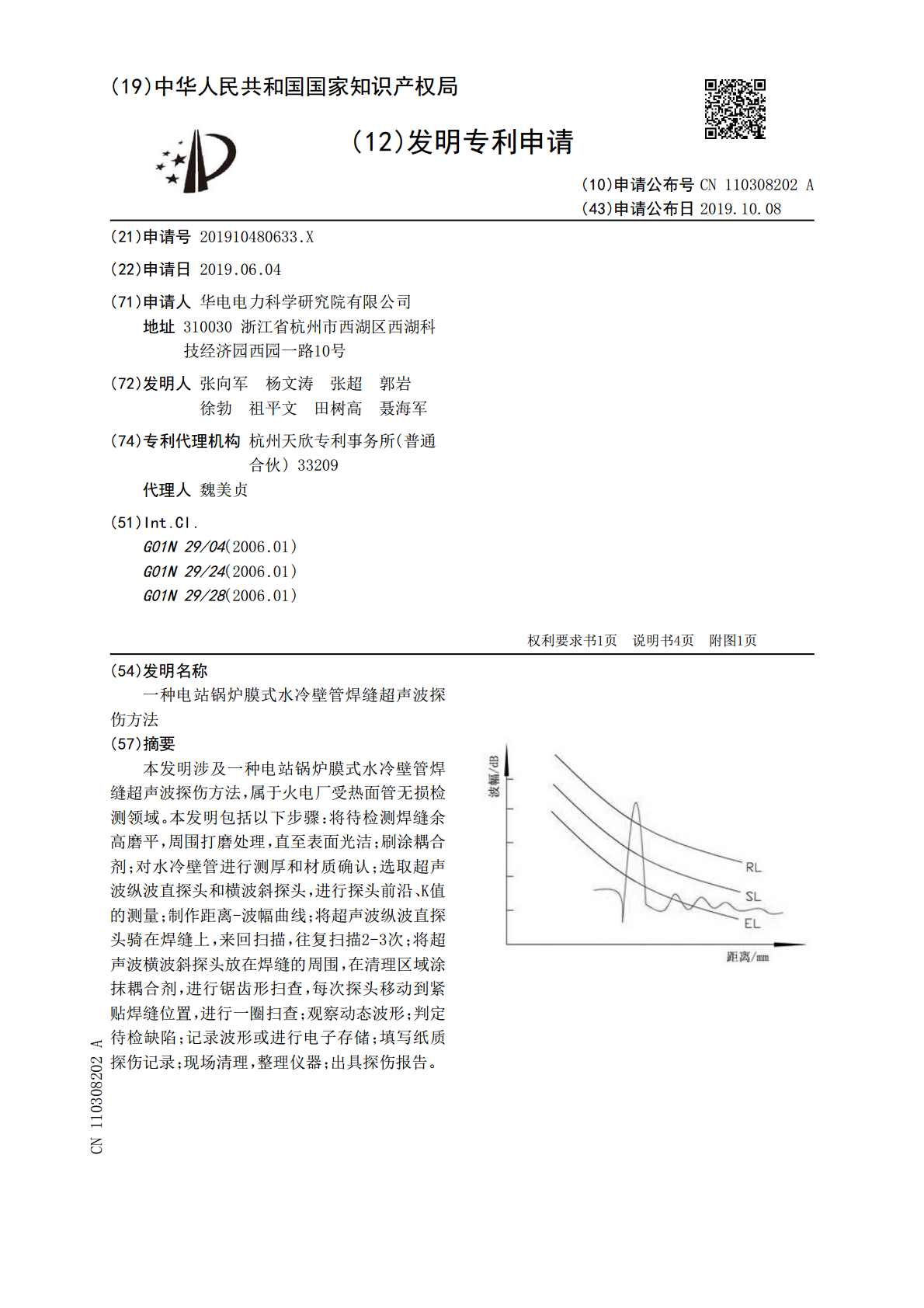
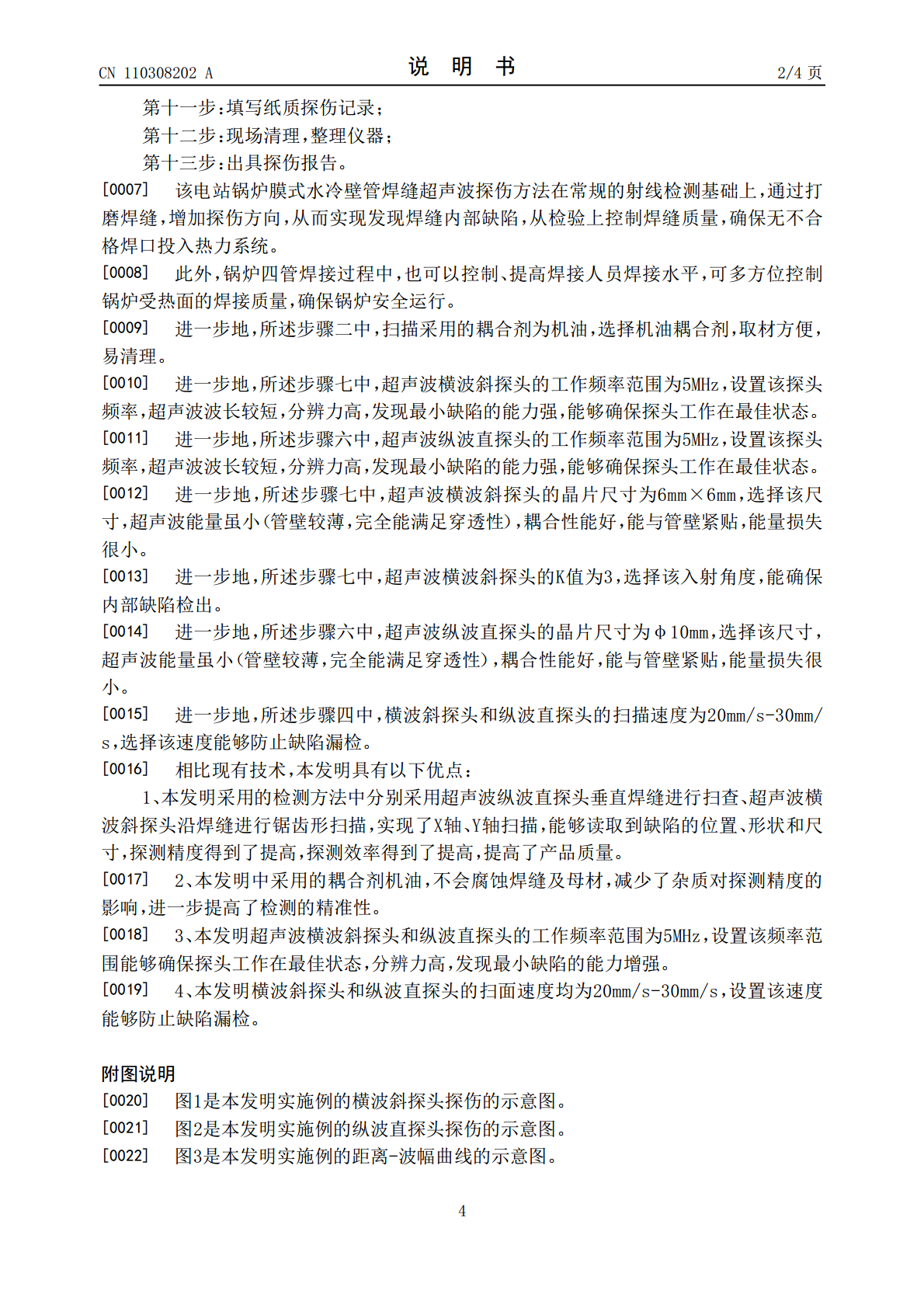
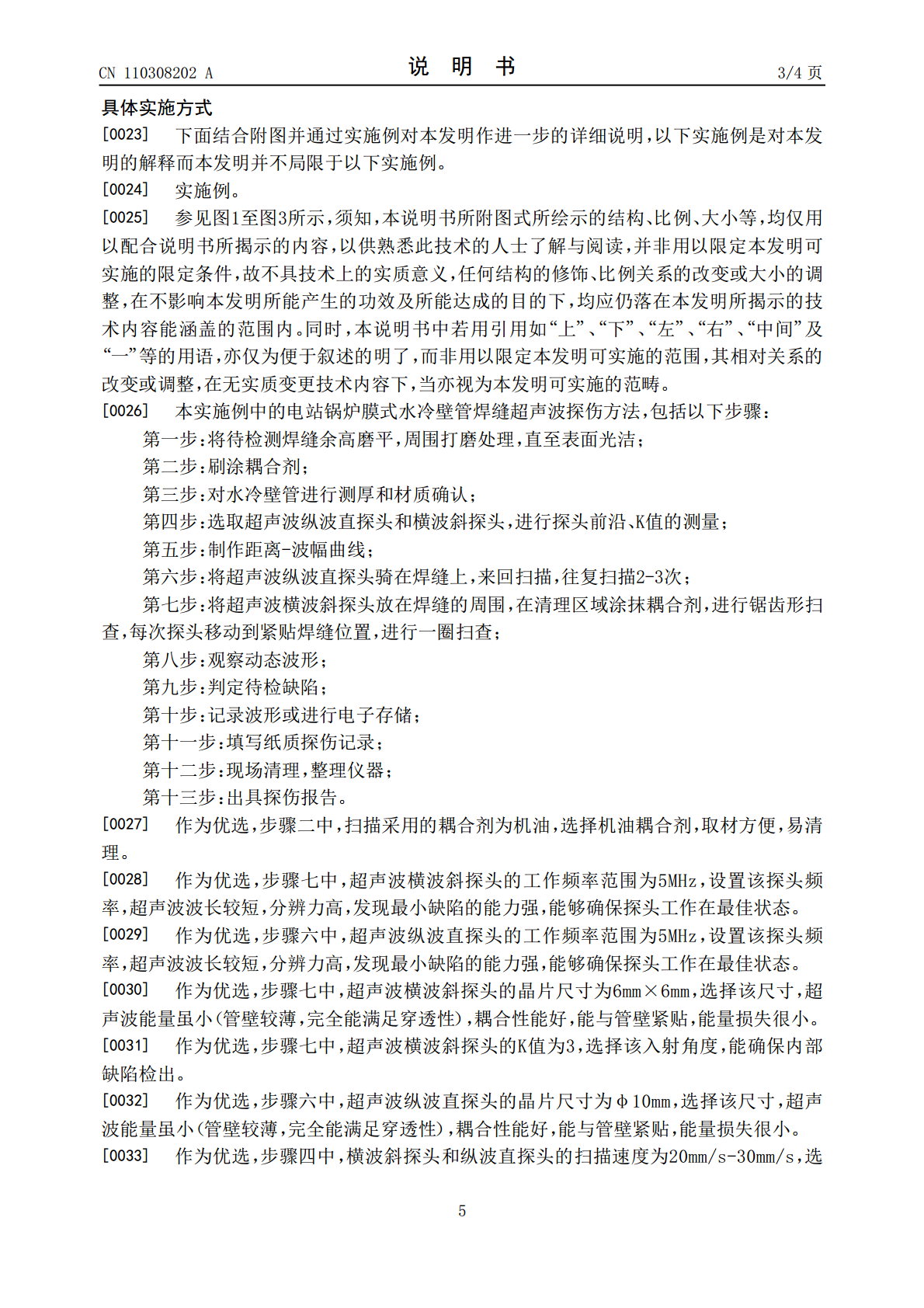
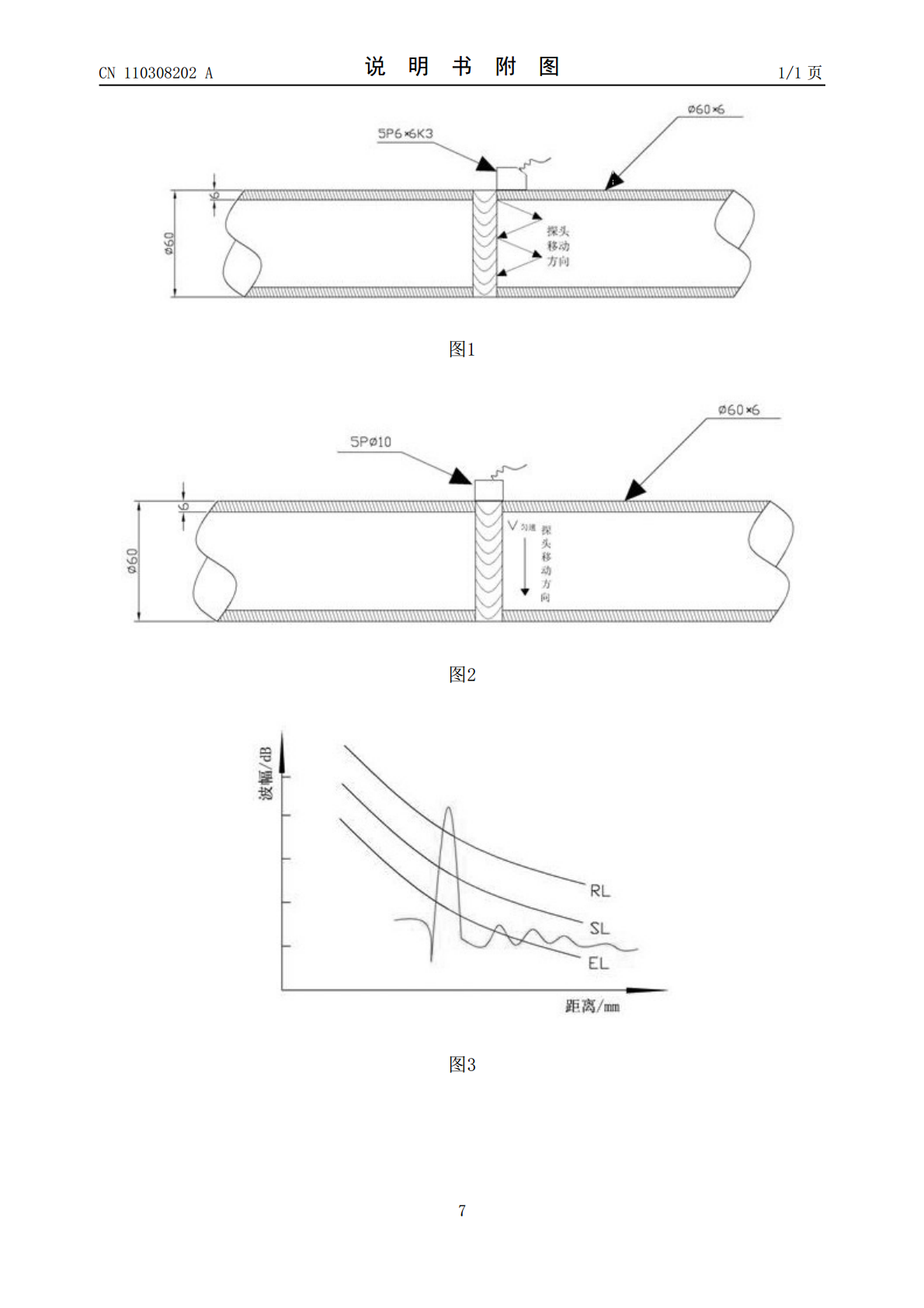
本发明涉及一种电站锅炉膜式水冷壁管焊缝超声波探伤方法,属于火电厂受热面管无损检测领域。本发明包括以下步骤:将待检测焊缝余高磨平,周围打磨处理,直至表面光洁;刷涂耦合剂;对水冷壁管进行测厚和材质确认;选取超声波纵波直探头和横波斜探头,进行探头前沿、K值的测量;制作距离‑波幅曲线;将超声波纵波直探头骑在焊缝上,来回扫描,往复扫描2‑3次;将超声波横波斜探头放在焊缝的周围,在清理区域涂抹耦合剂,进行锯齿形扫查,每次探头移动到紧贴焊缝位置,进行一圈扫查;观察动态波形;判定待检缺陷;记录波形或进行电子存储;填写纸质
电站锅炉膜式壁管焊缝盲区X射线检测方法.pdf
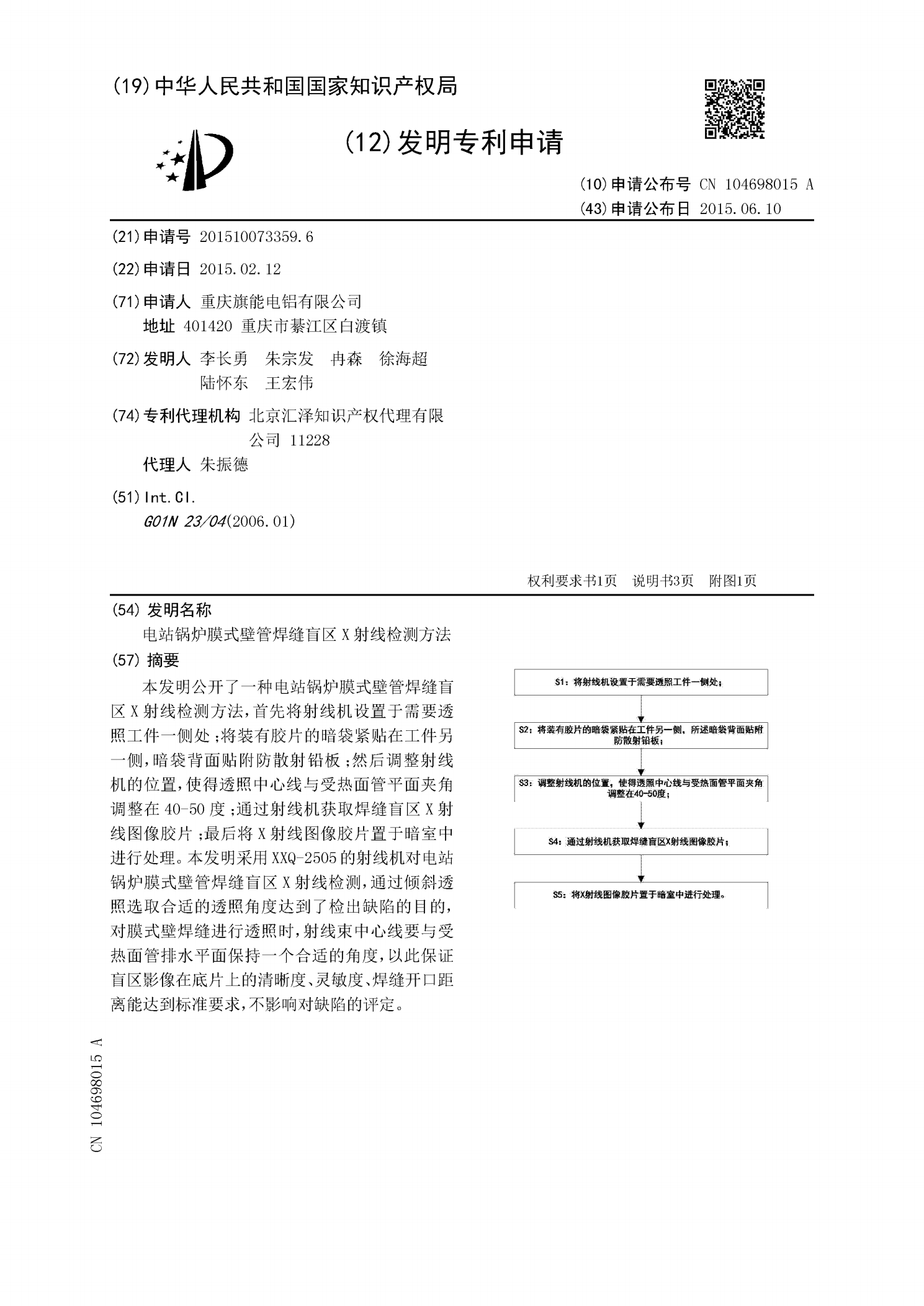
本发明公开了一种电站锅炉膜式壁管焊缝盲区X射线检测方法,首先将射线机设置于需要透照工件一侧处;将装有胶片的暗袋紧贴在工件另一侧,暗袋背面贴附防散射铅板;然后调整射线机的位置,使得透照中心线与受热面管平面夹角调整在40-50度;通过射线机获取焊缝盲区X射线图像胶片;最后将X射线图像胶片置于暗室中进行处理。本发明采用XXQ-2505的射线机对电站锅炉膜式壁管焊缝盲区X射线检测,通过倾斜透照选取合适的透照角度达到了检出缺陷的目的,对膜式壁焊缝进行透照时,射线束中心线要与受热面管排水平面保持一个合适的角度,以此保

浅谈电站锅炉小径管对接焊缝的超声波探伤方法.docx
浅谈电站锅炉小径管对接焊缝的超声波探伤方法电站锅炉是电力工业生产的重要设备之一,其小径管的对接焊缝质量对保证电站锅炉的运行安全和效率起到重要作用。而超声波探伤是目前常用的焊缝检测手段之一,本文将从以下几个方面来浅谈电站锅炉小径管对接焊缝的超声波探伤方法。一、焊缝缺陷类型及影响在超声波探伤之前,首先要了解焊缝缺陷类型及其对电站锅炉的影响。常见的焊缝缺陷包括气孔、夹渣、未焊透、裂纹等,这些缺陷可能导致管道泄漏、压力下降、爆管事故等严重后果,因此,对焊缝进行探伤诊断是必要的。二、超声波探伤原理超声波探伤是利用超

一种锅炉水冷壁管焊缝识别焊接方法.pdf
本发明提供了一种锅炉水冷壁管焊缝识别焊接方法,属于水冷壁管的技术领域,包括如下步骤:输入待焊接的圆管和鳍片的规格及材质作为原始数据;根据原始数据设置识别参数及安全阈值;轮廓扫描仪将目标点的图像传输至图像处理器;图像处理器将此图像提取为3D点云数据;3D点云处理器参照识别参数及安全阈值对3D点云数据进行提取计算,生成焊接位置点及焊枪角度;运动控制器使基座朝一个方向保持匀速运动至下一目标点;重复上述步骤10次,3D点云处理器可以得到10个目标点处的焊接位置点及焊枪角度,并由此生成焊枪路径数据;3D点云处理器将

电站锅炉螺旋水冷壁射线探伤贴片方法改进.docx
电站锅炉螺旋水冷壁射线探伤贴片方法改进标题:电站锅炉螺旋水冷壁射线探伤贴片方法的改进摘要:电站锅炉的螺旋水冷壁是燃煤锅炉中重要的受热部件。螺旋水冷壁在工作过程中容易受到高温和腐蚀的影响,因此需要定期进行检测和保养。目前,射线探伤贴片方法广泛用于螺旋水冷壁的检测,在提高检测效率和精度方面具有一定的局限性。本文通过分析贴片方法的优缺点,提出了一种改进方案,旨在提高电站锅炉螺旋水冷壁射线探伤贴片方法的可行性和可靠性。1.引言电站锅炉是能源领域重要的发电设备之一,而螺旋水冷壁作为锅炉的重要受热部件,承受着高温、高