
模具用大型模块的制造方法.pdf

书生****aa


1/10

2/10
3/10
4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

模具用大型模块的制造方法.pdf
本发明公开了一种模具用大型模块的制造方法。该方法以钢锭为原料,包括如下工序:加热、锻造、热处理;其中,所述锻造工序依次包括如下子工序:第一次镦拔、第一次回炉保温、第二次镦拔、第二次回炉保温、锻造成材;所述第一次镦拔子工序包括:第一次镦粗处理、第一次拔长处理、以及以钢锭轴心为轴将所述第一次拔长处理后的扁坯翻转90度后进行第二次拔长处理。本申请采用“走扁方”锻造工艺,只需要2镦2拔即可完成锻造成型,探伤满足SEP1921‑D/d,采用优选的工艺还可满足更严格的SEP1921‑E/e要求,生产成本减少了约500
大型受热面模块及制造方法.pdf
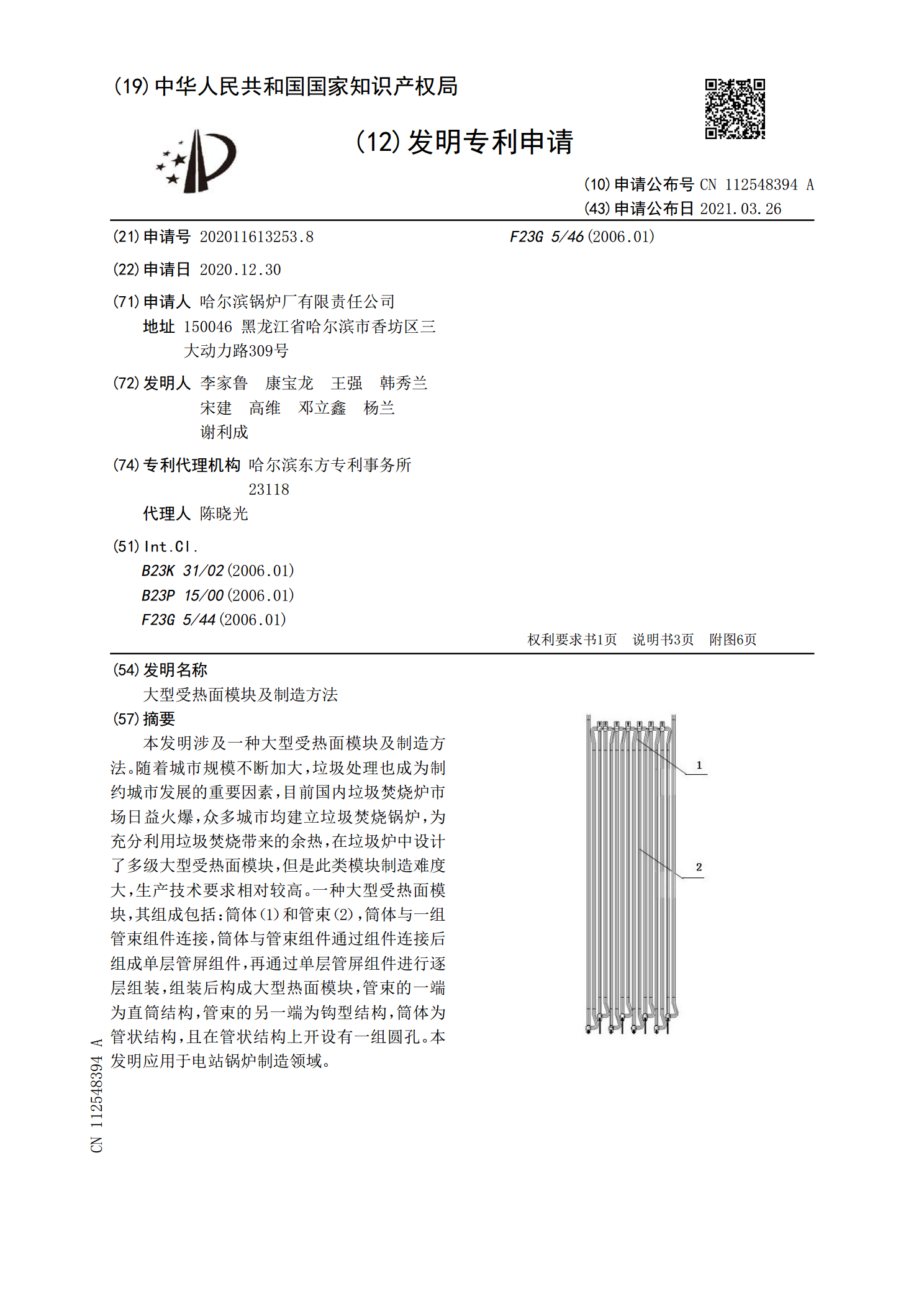
本发明涉及一种大型受热面模块及制造方法。随着城市规模不断加大,垃圾处理也成为制约城市发展的重要因素,目前国内垃圾焚烧炉市场日益火爆,众多城市均建立垃圾焚烧锅炉,为充分利用垃圾焚烧带来的余热,在垃圾炉中设计了多级大型受热面模块,但是此类模块制造难度大,生产技术要求相对较高。一种大型受热面模块,其组成包括:筒体(1)和管束(2),筒体与一组管束组件连接,筒体与管束组件通过组件连接后组成单层管屏组件,再通过单层管屏组件进行逐层组装,组装后构成大型热面模块,管束的一端为直筒结构,管束的另一端为钩型结构,筒体为管状

轮胎用模具的制造方法.pdf
能够简易地制造轮胎用模具的分割模具,提高轮胎用模具的制造效率。一种具有沿着轮胎周向呈环状配置的多个分割模具的轮胎用模具的制造方法。轮胎用模具的制造方法具有如下工序:形成由连结部(17)连结的多个突起部(16);制作模具主体模(20);将多个突起部(16)组装于模具主体模(20);以及从多个突起部(16)去除连结部(17),制作具有模具主体模(20)和多个突起部(16)的分割模具。
轮胎用模具的制造方法.pdf
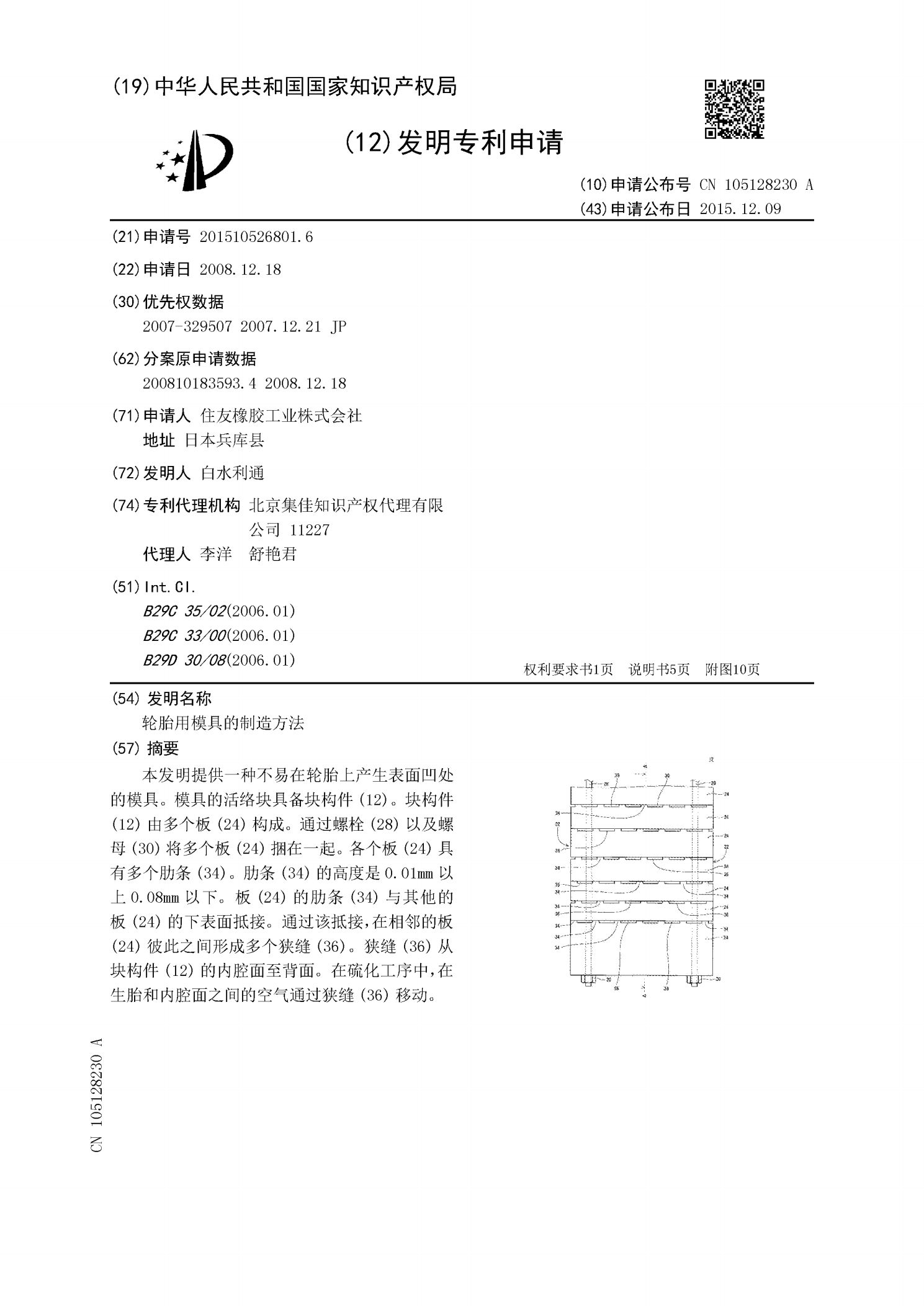
本发明提供一种不易在轮胎上产生表面凹处的模具。模具的活络块具备块构件(12)。块构件(12)由多个板(24)构成。通过螺栓(28)以及螺母(30)将多个板(24)捆在一起。各个板(24)具有多个肋条(34)。肋条(34)的高度是0.01mm以上0.08mm以下。板(24)的肋条(34)与其他的板(24)的下表面抵接。通过该抵接,在相邻的板(24)彼此之间形成多个狭缝(36)。狭缝(36)从块构件(12)的内腔面至背面。在硫化工序中,在生胎和内腔面之间的空气通过狭缝(36)移动。

大型转化炉的模块化制造方法.pdf
本发明具体是一种大型转化炉的模块化制造方法;其特征是:包括按照整个制造工艺流程,将转化炉的制造流程划分工艺深化阶段、工厂预制阶段、模块组装阶段、滚装运输阶段;对转化炉进行模块化拆分、模块组装支撑以及模块包装和运输四个部分;在滚装运输阶段,为了便于运输,将转化炉整体拆分为烟囱和其余部分两大模块;根据模块的结构强度及运输过程中的稳定性要求配置支撑架及运输车进行运输作业;通过运输船或运输车将分块后的转化炉运输至最终目的地进行安整体吊装。本制造方法在开工前对转化炉进行深化分析,对应转化炉最终输出地的法规要求事先进