
一种锅炉水冷壁管焊缝识别焊接方法.pdf

雨巷****碧易


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种锅炉水冷壁管焊缝识别焊接方法.pdf
本发明提供了一种锅炉水冷壁管焊缝识别焊接方法,属于水冷壁管的技术领域,包括如下步骤:输入待焊接的圆管和鳍片的规格及材质作为原始数据;根据原始数据设置识别参数及安全阈值;轮廓扫描仪将目标点的图像传输至图像处理器;图像处理器将此图像提取为3D点云数据;3D点云处理器参照识别参数及安全阈值对3D点云数据进行提取计算,生成焊接位置点及焊枪角度;运动控制器使基座朝一个方向保持匀速运动至下一目标点;重复上述步骤10次,3D点云处理器可以得到10个目标点处的焊接位置点及焊枪角度,并由此生成焊枪路径数据;3D点云处理器将

一种锅炉水冷壁爆管焊接工艺.pdf
本发明公开了一种锅炉水冷壁爆管焊接工艺,包括以下步骤:1)水冷壁的爆管处进行切割;2)以焊接处的坡口中心线为准,用耐高温胶粘牢,做成密封气室;3)对密封气室进行充氩;4)管内侧进行多层多道焊;5)管外侧进行焊接;6)用超声波或射线检测焊口,大大缩短了抢修的时间,简化工艺步骤,降低了生产。

一种电站锅炉膜式水冷壁管焊缝超声波探伤方法.pdf
本发明涉及一种电站锅炉膜式水冷壁管焊缝超声波探伤方法,属于火电厂受热面管无损检测领域。本发明包括以下步骤:将待检测焊缝余高磨平,周围打磨处理,直至表面光洁;刷涂耦合剂;对水冷壁管进行测厚和材质确认;选取超声波纵波直探头和横波斜探头,进行探头前沿、K值的测量;制作距离‑波幅曲线;将超声波纵波直探头骑在焊缝上,来回扫描,往复扫描2‑3次;将超声波横波斜探头放在焊缝的周围,在清理区域涂抹耦合剂,进行锯齿形扫查,每次探头移动到紧贴焊缝位置,进行一圈扫查;观察动态波形;判定待检缺陷;记录波形或进行电子存储;填写纸质
一种锅炉水冷壁管缺陷识别系统、方法和存储介质.pdf
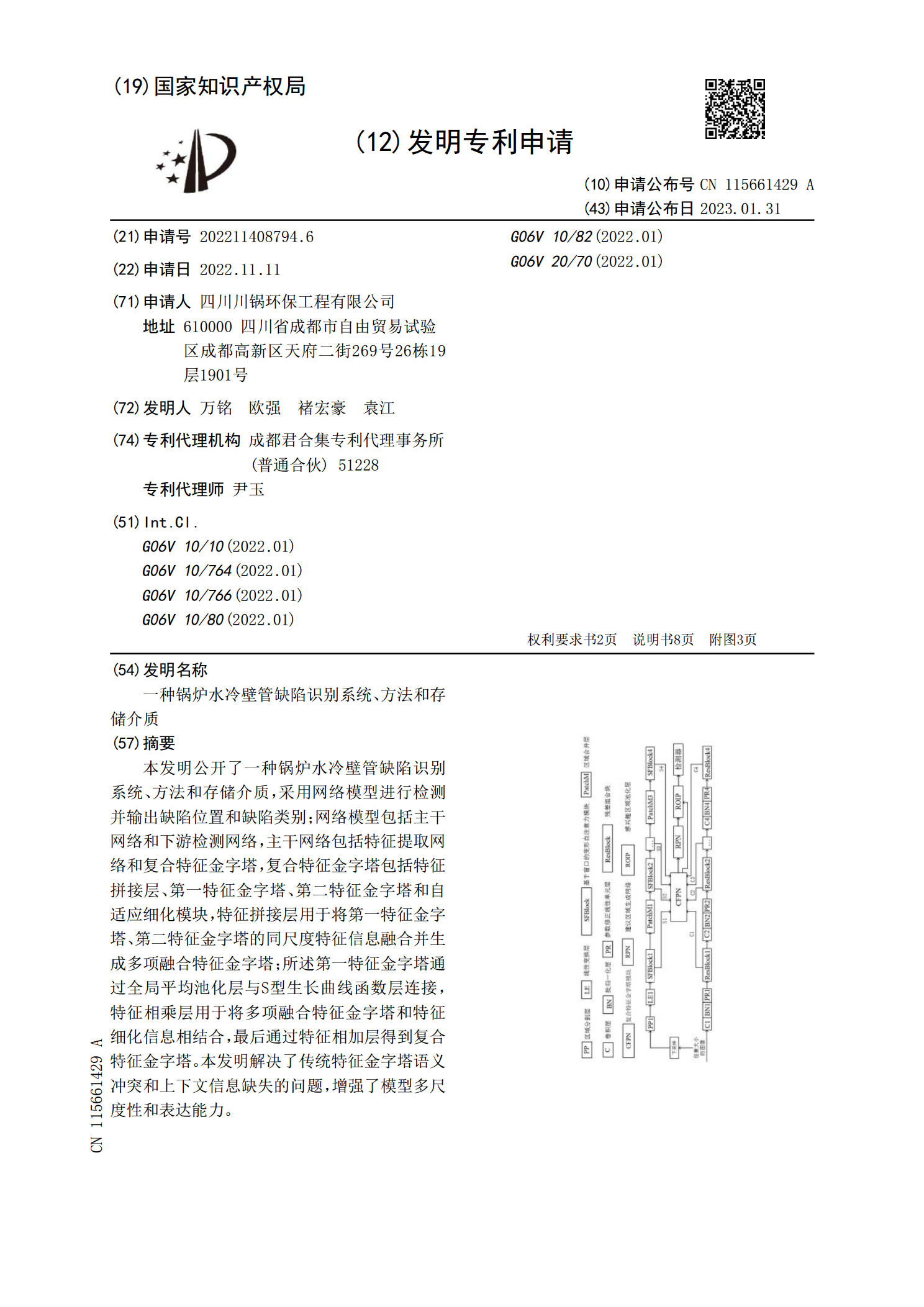
本发明公开了一种锅炉水冷壁管缺陷识别系统、方法和存储介质,采用网络模型进行检测并输出缺陷位置和缺陷类别;网络模型包括主干网络和下游检测网络,主干网络包括特征提取网络和复合特征金字塔,复合特征金字塔包括特征拼接层、第一特征金字塔、第二特征金字塔和自适应细化模块,特征拼接层用于将第一特征金字塔、第二特征金字塔的同尺度特征信息融合并生成多项融合特征金字塔;所述第一特征金字塔通过全局平均池化层与S型生长曲线函数层连接,特征相乘层用于将多项融合特征金字塔和特征细化信息相结合,最后通过特征相加层得到复合特征金字塔。本

一种锅炉中水冷壁管的检修方法.pdf
本申请提供了一种锅炉中水冷壁管的检修方法,属于锅炉水冷壁技术领域。所述检修方法包括:对水冷壁管上的待焊接段进行加热;将加热后的所述待焊接段以预设角度从锅炉中弯折至锅炉外;将与所述待焊接段相匹配的管道焊接至待焊接段;对焊接的部分进行封堵。本申请省去了因作业人员进入炉膛内作业而需要降低炉膛内温度的时间,缩短了施工工期,进而节约了施工成本,降低了作业人员在受限的炉内高空作业的风险,从而增强了作业人员的人身安全。