
数控机床主轴准停装置研究及实际应用.pdf

文库****品店

1/5
2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

数控机床主轴准停装置研究及实际应用.docx
数控机床主轴准停装置研究及实际应用数控机床主轴准停装置研究及实际应用[摘要]详细分析了机床主轴准停装置的分类、结构及其工作原理,对主轴准停装置的机械式和电气式做了比较,对它们的优缺点做了说明,并举例说明主轴准停在自动换刀和镗孔退刀等实际生产中的应用。[关键词]主轴准停;控制;应用引言主轴准停功能又称主轴定向功能。即当数控系统接收到准停命令(M19)时,主轴能停止在一个固定的方位或角度(可以通过参数修改),并保持一定的力矩。现代数控机床为了满足自动换刀及某些加工工艺的需要,要求主轴具有高精度的准停控制。[1
数控机床主轴准停装置研究及实际应用.pdf
数控机床主轴准停装置研究及实际应用数控机床主轴准停装置研究及实际应用[摘要]详细分析了机床主轴准停装置的分类、结构及其工作原理,对主轴准停装置的机械式和电气式做了比较,对它们的优缺点做了说明,并举例说明主轴准停在自动换刀和镗孔退刀等实际生产中的应用。[关键词]主轴准停;控制;应用引言主轴准停功能又称主轴定向功能。即当数控系统接收到准停命令(M19)时,主轴能停止在一个固定的方位或角度(可以通过参数修改),并保持一定的力矩。现代数控机床为了满足自动换刀及某些加工工艺的需要,要求主轴具有高精度的准停控制。[1

数控机床主轴准停装置研究及实际应用.docx
数控机床主轴准停装置研究及实际应用[摘要]详细分析了机床主轴准停装置的分类、结构及其工作原理,对主轴准停装置的机械式和电气式做了比较,对它们的优缺点做了说明,并举例说明主轴准停在自动换刀和镗孔退刀等实际生产中的应用。[关键词]主轴准停;控制;应用引言主轴准停功能又称主轴定向功能。即当数控系统接收到准停命令(M19)时,主轴能停止在一个固定的方位或角度(可以通过参数修改),并保持一定的力矩。现代数控机床为了满足自动换刀及某些加工工艺的需要,要求主轴具有高精度的准停控制。[1]由此可知主轴准停是实现机床加工自

FANUC主轴准停功能的应用.docx
FANUC主轴准停功能的应用FANUC主轴准停功能是一种先进的加工技术,可以在机器加工过程中实现高效、精确的操作,降低生产成本,提高生产效率。本文将详细介绍FANUC主轴准停功能的应用。一、FANUC主轴准停功能的原理FANUC主轴准停功能是通过对主轴电机进行动态刹车来实现的。当工件完成加工后,通过减速控制器控制主轴电机先减速,再迅速刹车,实现主轴的准停。在机床加工过程中,主轴的准停非常重要,它可以控制工件的加工精度,提高加工效率,同时保护机床和工件不受损坏。二、FANUC主轴准停功能的应用1.提高加工精
主轴马达高速准停的控制方法及控制装置.pdf
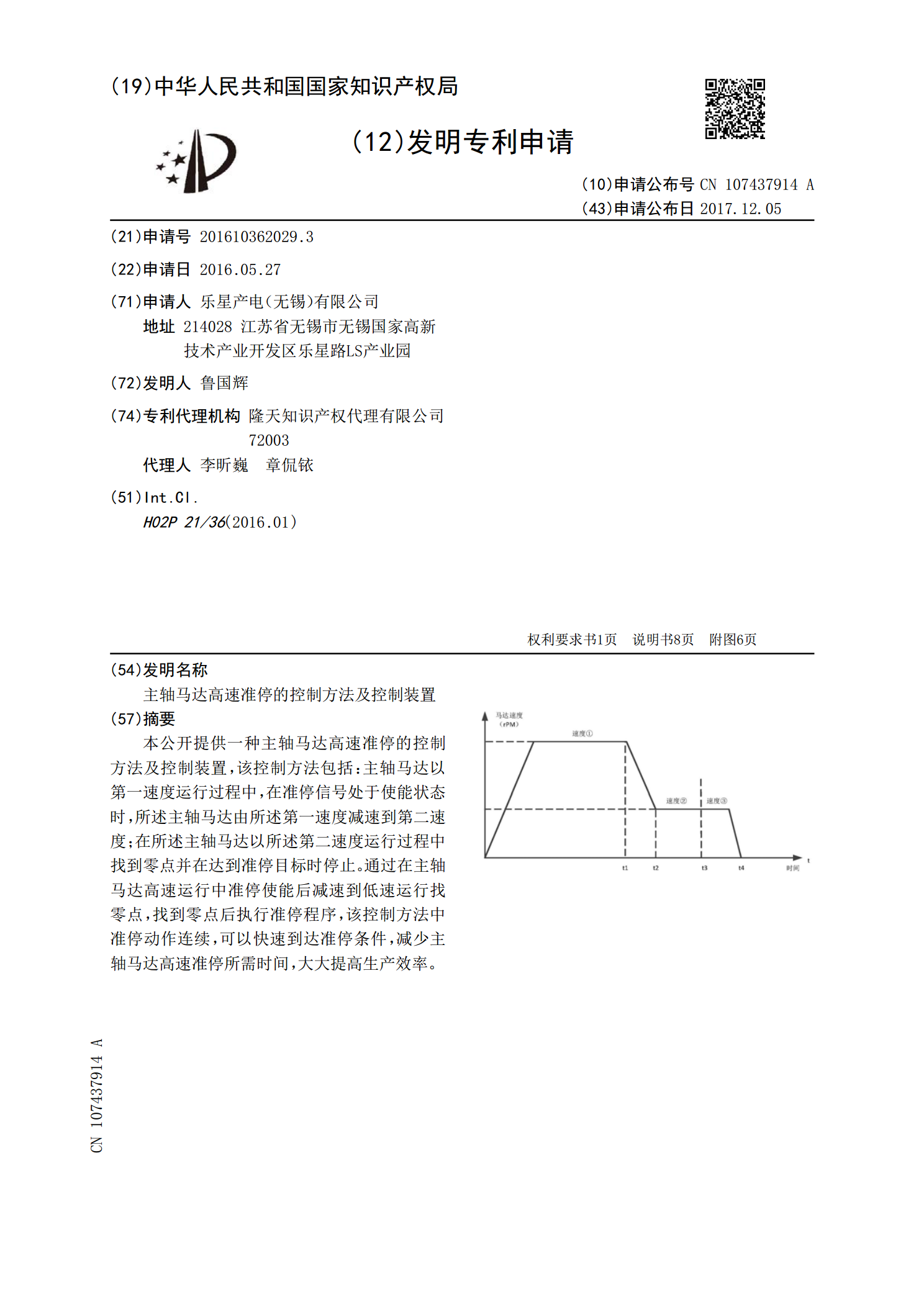
本公开提供一种主轴马达高速准停的控制方法及控制装置,该控制方法包括:主轴马达以第一速度运行过程中,在准停信号处于使能状态时,所述主轴马达由所述第一速度减速到第二速度;在所述主轴马达以所述第二速度运行过程中找到零点并在达到准停目标时停止。通过在主轴马达高速运行中准停使能后减速到低速运行找零点,找到零点后执行准停程序,该控制方法中准停动作连续,可以快速到达准停条件,减少主轴马达高速准停所需时间,大大提高生产效率。