
一种适用于发动机缸体的灰铸铁的铸造方法.pdf

猫巷****奕声


1/7
2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种适用于发动机缸体的灰铸铁的铸造方法.pdf
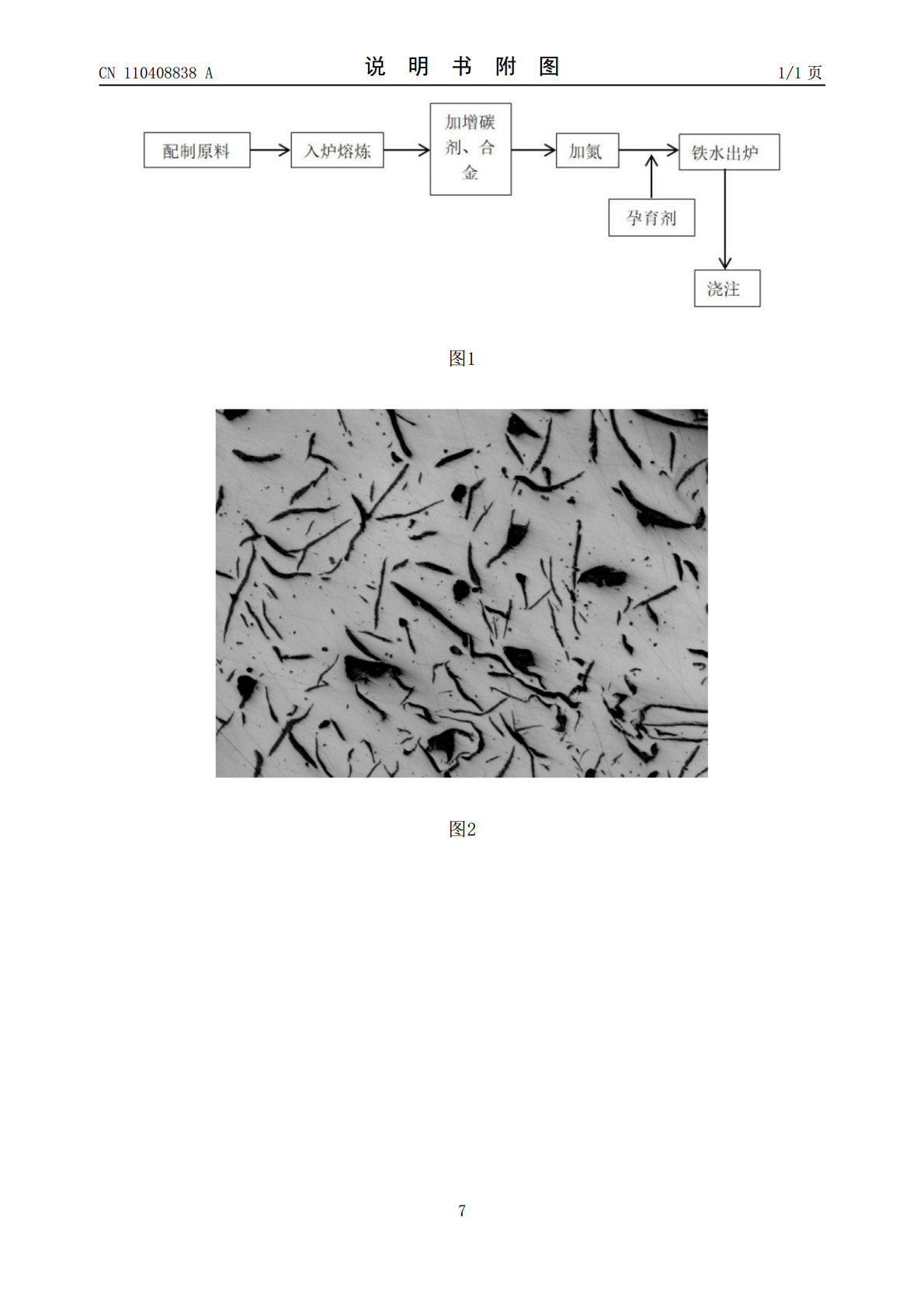
一种适用于发动机缸体的灰铸铁的铸造方法,包括如下步骤:炉料采用生铁、废钢、回炉铁、增碳剂、铜块及铬铁依次加入中频炉中熔化成铁水;铁水熔炼完成后,按终铁水的成分要求,加入含氮合金,升温搅拌,保温一段时间后出铁;在铁水包中加入孕育剂;把孕育处理好的铁水浇入铁型覆砂铸型;铸件自然冷却至400℃以下开箱流转清理。本发明用非金属元素代替金属元素,降低气缸体材质中的合金含量,提升铁水流动性,减缓材质的收缩性能,降低产品漏气、漏水机率的发生。非金属氮元素与铁型覆砂工艺的结合运用能稳定和细化珠光体,并使细长石墨变得短粗弯
发动机缸体铸造砂芯及应用所述铸造砂芯铸造缸体的方法.pdf
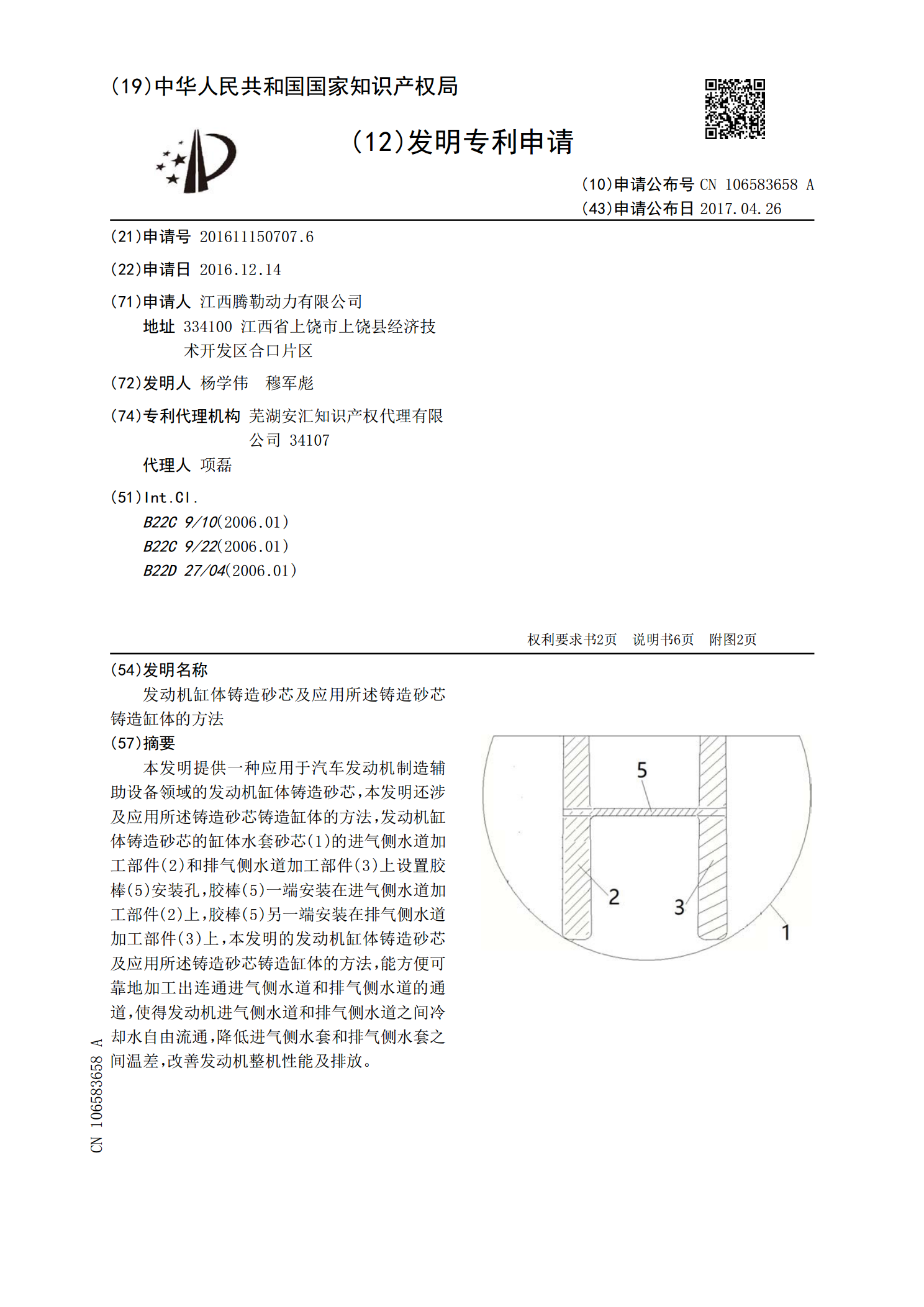
本发明提供一种应用于汽车发动机制造辅助设备领域的发动机缸体铸造砂芯,本发明还涉及应用所述铸造砂芯铸造缸体的方法,发动机缸体铸造砂芯的缸体水套砂芯(1)的进气侧水道加工部件(2)和排气侧水道加工部件(3)上设置胶棒(5)安装孔,胶棒(5)一端安装在进气侧水道加工部件(2)上,胶棒(5)另一端安装在排气侧水道加工部件(3)上,本发明的发动机缸体铸造砂芯及应用所述铸造砂芯铸造缸体的方法,能方便可靠地加工出连通进气侧水道和排气侧水道的通道,使得发动机进气侧水道和排气侧水道之间冷却水自由流通,降低进气侧水套和排气侧

一种发动机铝缸体低压铸造方法.pdf
本发明公开了一种发动机铝缸体低压铸造方法,通过制芯、铝液处理和低压铸造的来实现发动机铝缸体的铸造,相对高压铸造所存在的易产生铸件内气孔、组织疏松及浇不足等缺陷,其低压铸造存在以下优点:低压铸造的浇注工艺参数可在工艺范围内任意设置调整,可保证液体金属充型平稳,减少或避免金属液在充型时的翻腾、冲击、飞溅现象,从而减少了氧化渣的形成,避免或减少铸件的缺陷,提高了铸件质量;金属液在压力作用下充型,可以提高金属液的流动性,铸件成形性好,有利于形成轮廓清晰、表面光洁的铸件,对于大型薄壁铸件的成形更为有利。

发动机缸体铸件的铸造方法.pdf
本发明公开了一种铸造方法,具体涉及一种发动机缸体铸件的铸造方法。本发明提供了一种提高铸件的强度和韧性的发动机缸体铸件的铸造方法,首先制作砂型,然后利用砂型进行浇注成型,最后对铸件进行热处理,所述浇注成型采用以下步骤:A、将原料放入熔炼炉内进行熔炼;B、熔炼后在铁液中加入Inoculin390预处理剂进行处理;C、然后在浇注前向铁液中加入孕育剂进行充分搅拌;D、最后将铁液浇注到砂型中,凝固形成铸件。与传统铸造法相比则是在铁液的孕育处理之前增加了一预处理工序,预处理剂最大的特点是其中所含元素Be能阻碍基体晶粒

发动机缸体铸件的铸造方法.pdf
本发明公开了一种铸造方法,具体涉及一种发动机缸体铸件的铸造方法。本发明提供了一种提高铸件的强度和韧性的发动机缸体铸件的铸造方法,首先制作砂型,然后利用砂型进行浇注成型,最后对铸件进行热处理,所述浇注成型采用以下步骤:A、将原料放入熔炼炉内进行熔炼;B、熔炼后在铁液中加入Inoculin390预处理剂进行处理;C、然后在浇注前向铁液中加入孕育剂进行充分搅拌;D、最后将铁液浇注到砂型中,凝固形成铸件。与传统铸造法相比则是在铁液的孕育处理之前增加了一预处理工序,预处理剂最大的特点是其中所含元素Be能阻碍基体晶粒