
一种双金属复合管的连轧方法.pdf

小寄****淑k


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双金属复合管的连轧方法.pdf
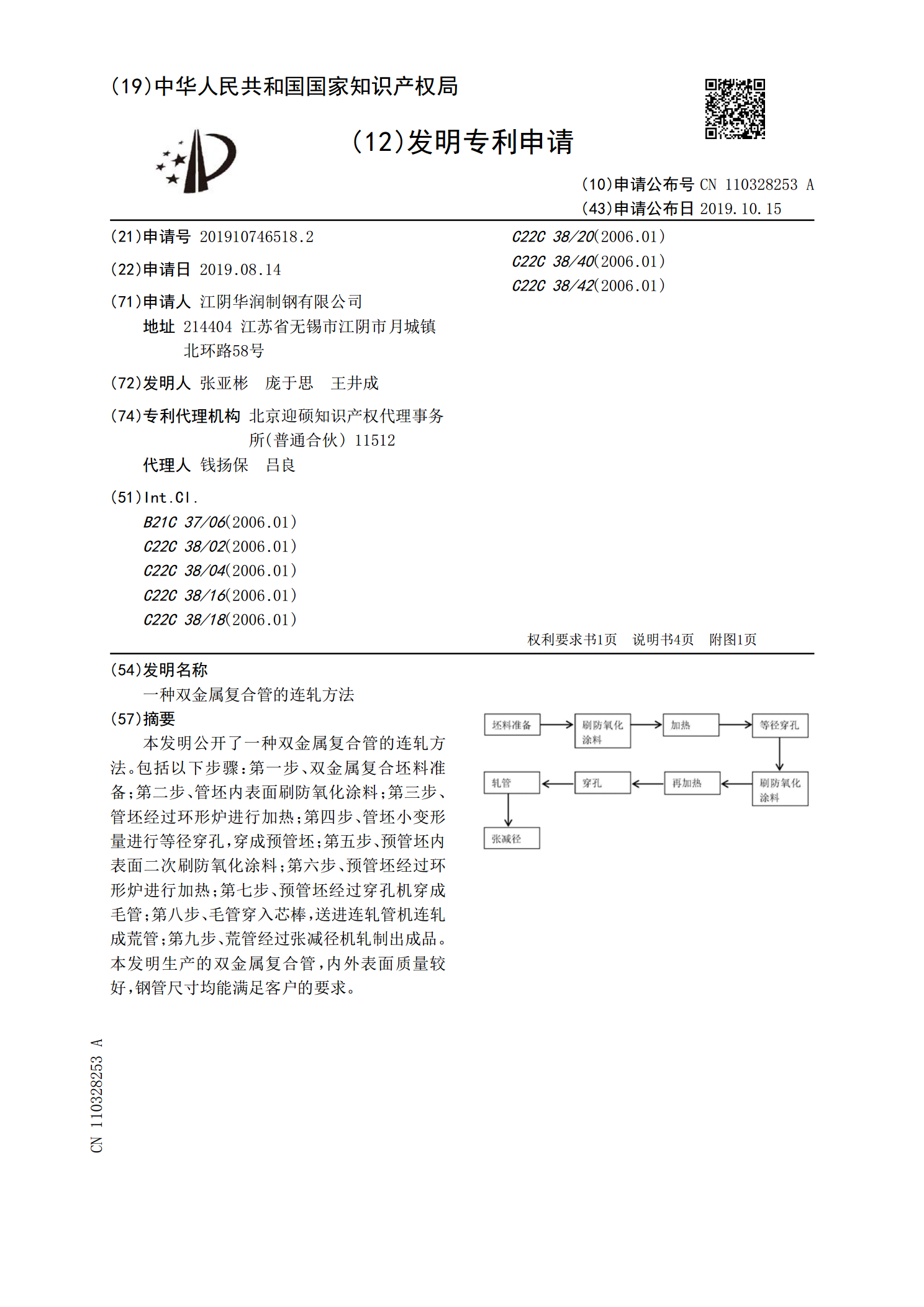
本发明公开了一种双金属复合管的连轧方法。包括以下步骤:第一步、双金属复合坯料准备;第二步、管坯内表面刷防氧化涂料;第三步、管坯经过环形炉进行加热;第四步、管坯小变形量进行等径穿孔,穿成预管坯;第五步、预管坯内表面二次刷防氧化涂料;第六步、预管坯经过环形炉进行加热;第七步、预管坯经过穿孔机穿成毛管;第八步、毛管穿入芯棒,送进连轧管机连轧成荒管;第九步、荒管经过张减径机轧制出成品。本发明生产的双金属复合管,内外表面质量较好,钢管尺寸均能满足客户的要求。
一种双金属复合管裂纹控制方法.pdf
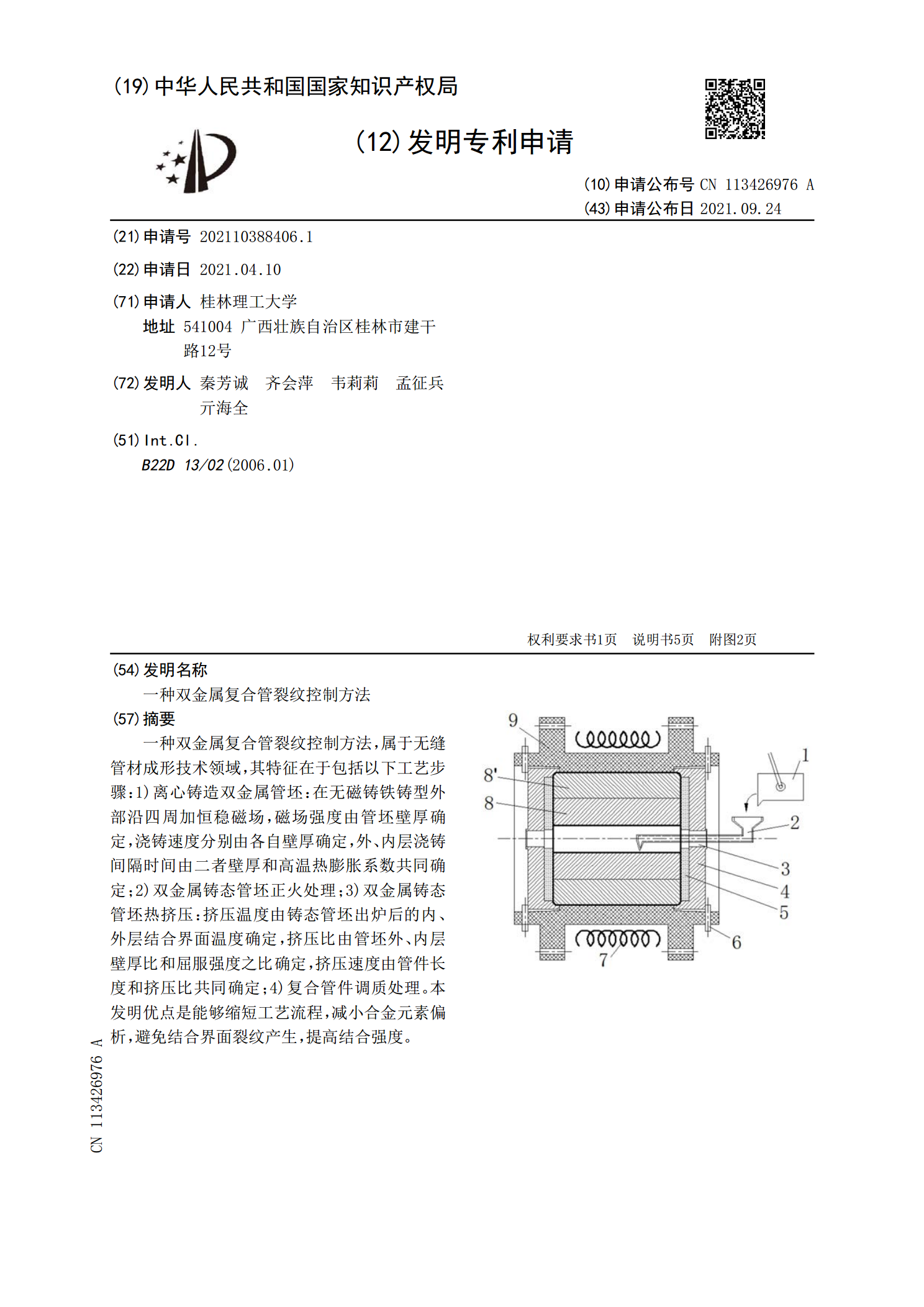
一种双金属复合管裂纹控制方法,属于无缝管材成形技术领域,其特征在于包括以下工艺步骤:1)离心铸造双金属管坯:在无磁铸铁铸型外部沿四周加恒稳磁场,磁场强度由管坯壁厚确定,浇铸速度分别由各自壁厚确定,外、内层浇铸间隔时间由二者壁厚和高温热膨胀系数共同确定;2)双金属铸态管坯正火处理;3)双金属铸态管坯热挤压:挤压温度由铸态管坯出炉后的内、外层结合界面温度确定,挤压比由管坯外、内层壁厚比和屈服强度之比确定,挤压速度由管件长度和挤压比共同确定;4)复合管件调质处理。本发明优点是能够缩短工艺流程,减小合金元素偏析,
一种双金属复合管的制造方法.pdf
本发明公开了一种双金属复合管的制造方法,包括1)对内管外表面和外管内表面进行表面处理;2)将外管的内表面或内管的外表面涂覆一层金属层,干燥;3)将内管穿入外管;4)将内、外管采用机械复合管工艺复合;5)热处理熔合;6)将热处理熔合后的双金属复合管,进行空冷或者炉冷;7)对双金属复合管的端口修整,外表面进行除污处理;8)检验入库。本发明的双金属复合管的制造方法,采用机械复合配合冶金复合方式,克服了冶金复合管的工效低、内外管厚度不均等缺点,并具有冶金复合管的结合强度高的特点,适合大批量生产,外管和内管之间存在
一种钢筋连铸连轧系统以及钢筋连铸连轧生产方法.pdf
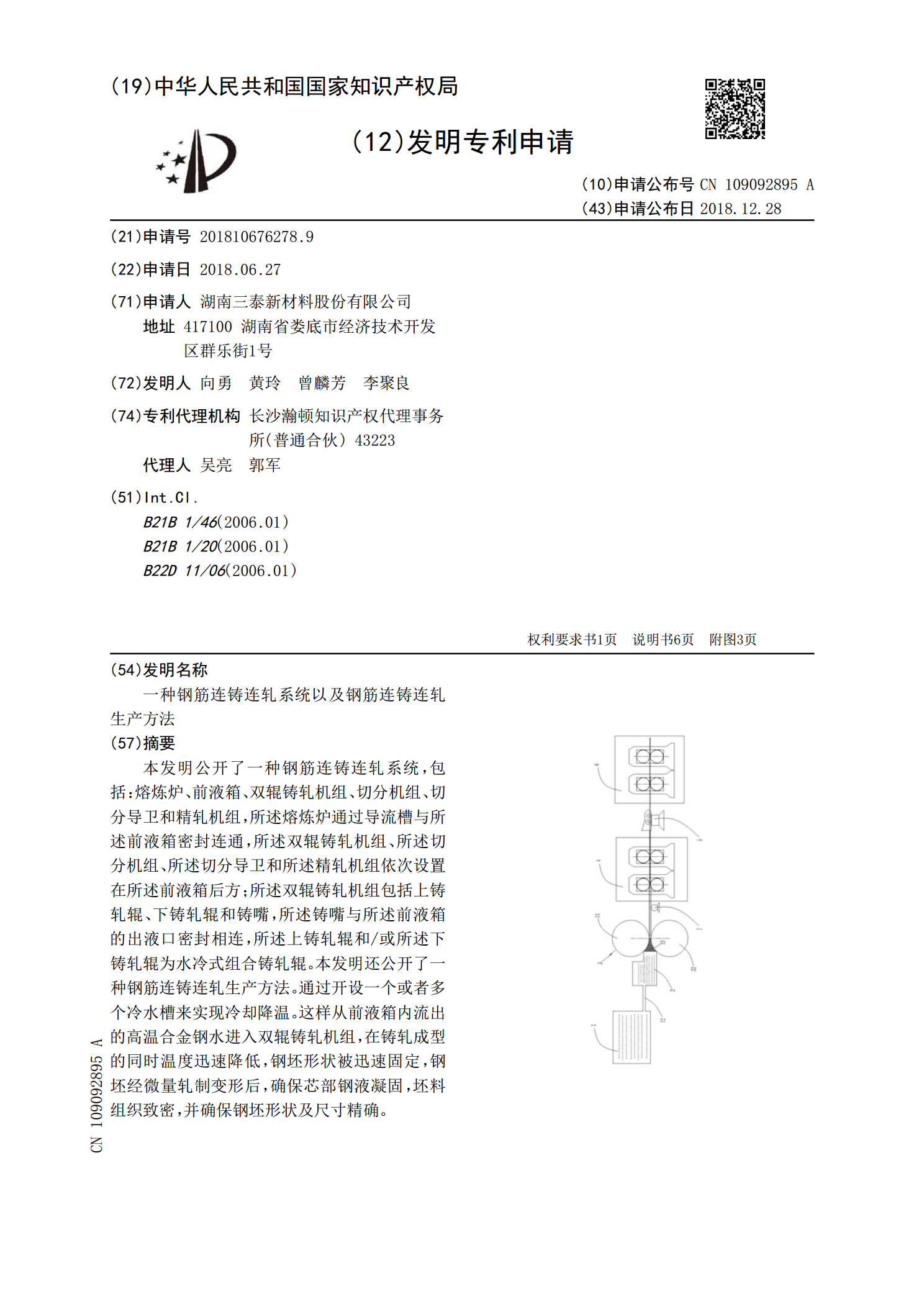
本发明公开了一种钢筋连铸连轧系统,包括:熔炼炉、前液箱、双辊铸轧机组、切分机组、切分导卫和精轧机组,所述熔炼炉通过导流槽与所述前液箱密封连通,所述双辊铸轧机组、所述切分机组、所述切分导卫和所述精轧机组依次设置在所述前液箱后方;所述双辊铸轧机组包括上铸轧辊、下铸轧辊和铸嘴,所述铸嘴与所述前液箱的出液口密封相连,所述上铸轧辊和/或所述下铸轧辊为水冷式组合铸轧辊。本发明还公开了一种钢筋连铸连轧生产方法。通过开设一个或者多个冷水槽来实现冷却降温。这样从前液箱内流出的高温合金钢水进入双辊铸轧机组,在铸轧成型的同时温

一种双金属复合管铸造方法及铸造砂箱.pdf
本申请公开了一种双金属复合管铸造方法及铸造砂箱,所述方法包括如下步骤:S1:在砂箱内的第一金属的表面浇注第二金属;S2:冷却所述第一金属及所述第二金属,以形成复合金属;S3:将复合金属放置在加热炉里加热,以气化所述第一金属;S4:将所述砂箱放置在浇筑台上;S5:浇铸所述砂箱,以形成双金属复合管。本申请所提供的双金属复合管铸造方法及铸造砂箱能够加热复合管内耐磨层加热以膨胀,因此消除间隙。另外还能使得双金属复合管外壳及双金属复合管内耐磨层互为浸润。