
一种厚规格钢板及其制造方法.pdf

如灵****姐姐

1/8
2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种厚规格钢板及其制造方法.pdf
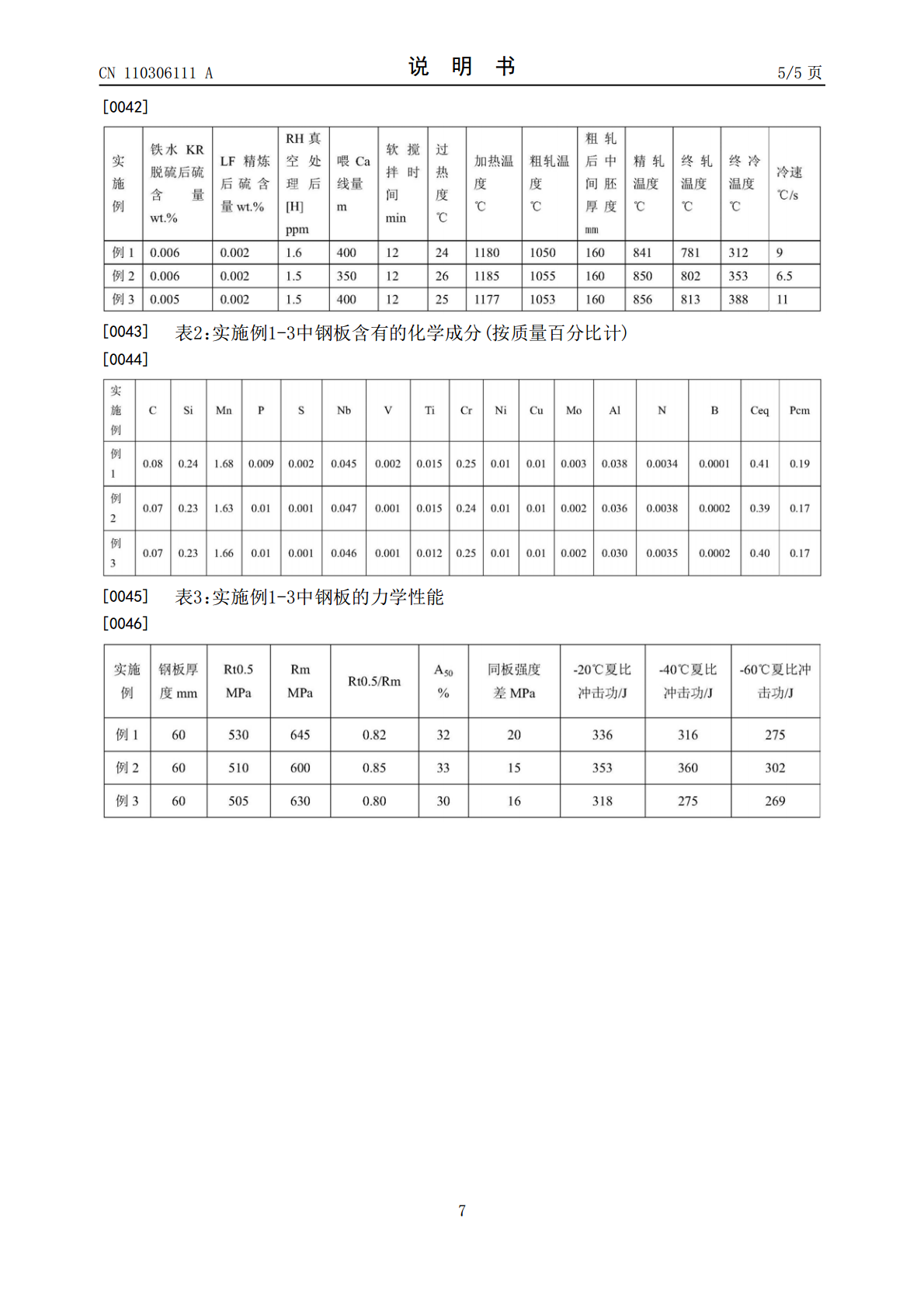
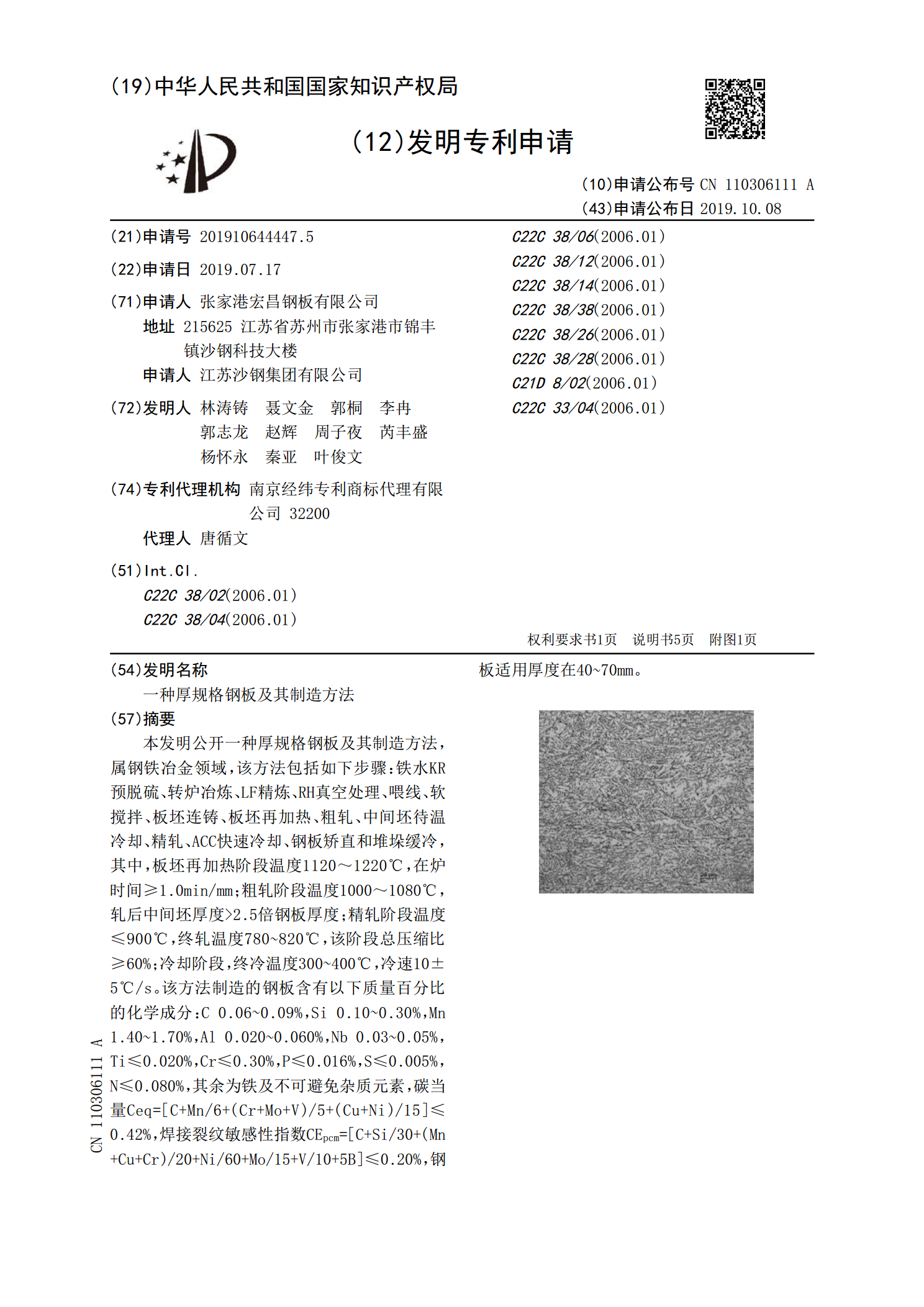
本发明公开一种厚规格钢板及其制造方法,属钢铁冶金领域,该方法包括如下步骤:铁水KR预脱硫、转炉冶炼、LF精炼、RH真空处理、喂线、软搅拌、板坯连铸、板坯再加热、粗轧、中间坯待温冷却、精轧、ACC快速冷却、钢板矫直和堆垛缓冷,其中,板坯再加热阶段温度1120~1220℃,在炉时间≥1.0min/mm;粗轧阶段温度1000~1080℃,轧后中间坯厚度>2.5倍钢板厚度;精轧阶段温度≤900℃,终轧温度780~820℃,该阶段总压缩比≥60%;冷却阶段,终冷温度300~400℃,冷速10±5℃/s。该方法
一种厚规格冷轧热镀铝锌钢板及其制造方法.pdf
本发明涉及一种厚规格冷轧热镀铝锌钢板及其制造方法,主要解决现有技术中厚度为1.8mm~2.0mm的冷轧热镀铝锌钢板制造成本高、制造过程对冷轧机组设备能力要求高的技术问题。本发明提供的一种厚规格冷轧热镀铝锌钢板,其化学成分重量百分比为:C:0.125%~0.165%,Si≤0.045%,Mn:0.1%~0.4%,P≤0.03%,S≤0.025%,Alt:0.010%~0.060%,余量为Fe及不可避免的杂质元素。本发明冷轧热镀铝锌钢板主要用于电气柜等制备。

一种厚规格低合金耐候钢板及其制造方法.pdf
本发明涉及一种厚规格低合金耐候钢板及其制造方法,解决现有厚度为10mm~19mm耐候钢板生产成本高的技术问题。本发明提供的一种厚规格低合金耐候钢板,其化学成分重量百分比为:C:0.10%~0.20%,Si≤0.05%,Mn:0.35%~0.45%,P≤0.025%,S≤0.008%,Cu:0.25%~0.35%,Cr:0.7%~0.85%,Ti:0.01%~0.02%,Sb:0.055%~0.08%,Alt:0.015%~0.05%,余量为铁和不可避免的杂质元素,且上述元素含量须满足碳当量的值≤0.55%
厚钢板及其制造方法.pdf
一种厚钢板,其中,成分组成包含C:0.02~0.10质量%、Si:0.10~0.60质量%、Mn:1.00~2.00质量%、P:高于0质量%且在0.035质量%以下、S:高于0质量%且在0.035质量%以下、Cu:0.10~0.60质量%、Al:0.010~0.060质量%、Nb:高于0质量%且在0.050质量%以下、Ti:高于0质量%且在0.050质量%以下、N:0.0010~0.0100质量%、和余量:铁和不可避免的杂质,并且Si和Cu的合计含量为0.30质量%以上,金属组织满足MA分率为0.5面积%
厚钢板及其制造方法.pdf
本发明的目的在于提供高强度、总厚度上的伸长特性和疲劳裂纹传播特性以及韧性优良的厚钢板及其制造方法。一种厚钢板,其具有以质量%计含有C:0.05~0.20%、Si:0.01~0.50%、Mn:0.50~2.00%、P:0.05%以下、S:0.02%以下、且余量由Fe和不可避免的杂质构成的成分组成,显微组织如下:在沿板厚方向从表面到表面下100μm的范围内包含以面积率计为80%以上的铁素体相,在沿板厚方向从表面下100μm到板厚1/4位置的范围内包含以面积率计为80%以下的铁素体相,余量由珠光体相、或珠光体相