
一种管件喷涂使用的喷涂流水生产线及工艺方法.pdf

长春****主a

1/10

2/10
3/10
4/10

5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种管件喷涂使用的喷涂流水生产线及工艺方法.pdf
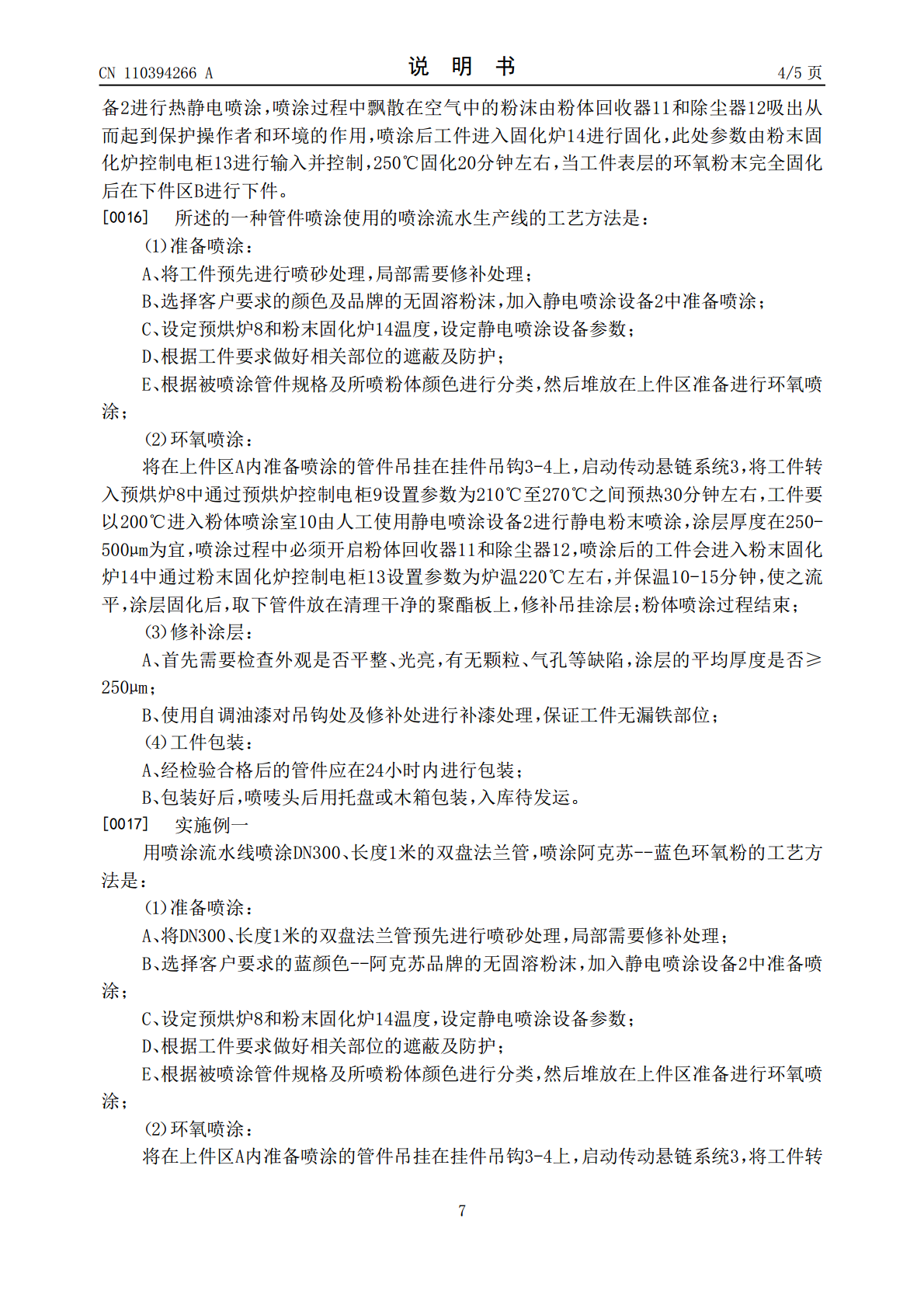
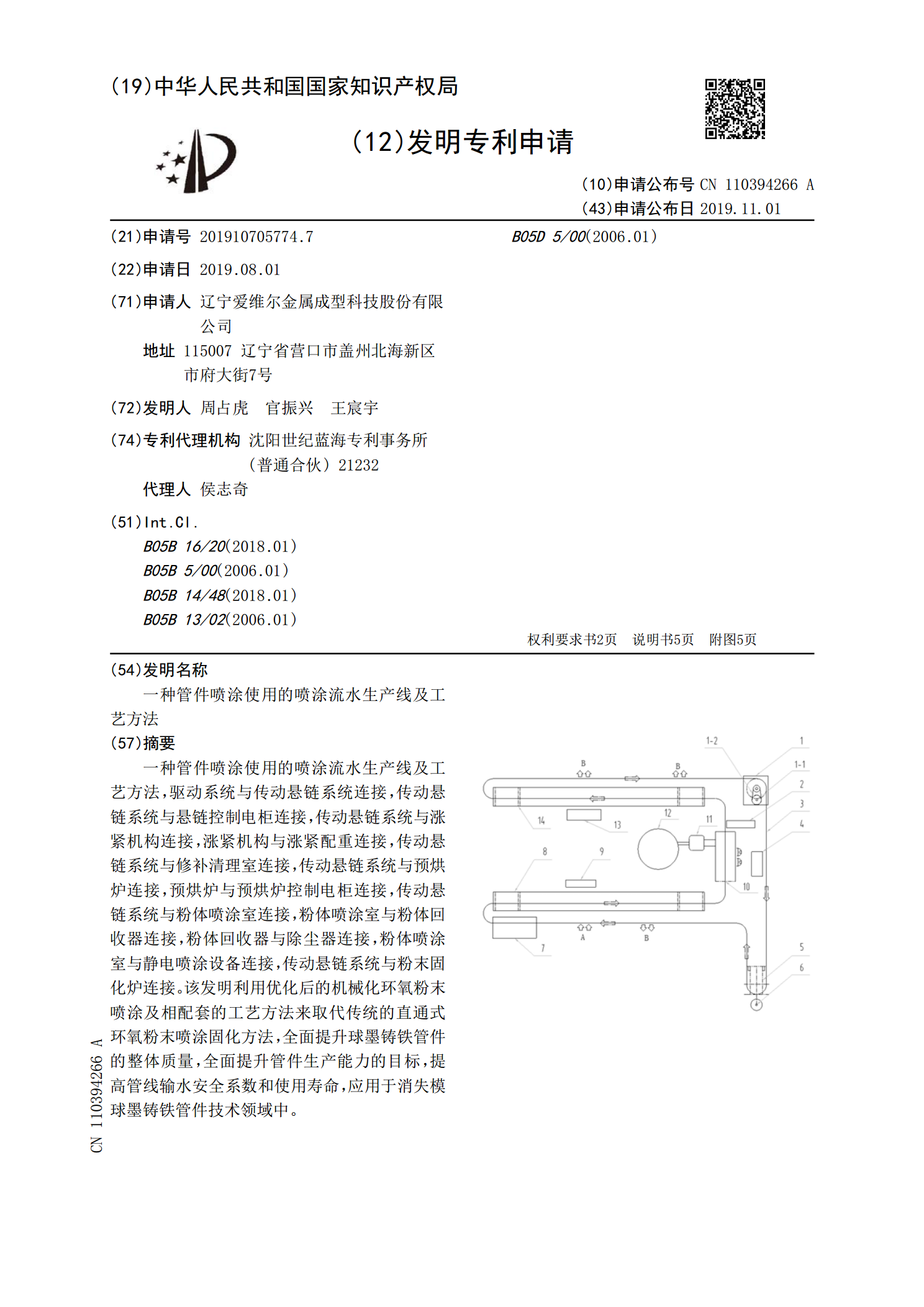
一种管件喷涂使用的喷涂流水生产线及工艺方法,驱动系统与传动悬链系统连接,传动悬链系统与悬链控制电柜连接,传动悬链系统与涨紧机构连接,涨紧机构与涨紧配重连接,传动悬链系统与修补清理室连接,传动悬链系统与预烘炉连接,预烘炉与预烘炉控制电柜连接,传动悬链系统与粉体喷涂室连接,粉体喷涂室与粉体回收器连接,粉体回收器与除尘器连接,粉体喷涂室与静电喷涂设备连接,传动悬链系统与粉末固化炉连接。该发明利用优化后的机械化环氧粉末喷涂及相配套的工艺方法来取代传统的直通式环氧粉末喷涂固化方法,全面提升球墨铸铁管件的整体质量,全

聚氨酯喷涂外护管喷涂一体成形预制保温管件及喷涂方法.pdf
一种聚氨酯喷涂外护管喷涂一体成形预制保温管件及喷涂方法。目前供热管网及管道管件采用传统的预制直埋保温工艺,存在保温发泡不均匀、外护管拼接焊接不彻底,整体保温存在极大的热损耗,保温管件使用寿命短。本发明组成包括:预制直埋保温管件,预制直埋保温管件包括工作管(4),工作管外表面通过喷涂设备(5)喷涂聚氨酯保护层(2),并在工作管的两端留有不喷涂聚氨酯保护层的管件焊接接口,聚氨酯保护层的外表面均通过所述的喷涂设备喷涂高分子液体外护层(1),聚氨酯保护层内部安装有一组报警线(3),高分子液体外护层采用密度为1.2

一种喷涂件生产线.pdf
本发明涉及一种喷涂件生产线,包括平台、设在平台上的支撑腿、设在平台上的多个横向移动系统、设在横向移动系统上的纵向移动系统、设在纵向移动系统上且位于横向移动系统的下方的工作台、均布在工作台的底面上的多个导向轮、顺序绕过多个导向轮的链带、均布在链带上的悬臂、转动连接在悬臂上的滚轮、设在滚轮上的挂钩、设在工作台上且抵接在滚轮上的用于驱动滚轮转动的被动导轨和设在纵向移动系统上的用于驱动导向轮转动的驱动装置。本发明用于小型构件的批量喷涂作业,具有生产速度快,产品质量高和批次一致性高的特点。

一种铝单板用的喷涂生产线及其喷涂工艺.pdf
本发明公开了一种铝单板用的喷涂生产线及其喷涂工艺,包括钣金室、输送带、打磨室、脱脂室、铬化室、清洗室、第一烘干室、第一喷涂室、第一固化室、第二喷涂室、第二固化室、第二烘干室、成品检验室和成品包装室;所述输送带依次连接钣金室、打磨室、脱脂室、铬化室、清洗室、第一烘干室、第一喷涂室、第一固化室、第二喷涂室、第二固化室、第二烘干室、成品检验室和成品包装室,且所述输送带用于输送铝单板。本发明实现了铝单板全程全自动喷涂处理,无需人工进行检测及处理,从而提高了氟碳铝单板的生产效率,同时也使氟碳涂料能长时间保留在氟碳铝
一种使用爆炸喷涂工艺制作汽车板生产线炉辊涂层的方法.pdf
本发明提供了一种使用爆炸喷涂工艺制作汽车板生产线炉辊涂层的方法。以表面粗糙度小于Ra为1.6μm的辊体作为基材,将所述辊体沿其轴线旋转,所述辊体的旋转速度为n转/分,所述辊体旋转的线速度为S,所述S的取值为0.1~10米/分;以合金粉末作为涂层原料,使用爆炸喷涂设备将所述合金粉末喷涂在所述辊体的表面,所述爆炸喷涂设备的爆炸频率为f次/秒,所述爆炸喷涂设备的喷枪的位移为M毫米/转/分;所述n、S、f和M满足如下关系:M=n×f;且,当S=1~2时,f=4;或当S=2~3时,f=6;或当S=3~4时,f=8。