
一种高炉热风支管端口耐材修复方法.pdf

春岚****23

1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高炉热风支管端口耐材修复方法.pdf
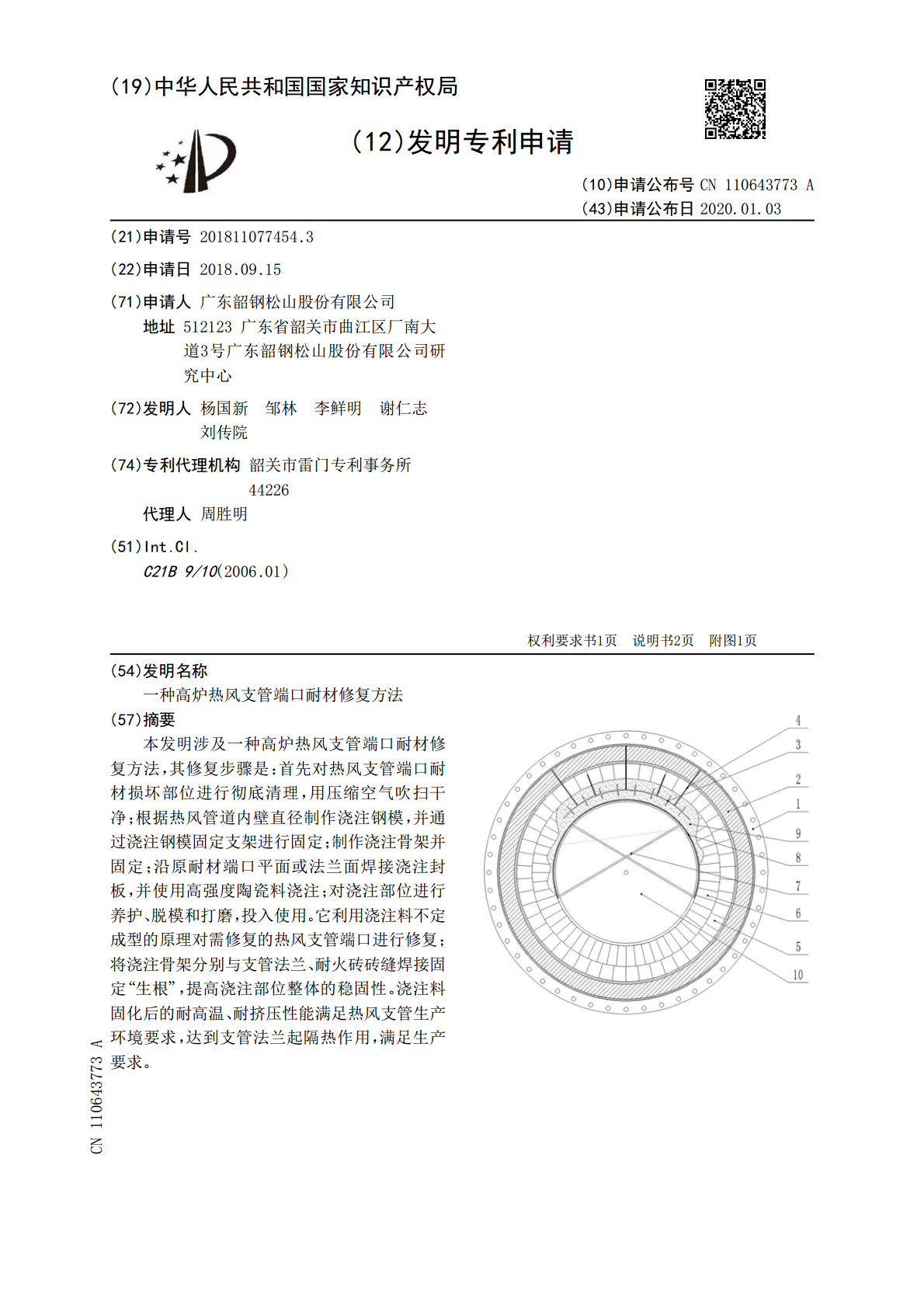
本发明涉及一种高炉热风支管端口耐材修复方法,其修复步骤是:首先对热风支管端口耐材损坏部位进行彻底清理,用压缩空气吹扫干净;根据热风管道内壁直径制作浇注钢模,并通过浇注钢模固定支架进行固定;制作浇注骨架并固定;沿原耐材端口平面或法兰面焊接浇注封板,并使用高强度陶瓷料浇注;对浇注部位进行养护、脱模和打磨,投入使用。它利用浇注料不定成型的原理对需修复的热风支管端口进行修复;将浇注骨架分别与支管法兰、耐火砖砖缝焊接固定“生根”,提高浇注部位整体的稳固性。浇注料固化后的耐高温、耐挤压性能满足热风支管生产环境要求,达

高炉热风炉的热风支管构筑方法及热风支管.pdf
本发明提供一种不需要伸缩接头而能够避免伸缩接头所导致的各种问题的高炉热风炉的热风支管构筑方法。针对热风炉主体(1)与热风支管垂直部(5)的热风炉干燥升温时的热膨胀差δ,以使热风支管垂直部(5)向热风炉主体(1)的连结部位的高度比热风炉主体(1)向热风支管垂直部(5)的连结部位的高度高出热膨胀差吸收量σ=0.2δ~δ的量的方式进行初始安装。使热风支管的垂直部及水平部的长度为各自管径的3倍以上,由此,即使产生热变位的差或热变位自身,也能够通过管自身的弹性变形进行吸收,其结果为,无需使用伸缩接头而能够避免伸缩接

一种热风管道耐材脱落的快速修复方法.pdf
本发明涉及一种热风管道耐材脱落的快速修复方法,包括使用模具和选择浇注料,选择的浇注料为高铝快干浇注料,同时配合使用加强结构的模具,再采取人工对浇注料进行捣实,同时在浇注过程中利用管道及原砌体的温度对浇注体进行充分的干燥的方法;浇注完成后静置2小时待浇注体外表面干燥,在浇注体外表面敷耐火纤维,在浇注体外环焊接外壳,在浇注料与模具钢制外壳间保持30-50mm的空隙,并在外壳上开压浆孔进行压浆;压浆结束高炉送风,从而在保证原有材料强度的情况下,简化操作手续。本发明施工时间与管道打包相当,质量可达到或超过重新砌筑
高炉热风炉的球顶耐材拆除设备及拆除方法.pdf
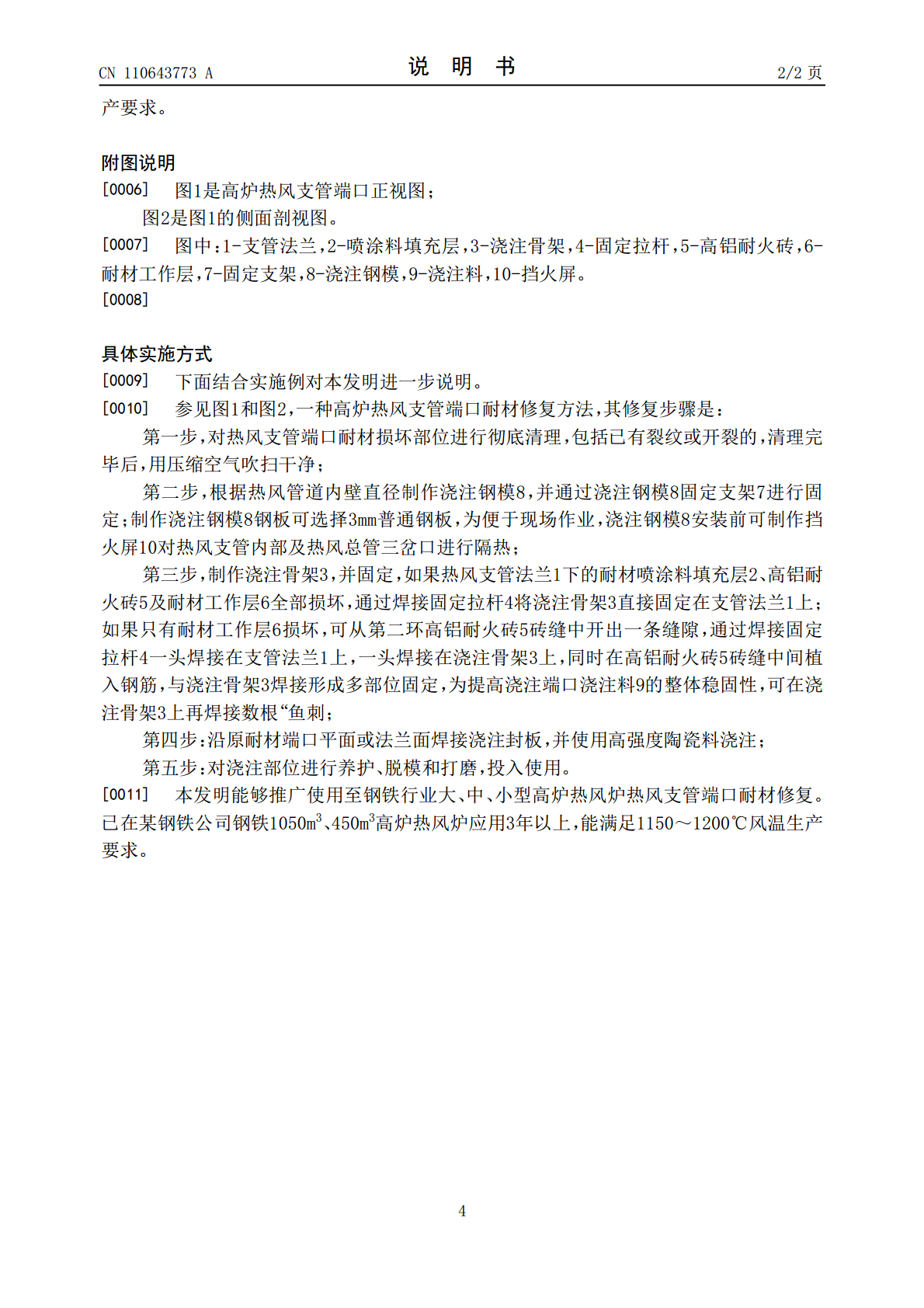
本申请提供一种高炉热风炉的球顶耐材拆除设备及拆除方法,属于高炉热风炉施工技术领域。拆除设备包括作业支架以及作业楼梯。作业支架包括支撑梁及支架平台;支撑梁的底部用于固定于施工场地;支架平台与支撑梁的顶部连接,并能够延伸至球顶的拱顶朝天孔,支架平台设置有作业吊挂部位。作业楼梯用于与作业支架的底部可拆卸连接;作业楼梯被配置为:拆除拱顶朝天孔周围的耐材形成作业开口后,作业楼梯能够从作业开口伸入球顶,且作业楼梯的底端能够延伸至接近球顶的预设区域上方的耐材;其中,预设区域为作业人员能够站立在耐材上进行拆除的区域。拆除
一种高炉旋风除尘器短时休风修复耐材的方法.pdf
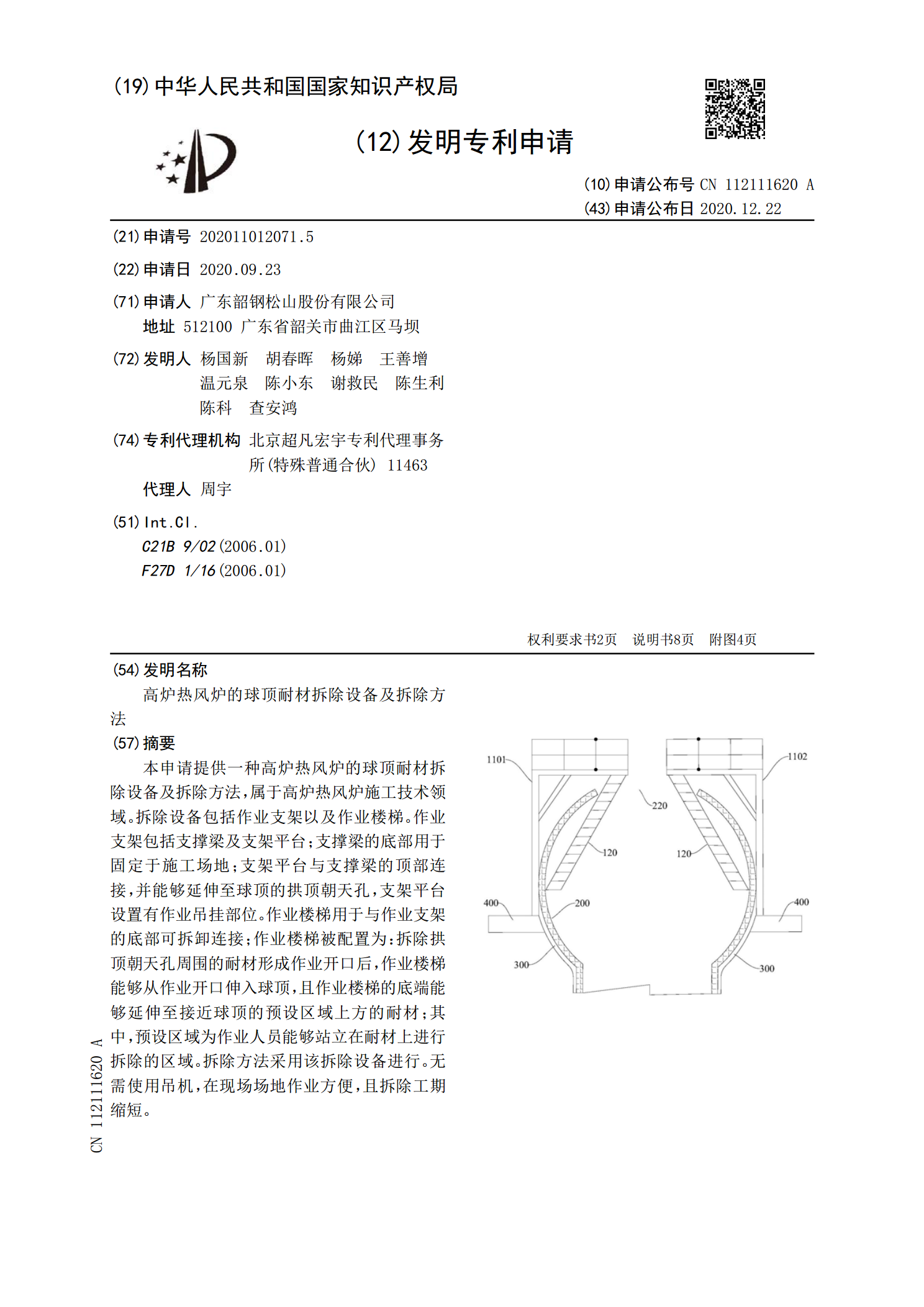
本发明涉及旋风除尘器修复技术领域,具体涉及一种高炉旋风除尘器短时休风修复耐材的方法,包括如下步骤:S1、高炉休风后在炉顶点火,对旋风除尘器被氮气吹扫,检测煤气含量合格;S2、打开旋风除尘器底部人孔A对筒体内清灰、鼓风降温;S3、打开筒体下部两侧面的两个人孔B,利用两个人孔B在筒体内搭建脚手架。本发明较现有的方法相比,可以在高炉短时休风时,实现短时间休风对旋风除尘器内部耐材进行修复,解决了旋风除尘器耐材磨损后筒体频繁磨漏致高炉非计划休风问题,本发明修复方法时间<40h。