
一种铝合金中厚板的生产工艺.pdf

一吃****天材


1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金中厚板的生产工艺.pdf
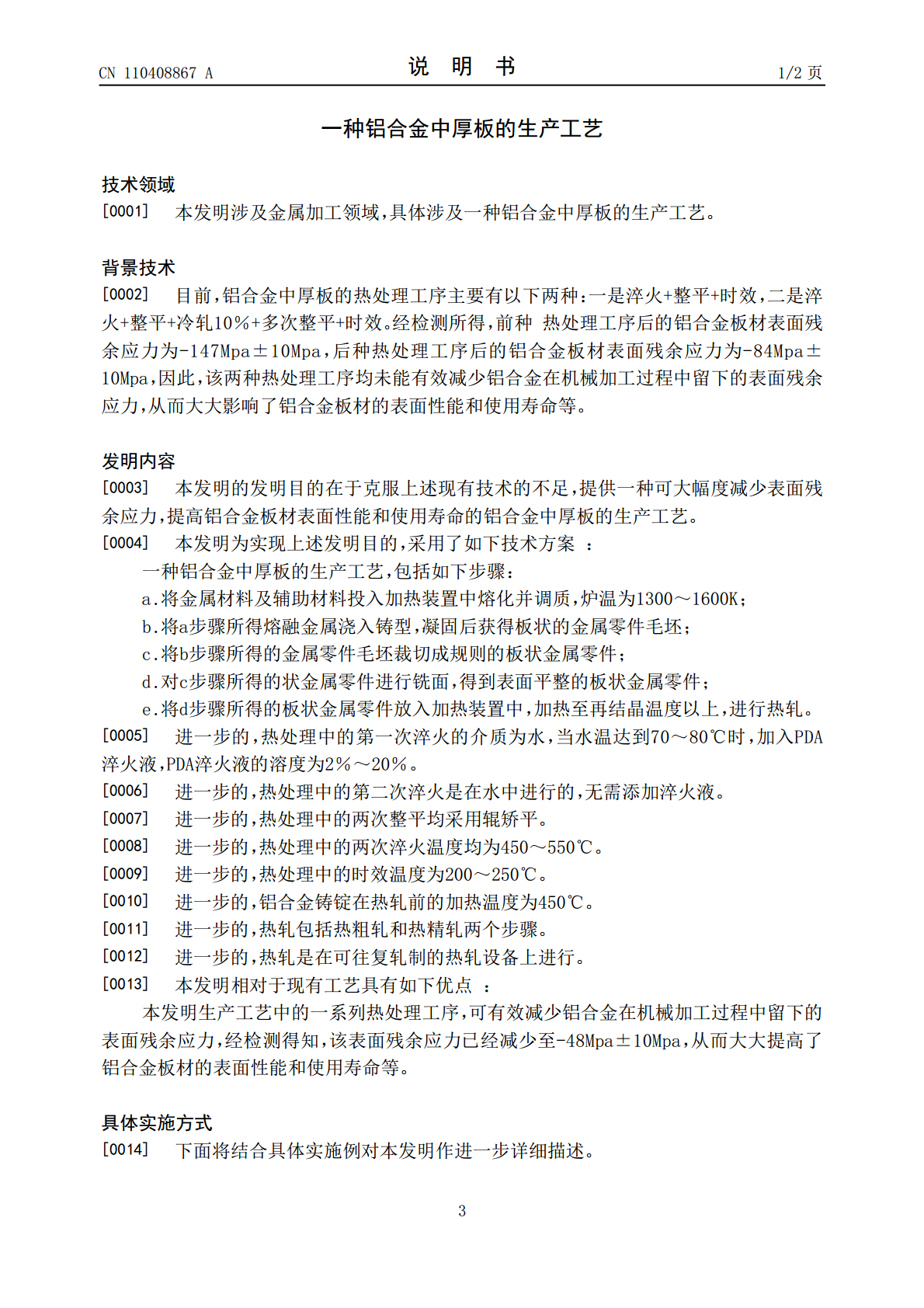
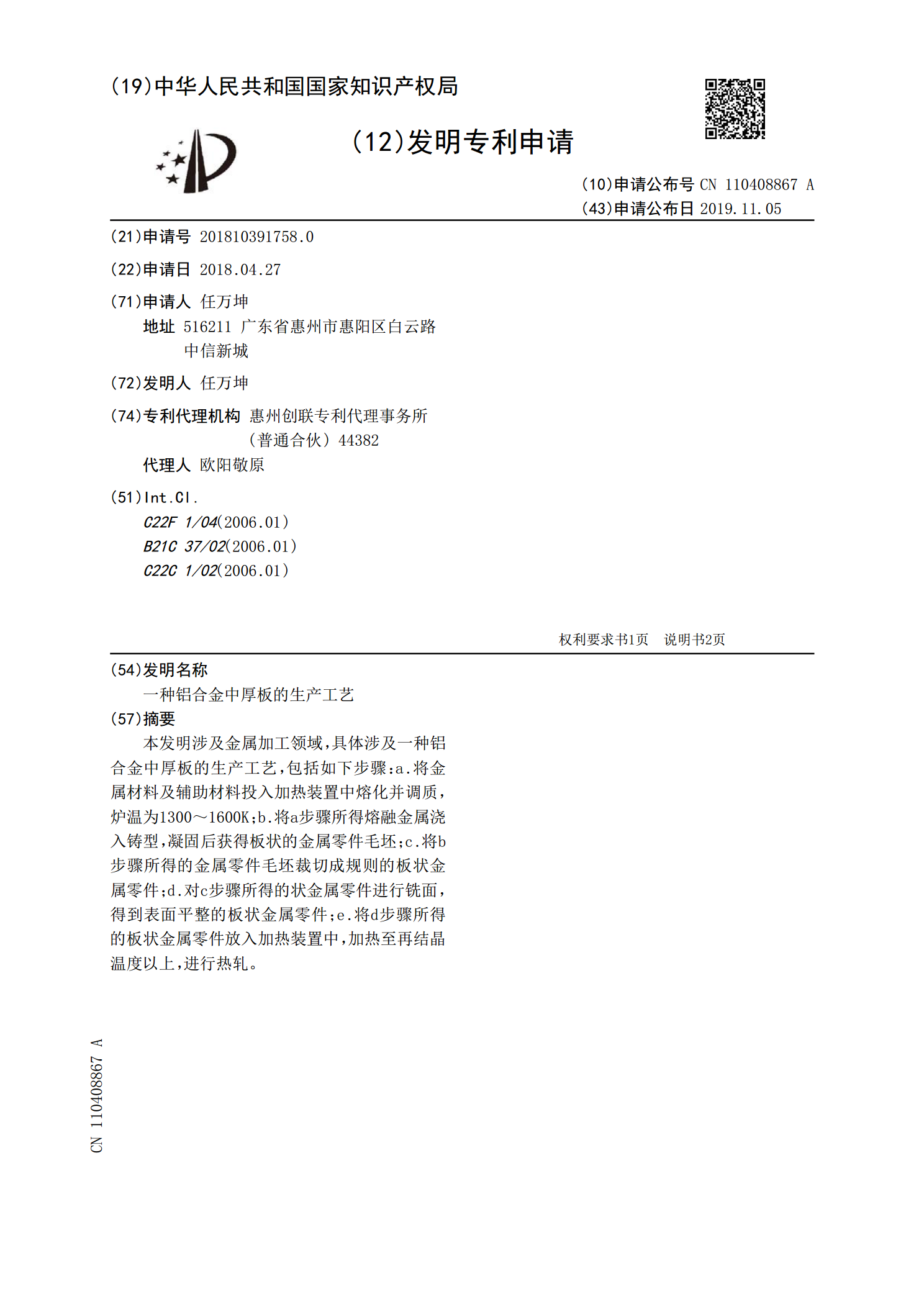
本发明涉及金属加工领域,具体涉及一种铝合金中厚板的生产工艺,包括如下步骤:a.将金属材料及辅助材料投入加热装置中熔化并调质,炉温为1300~1600K;b.将a步骤所得熔融金属浇入铸型,凝固后获得板状的金属零件毛坯;c.将b步骤所得的金属零件毛坯裁切成规则的板状金属零件;d.对c步骤所得的状金属零件进行铣面,得到表面平整的板状金属零件;e.将d步骤所得的板状金属零件放入加热装置中,加热至再结晶温度以上,进行热轧。

一种应用于平板电脑背板的铝合金中厚板的生产工艺.pdf
本发明提供一种应用于平板电脑背板的铝合金中厚板的生产工艺,属于铝合金板材加工技术领域,是将铝合金板材放入固溶热处理炉中,在530~540℃温度下保温8~15min后进行水冷,将水冷后的铝合金板材于3h内放入温度为200~300℃的空气电阻炉中进行预时效处理,当铝合金板材温度到达120~140℃时取出铝合金板材,使用风机将所述铝合金板材吹冷至温度低于60℃,冷却后检测,即得到成品。通过本发明生产工艺制得的铝合金中厚板应用于平板电脑背板,具有良好的可冲压和良好机械性能,同时还提高生产效率,降低生产成本,保证板
一种超平铝合金中厚板制备方法.pdf
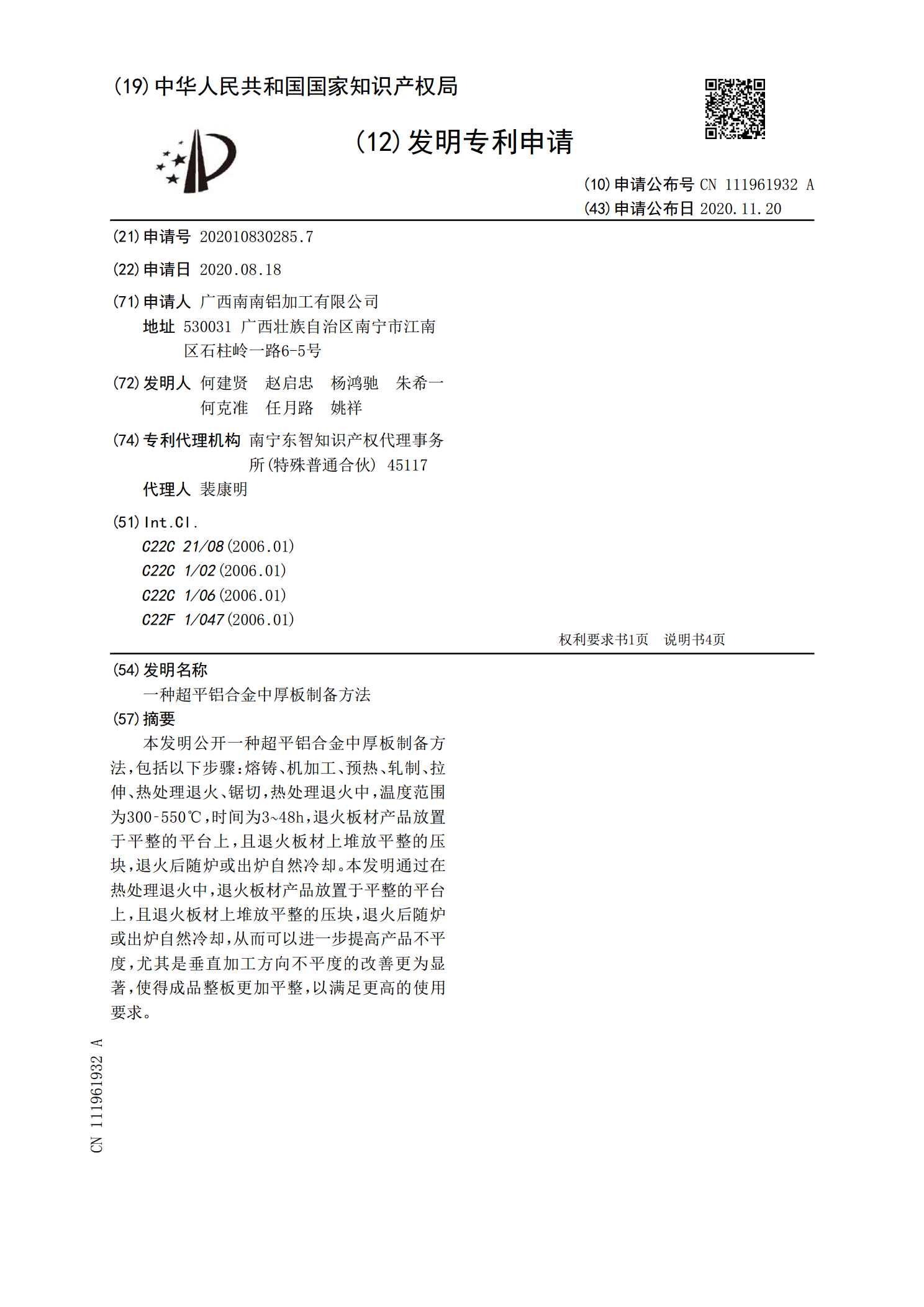
本发明公开一种超平铝合金中厚板制备方法,包括以下步骤:熔铸、机加工、预热、轧制、拉伸、热处理退火、锯切,热处理退火中,温度范围为300‑550℃,时间为3~48h,退火板材产品放置于平整的平台上,且退火板材上堆放平整的压块,退火后随炉或出炉自然冷却。本发明通过在热处理退火中,退火板材产品放置于平整的平台上,且退火板材上堆放平整的压块,退火后随炉或出炉自然冷却,从而可以进一步提高产品不平度,尤其是垂直加工方向不平度的改善更为显著,使得成品整板更加平整,以满足更高的使用要求。

一种铝合金铸棒生产工艺.pdf
本发明公开的一种铝合金铸棒生产工艺,其生产的铝合金铸棒,在铸造的过程中加入了Mo、Cr、Ti元素,并辅以B0、Mn、Sb等其他元素的协同作用,可对铝合金组织起到变质和细化作用,从而获得晶粒更细且分布更均匀的铝合金铸棒,同时为补偿熔炼过程中造成的Mg丢失,在精炼进行了补偿,用本发明工艺生产的铸棒来生产铝合金轮毂,所得铝合金轮毂的抗拉强度、屈服强度和延伸率均有较大提高,且具有优良的冲击韧性和抗腐蚀性,安全性好,经久耐用。
一种铝合金铸棒生产工艺.pdf
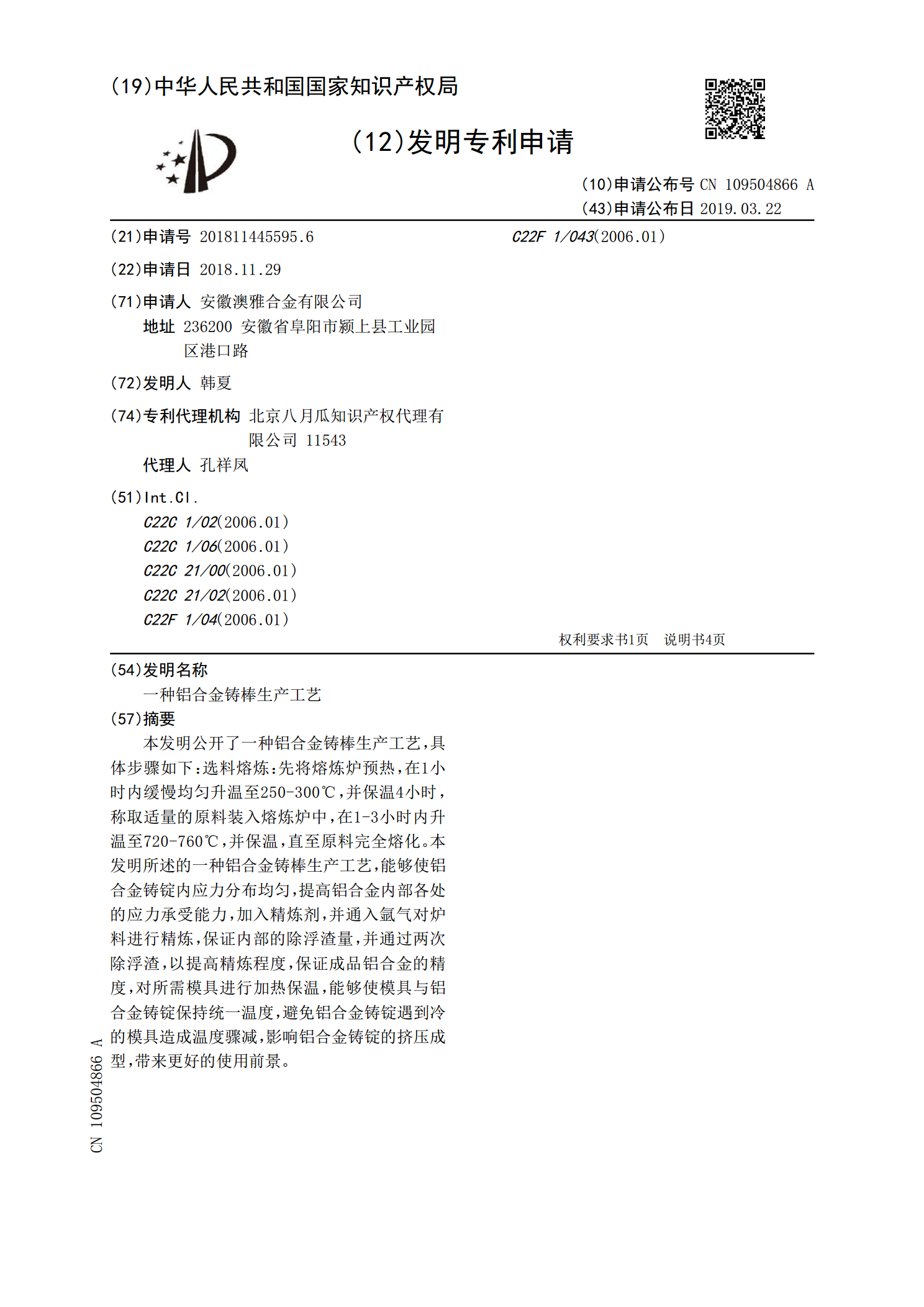
本发明公开了一种铝合金铸棒生产工艺,具体步骤如下:选料熔炼:先将熔炼炉预热,在1小时内缓慢均匀升温至250‑300℃,并保温4小时,称取适量的原料装入熔炼炉中,在1‑3小时内升温至720‑760℃,并保温,直至原料完全熔化。本发明所述的一种铝合金铸棒生产工艺,能够使铝合金铸锭内应力分布均匀,提高铝合金内部各处的应力承受能力,加入精炼剂,并通入氩气对炉料进行精炼,保证内部的除浮渣量,并通过两次除浮渣,以提高精炼程度,保证成品铝合金的精度,对所需模具进行加热保温,能够使模具与铝合金铸锭保持统一温度,避免铝合金