
一种防止高炉铁口漏煤气的方法.pdf

如灵****姐姐

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种防止高炉铁口漏煤气的方法.pdf
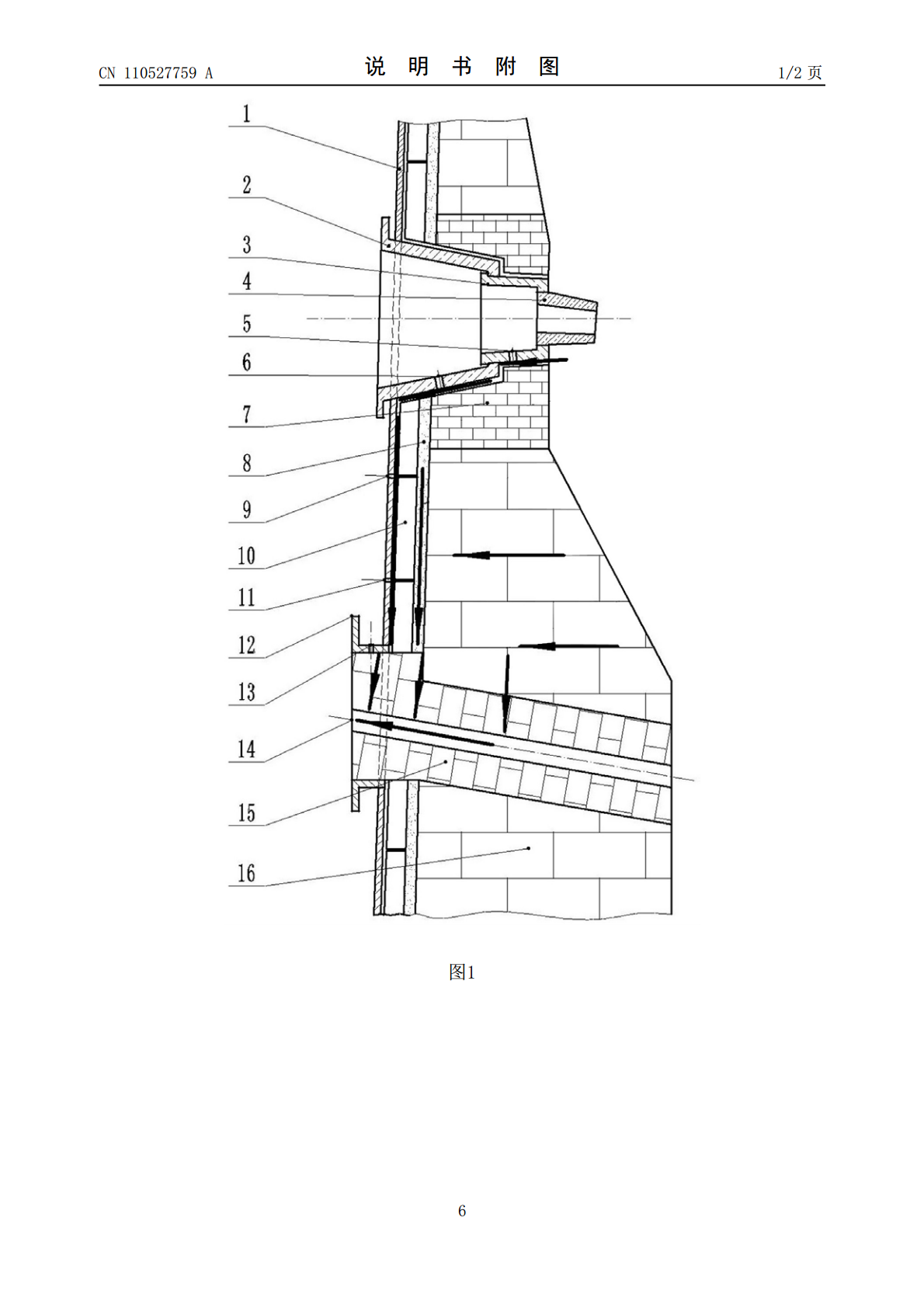
本发明提供一种防止高炉铁口漏煤气的方法,包括步骤如下:对风口中套、大套原预留压浆孔进行压浆填充风口中套、大套周围空洞区域;对风口大套下炉壳进行开孔压浆,填充冷却壁与炉缸炭砖之间,或炉缸炭砖与炉缸炭砖之间的缝隙;对风口大套下与铁口区域之间的冷却壁进行开孔压浆,填充冷却壁与炉缸炭砖之间或炉缸炭砖与炉缸炭砖之间的缝隙;对铁口(包括铁口框)区域进行开孔压浆。通过对炉缸‑铁口区域不同的部位之间的缝隙采取不同的填充措施,使高炉铁口煤气火明显变弱甚至断根,炉前铁口状态的稳定性得到提高,也避免了高炉炉缸区域特别是冷却壁侧
一种高炉铁口漏铁的处理方法.pdf
本发明涉及一种高炉铁口漏铁的处理方法,其处理步骤如下:a、启动开口机上安装的铁口钻杆,钻至漏点退出铁口钻杆,停止吹扫冷却功能;b、卸下开口机上的铁口钻杆,更换钻头直径较小的铁口钻杆;c、将开口机启动,向铁口孔道钻入;d、顺利通过铁口孔道打通铁口;e、铁口打通后,退回开口机及铁口钻杆,更换钻头将铁口孔道完全打通;f、对出铁过程中铁水流量进行监控;g、铁口来风前,清理干净铁口泥套区域结渣;h、铁口来风后,启动液压炮堵口;待液压炮封堵住铁口后,开始压入打泥量;i、在压入正常堵口打泥量后,补入打泥量。实现了高炉铁
一种高炉铁口窜煤气的治理装置及其方法.pdf
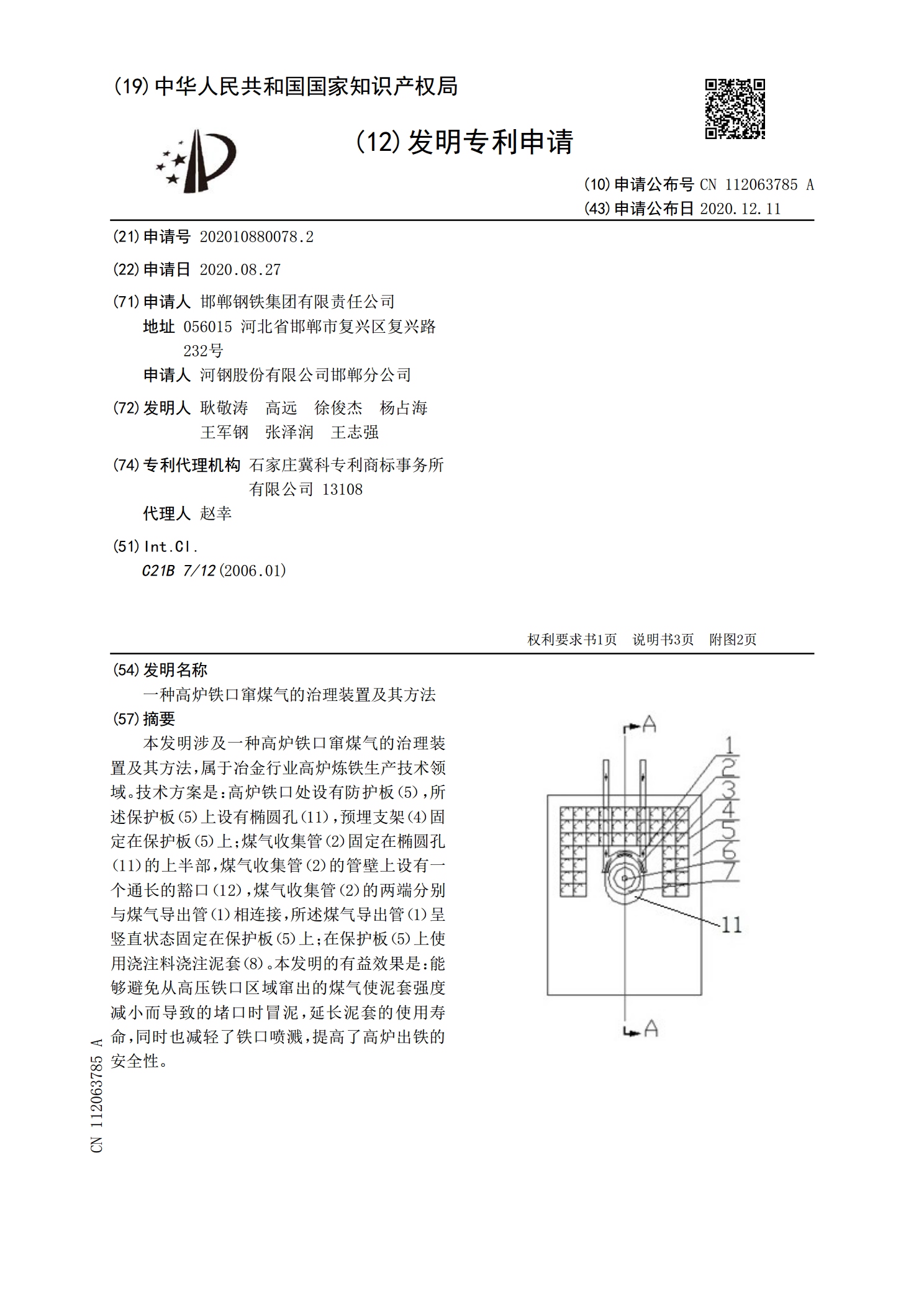
本发明涉及一种高炉铁口窜煤气的治理装置及其方法,属于冶金行业高炉炼铁生产技术领域。技术方案是:高炉铁口处设有防护板(5),所述保护板(5)上设有椭圆孔(11),预埋支架(4)固定在保护板(5)上;煤气收集管(2)固定在椭圆孔(11)的上半部,煤气收集管(2)的管壁上设有一个通长的豁口(12),煤气收集管(2)的两端分别与煤气导出管(1)相连接,所述煤气导出管(1)呈竖直状态固定在保护板(5)上;在保护板(5)上使用浇注料浇注泥套(8)。本发明的有益效果是:能够避免从高压铁口区域窜出的煤气使泥套强度减小而导
一种高炉烘炉铁口用煤气导出管的安装方法.pdf
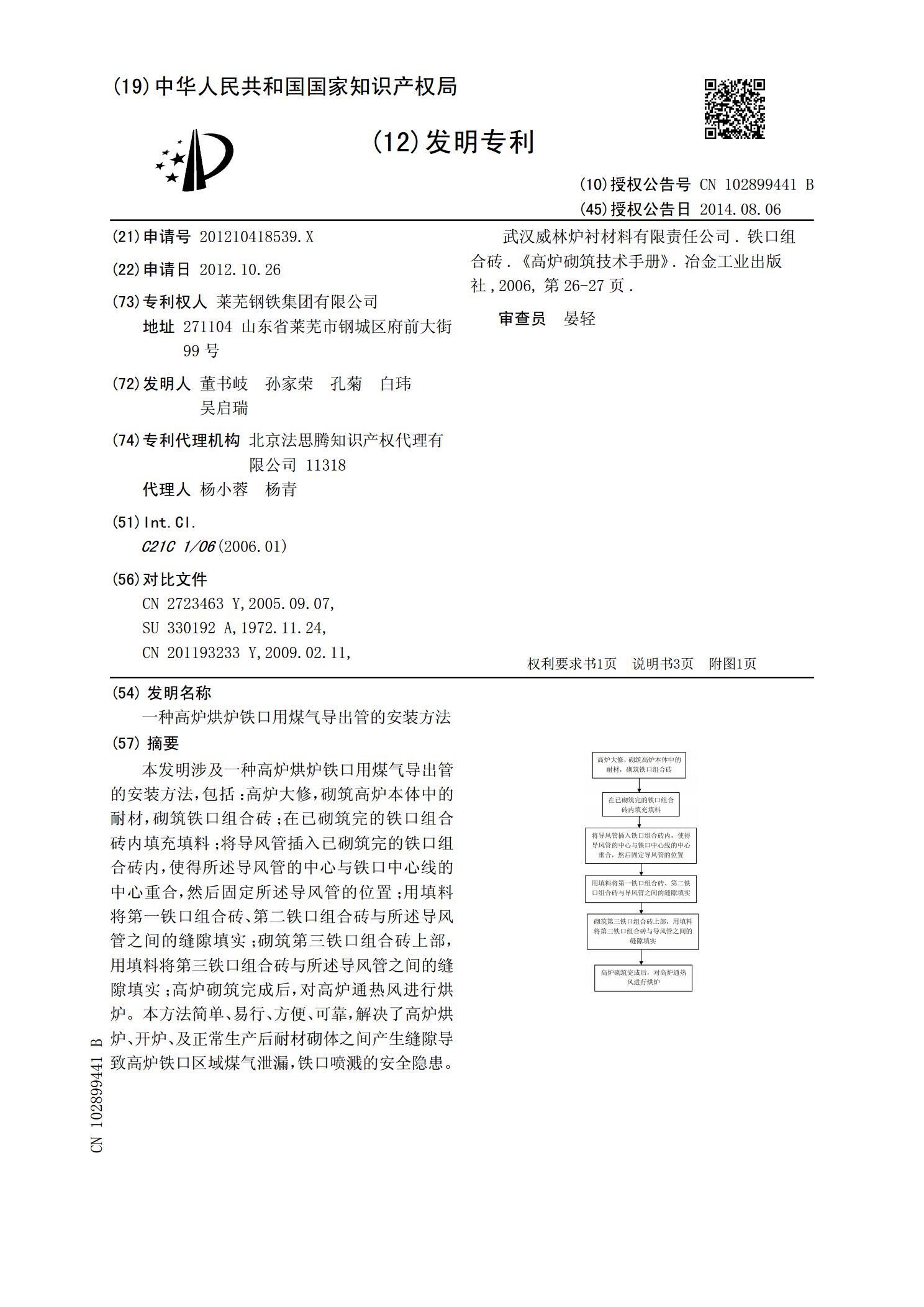
本发明涉及一种高炉烘炉铁口用煤气导出管的安装方法,包括:高炉大修,砌筑高炉本体中的耐材,砌筑铁口组合砖;在已砌筑完的铁口组合砖内填充填料;将导风管插入已砌筑完的铁口组合砖内,使得所述导风管的中心与铁口中心线的中心重合,然后固定所述导风管的位置;用填料将第一铁口组合砖、第二铁口组合砖与所述导风管之间的缝隙填实;砌筑第三铁口组合砖上部,用填料将第三铁口组合砖与所述导风管之间的缝隙填实;高炉砌筑完成后,对高炉通热风进行烘炉。本方法简单、易行、方便、可靠,解决了高炉烘炉、开炉、及正常生产后耐材砌体之间产生缝隙导致
一种大型高炉炉体防煤气蹿漏的方法.pdf
本发明公开了一种大型高炉炉体防煤气蹿漏的方法,其中,对高炉漏气部分进行处理;炉体下部煤气处理:在炉基无冷却区与1-3段冷却壁区上开孔,在炉基无冷却区的孔内压入带阻滞剂的塑性密固密封灌浆料,在1-3段冷却壁区的孔内压入塑性密封材料,压入压力由12-16MPa逐步降至2MPa。本发明经过该技术的综合实施,炉基煤气泄漏可得到有效控制,高炉寿命可大幅度延长,高炉生产可持续正常化冶炼。