
一种超精微硬质合金铣刀的制造工艺.pdf

努力****爱敏

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种超精微硬质合金铣刀的制造工艺.pdf
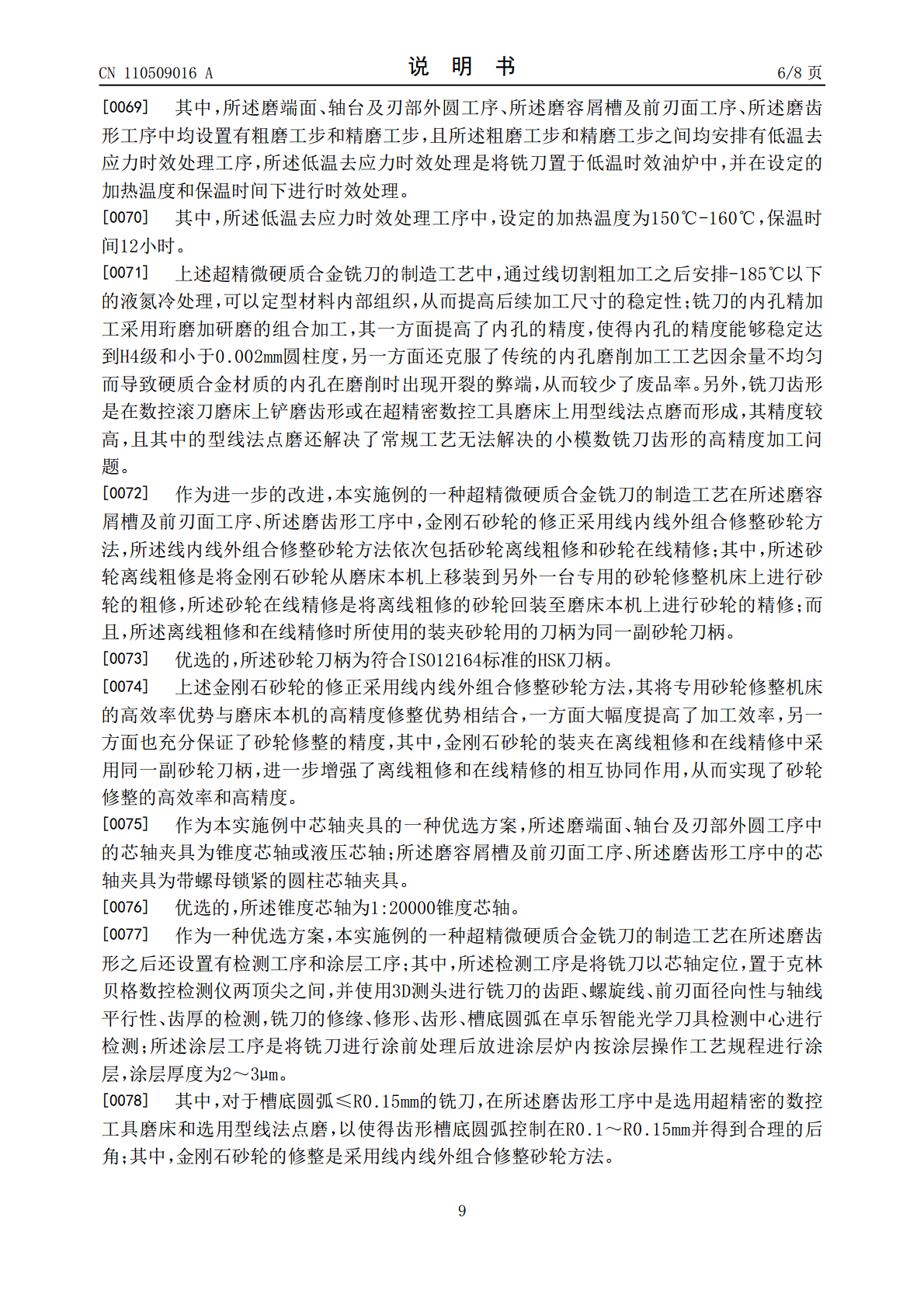
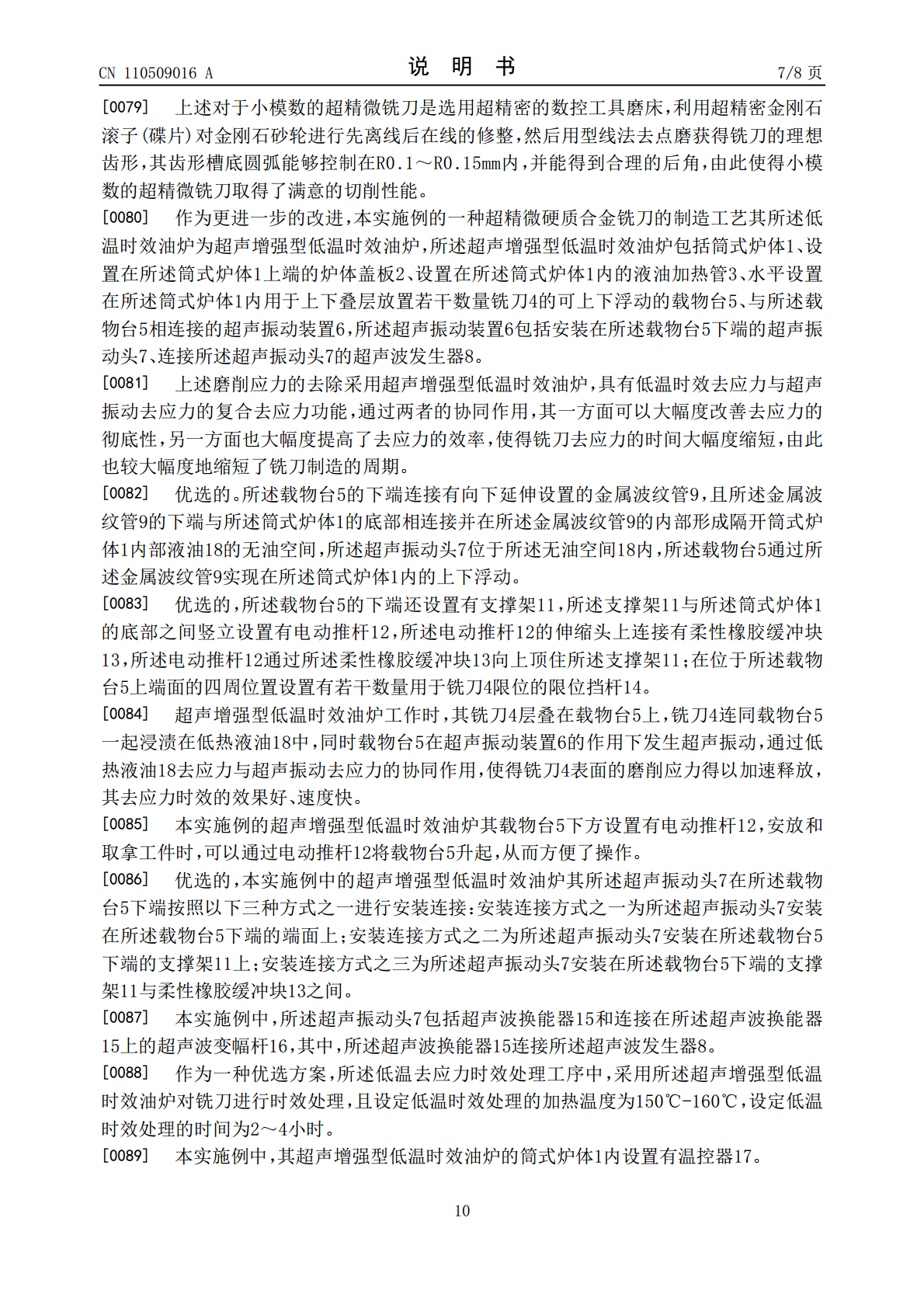
本发明涉及刀具制造技术领域,其公开了一种超精微硬质合金铣刀的制造工艺,包括如下工艺步骤:(1)硬质合金毛坯制作、(2)电火花切割加工、(3)液氮冷处理、(4)珩磨内孔、(5)研磨内孔、(6)磨端面、轴台及刃部外圆、(7)线切割键槽、(8)磨容屑槽及前刃面、(9)磨齿形;其中,所述磨端面、轴台及刃部外圆工序、所述磨容屑槽及前刃面工序、所述磨齿形工序中均设置有粗磨工步和精磨工步,且所述粗磨工步和精磨工步之间均安排有低温去应力时效处理工序,所述低温去应力时效处理是将铣刀置于低温时效油炉中,并在设定的加热温度和保
超精微硬质合金小模数滚刀及其制造工艺.pdf
本发明公开了一种超精微硬质合金小模数滚刀及其制造工艺,所述制造工艺包括:(1).硬质合金坯料制备;(2).应用电介加工电脉冲穿孔、线切割内孔、容屑槽和键槽;(3).内孔加工;(4).应用研具进行内孔最终加工;(5).磨轴台端面和外圆以及刃部外圆;(6).应用数控万能工具磨螺纹;(7).磨滚刀容屑槽及前刃面的镜面磨削;(8).采用金刚石砂轮成型铲磨或型线点磨滚刀的齿形;(9).材料定型处理和油时效回火处理;(10).全面评估滚刀的制造精度等级;(11).对滚刀齿形表面进行涂层。本发明的滚刀的制造工艺具有齿形
一种超硬硬质合金的制造工艺.pdf
本发明属于硬质合金技术领域,具体涉及一种超硬硬质合金的制造工艺。本发明要解决的技术问题是提供一种硬度高、碎性低超硬硬度合金的制造工艺。具体步骤如下:a.生产原料按比例配制、b.隔绝空气下研磨、c.分步不同温度真空下烧结、d.炉内降至常温。有益效果:本发明硬质合金原材料中使用了硅,可以有效的提高合金的硬度,同时由于加入一定量的三氧化二铝可以降低合金的碎度,有效提高其抗弯强度,从而提高了硬质合金的品质,节约生产成本,提高生产效率。
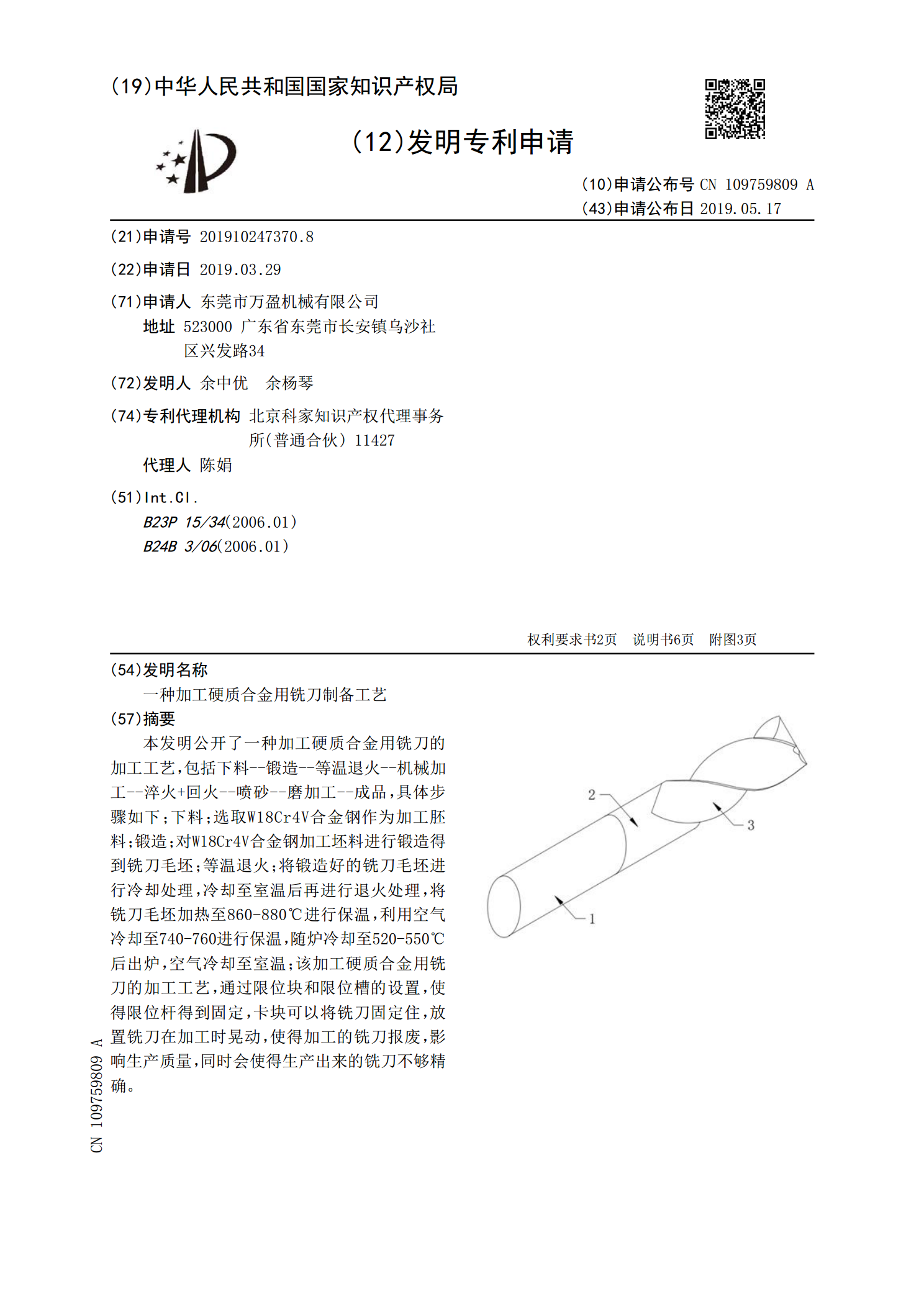
一种加工硬质合金用铣刀制备工艺.pdf
本发明公开了一种加工硬质合金用铣刀的加工工艺,包括下料‑‑锻造‑‑等温退火‑‑机械加工‑‑淬火+回火‑‑喷砂‑‑磨加工‑‑成品,具体步骤如下;下料;选取W18Cr4V合金钢作为加工胚料;锻造;对W18Cr4V合金钢加工坯料进行锻造得到铣刀毛坯;等温退火;将锻造好的铣刀毛坯进行冷却处理,冷却至室温后再进行退火处理,将铣刀毛坯加热至860‑880℃进行保温,利用空气冷却至740‑760进行保温,随炉冷却至520‑550℃后出炉,空气冷却至室温;该加工硬质合金用铣刀的加工工艺,通过限位块和限位槽的设置,使得限位

一种硬质合金铣刀夹头工装.pdf
本发明属于夹具工装技术领域,具体的说是涉及一种硬质合金铣刀夹头工装,包括:刀柄和刀具;还包括:弹簧套和锥形弹簧夹,锥形弹簧夹由八个弹簧块环形均匀分布一体成型,伸缩缝开设在两个弹簧块之间;电磁铁设在刀柄外一侧;密封组件设在锥形弹簧夹内部,密封组件包括:移动杆与回形槽,移动杆与通槽之间留有间隙,回形槽开设于移动杆内部,配合通槽和伸缩缝开设,使移动杆能在通槽中滑动;B弹簧设置于移动杆两侧,使移动杆能够在回形槽中伸缩,本发明通过在弹簧套于锥形弹簧夹之间添加磁流变液,在铣刀径向力方向上,工装对刀具的接触面积增大,使