
一种钢丝热处理工艺.pdf

冷霜****魔王


1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钢丝热处理工艺.pdf
本发明提供一种钢丝热处理工艺,包括以下步骤:a1、等温铅淬火:将所述钢丝放入炉内加热至900~1000℃,保温2~3min,所述钢丝出炉进行铅浴;a2、清除氧化皮:所述钢丝通过化学剂活化液去除表面氧化膜;a3、磷化处理:所述钢丝通过磷酸盐产生磷化膜;a4、清理:通过热水对所述钢丝上残留熔液进行清理;a5、烘干处理:所述钢丝放入烘干箱内,接通温度为200~300℃的热风,持续1~2min。本发明钢丝热处理工艺,操作步骤简单、热处理效率高且效果好,具备良好的韧性。
一种钢丝热处理工艺.pdf
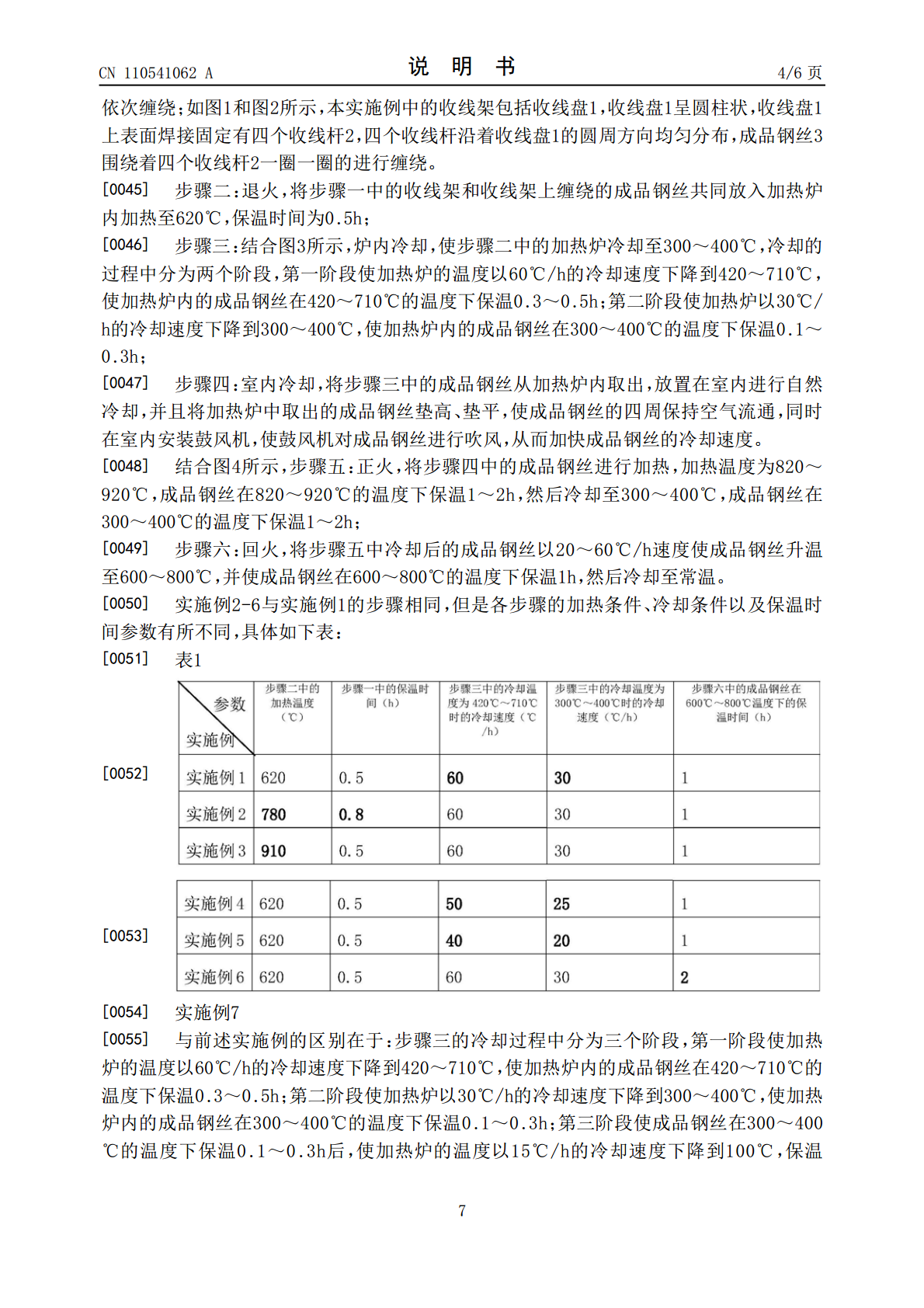
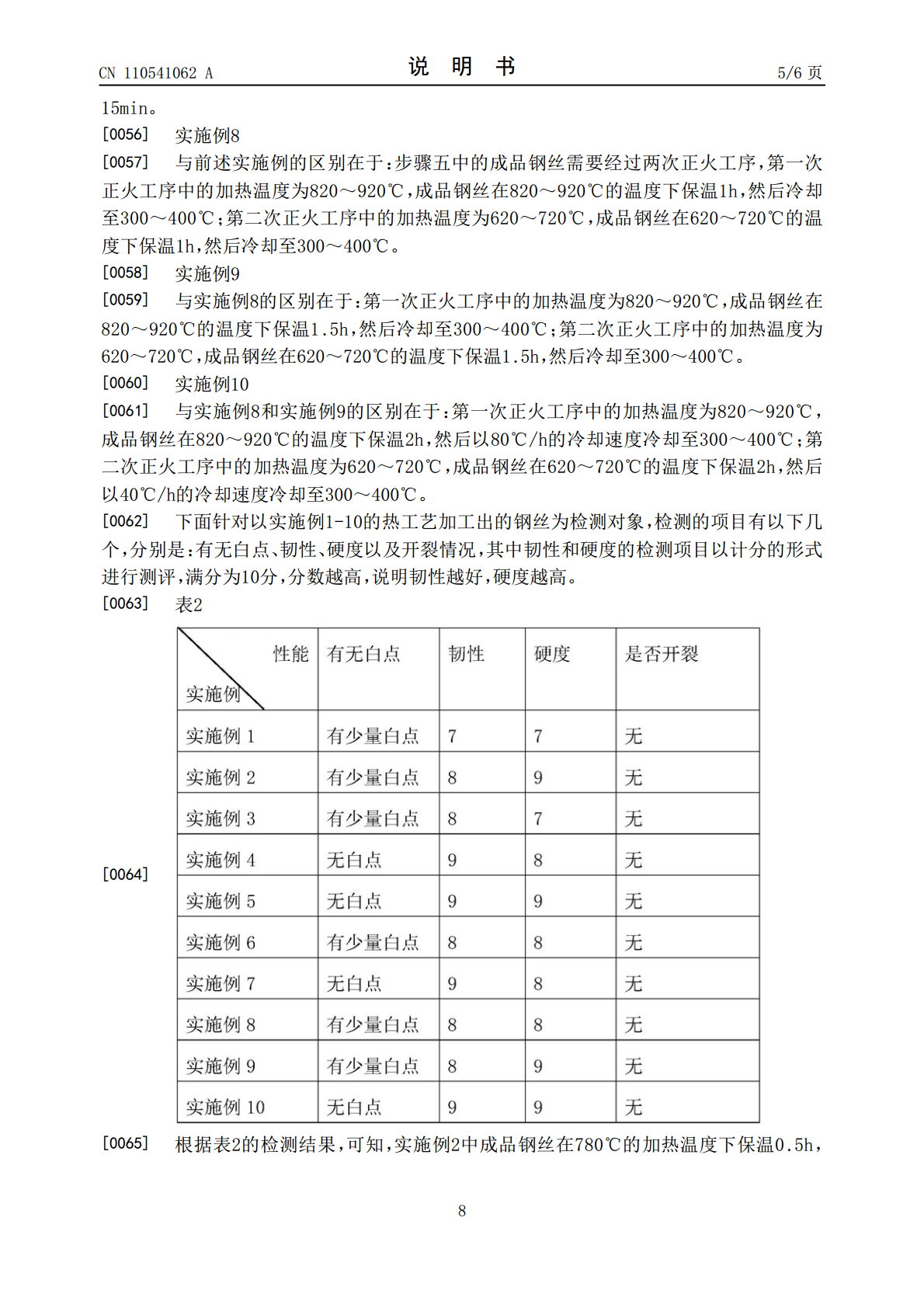
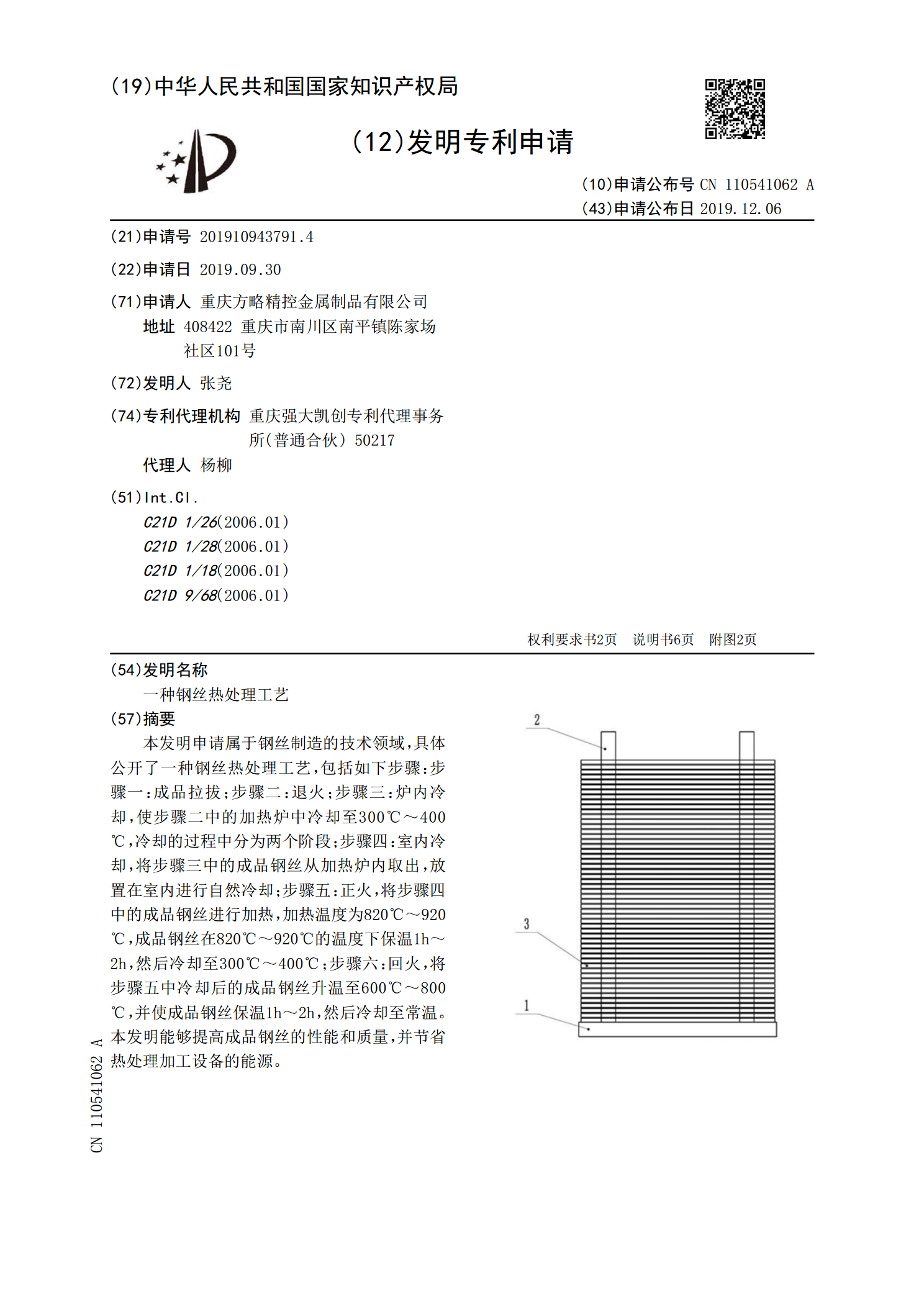
本发明申请属于钢丝制造的技术领域,具体公开了一种钢丝热处理工艺,包括如下步骤:步骤一:成品拉拔;步骤二:退火;步骤三:炉内冷却,使步骤二中的加热炉中冷却至300℃~400℃,冷却的过程中分为两个阶段;步骤四:室内冷却,将步骤三中的成品钢丝从加热炉内取出,放置在室内进行自然冷却;步骤五:正火,将步骤四中的成品钢丝进行加热,加热温度为820℃~920℃,成品钢丝在820℃~920℃的温度下保温1h~2h,然后冷却至300℃~400℃;步骤六:回火,将步骤五中冷却后的成品钢丝升温至600℃~800℃,并使成品钢
一种钢丝热处理工艺.pdf
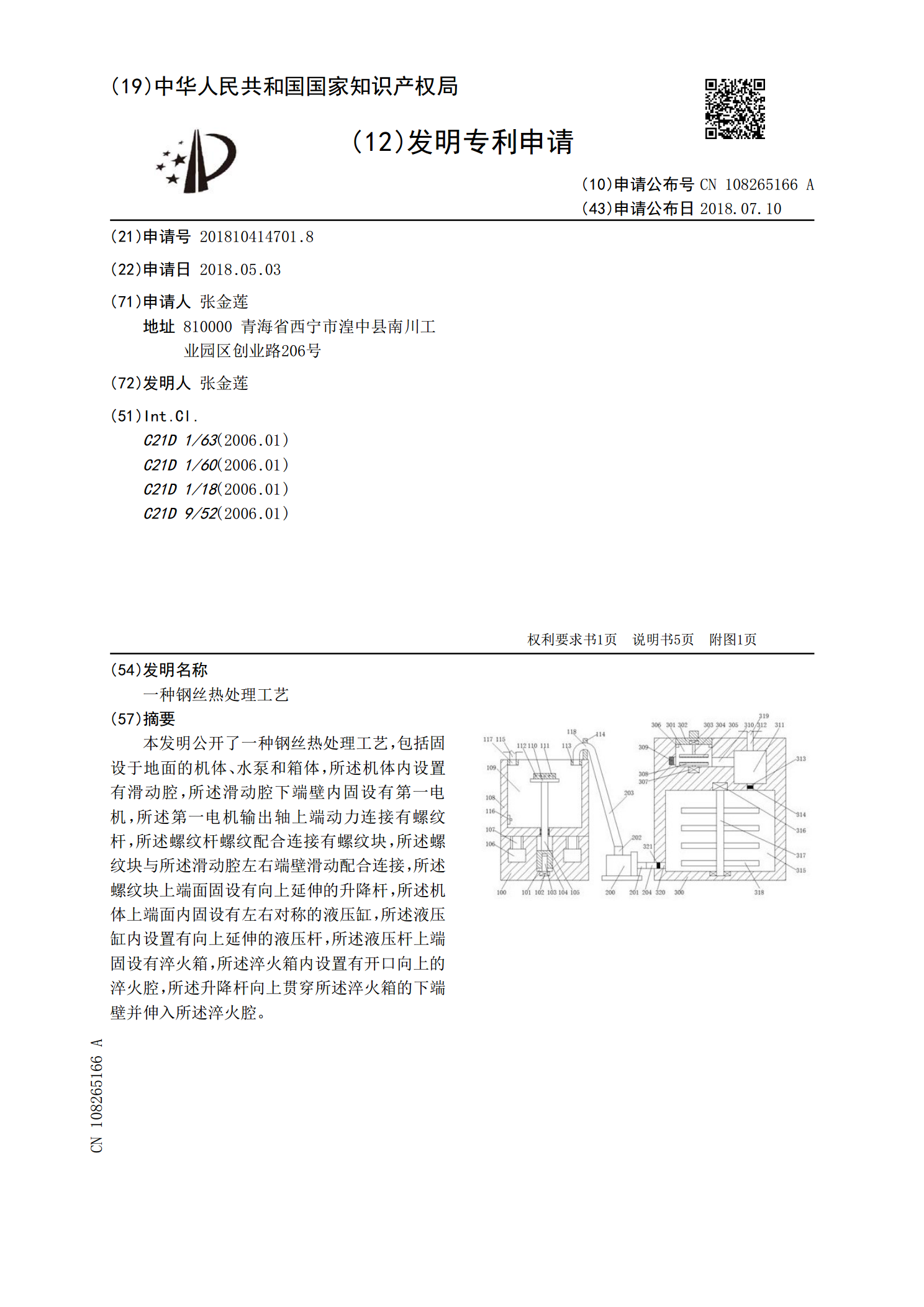
本发明公开了一种钢丝热处理工艺,包括固设于地面的机体、水泵和箱体,所述机体内设置有滑动腔,所述滑动腔下端壁内固设有第一电机,所述第一电机输出轴上端动力连接有螺纹杆,所述螺纹杆螺纹配合连接有螺纹块,所述螺纹块与所述滑动腔左右端壁滑动配合连接,所述螺纹块上端面固设有向上延伸的升降杆,所述机体上端面内固设有左右对称的液压缸,所述液压缸内设置有向上延伸的液压杆,所述液压杆上端固设有淬火箱,所述淬火箱内设置有开口向上的淬火腔,所述升降杆向上贯穿所述淬火箱的下端壁并伸入所述淬火腔。
一种钢丝热处理淬火工艺.pdf
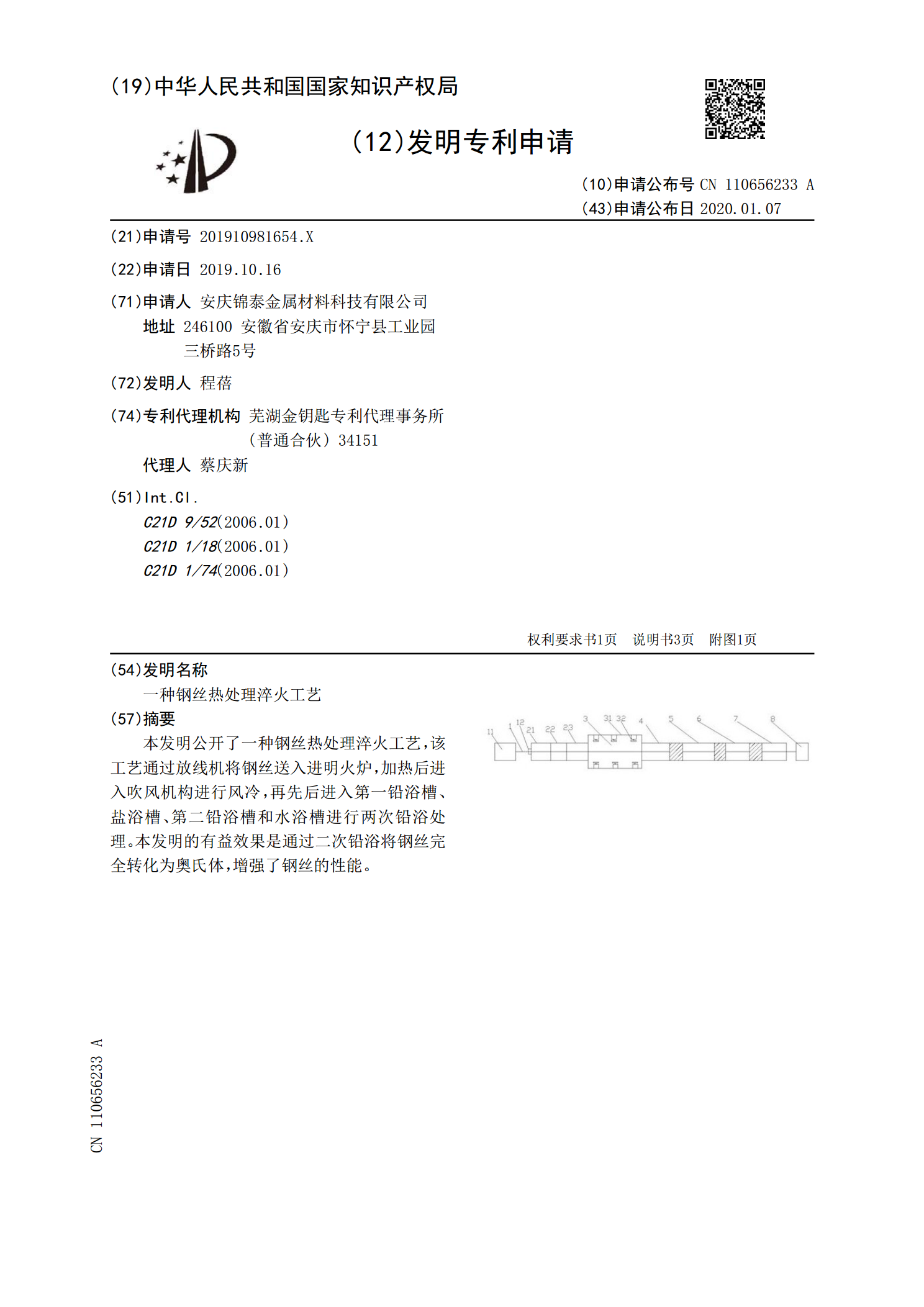
本发明公开了一种钢丝热处理淬火工艺,该工艺通过放线机将钢丝送入进明火炉,加热后进入吹风机构进行风冷,再先后进入第一铅浴槽、盐浴槽、第二铅浴槽和水浴槽进行两次铅浴处理。本发明的有益效果是通过二次铅浴将钢丝完全转化为奥氏体,增强了钢丝的性能。
一种钢丝的热处理工艺.pdf
本发明公开了一种钢丝的热处理工艺,提供一种能够减轻环境变化对产品质量的影响,提高产品稳定性的热处理方法。包括平炉加热、铅淬火、酸洗、磷化、皂化和烘干过程,平炉加热过程采用分段加热的方式,平炉加热炉共分为四段,第一段炉加热温度为980℃±5℃,第二段炉加热温度为965℃±5℃,第三段炉加热温度为945℃±5℃,第四段炉加热温度为930℃±5℃,在第四段炉保温一段时间后进入铅锅进行铅淬火过程。该方法采用分段加热的方式进行加热,通过合理控制各段的炉温,能够减轻环境变化对组织结构的影响,保障产品的质量和稳定性。同