
一种超声相控阵检测搅拌摩擦焊焊缝缺陷类型的检测方法.pdf

玄静****写意

1/9
2/9
3/9
4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超声相控阵检测搅拌摩擦焊焊缝缺陷类型的检测方法.pdf
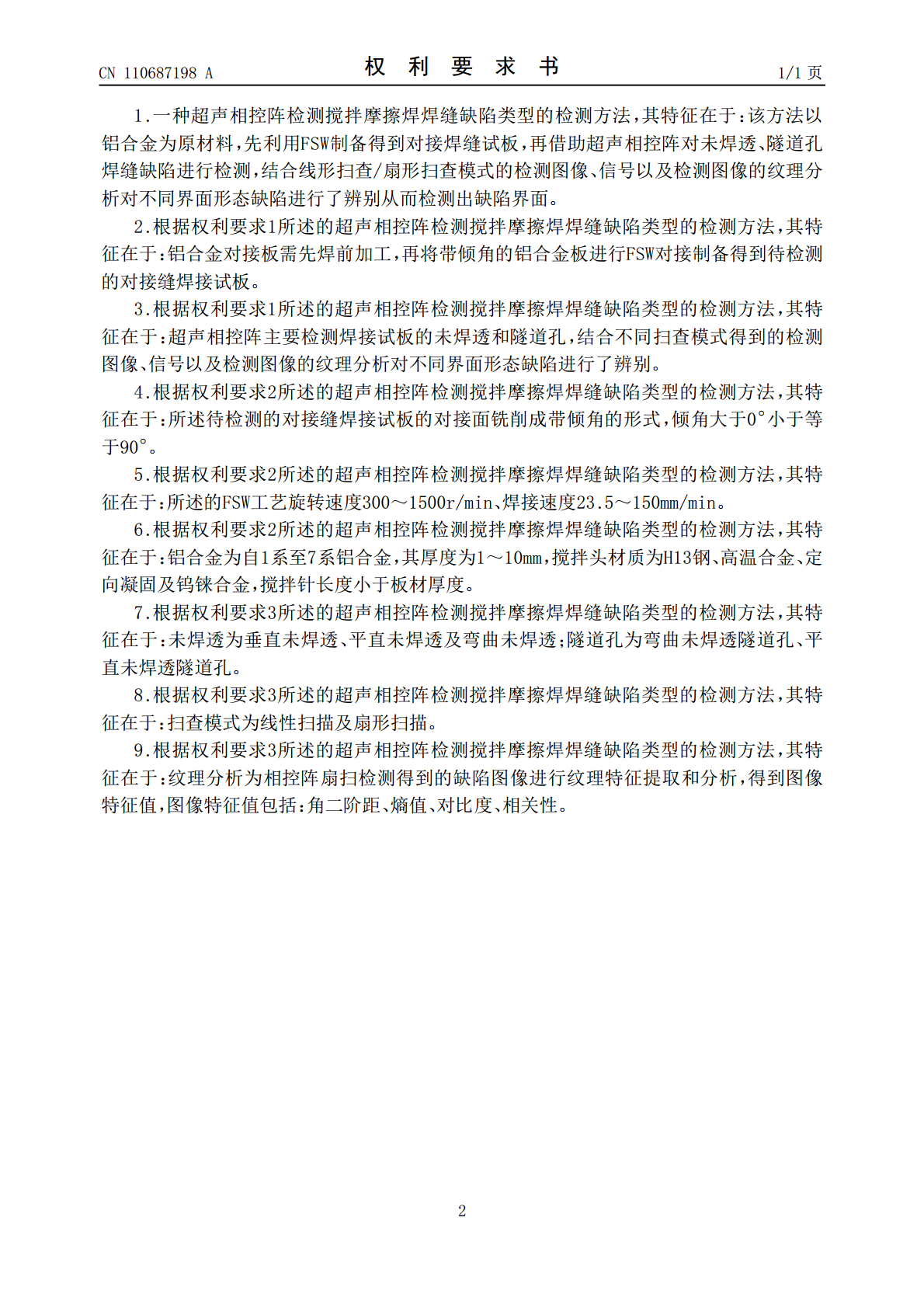
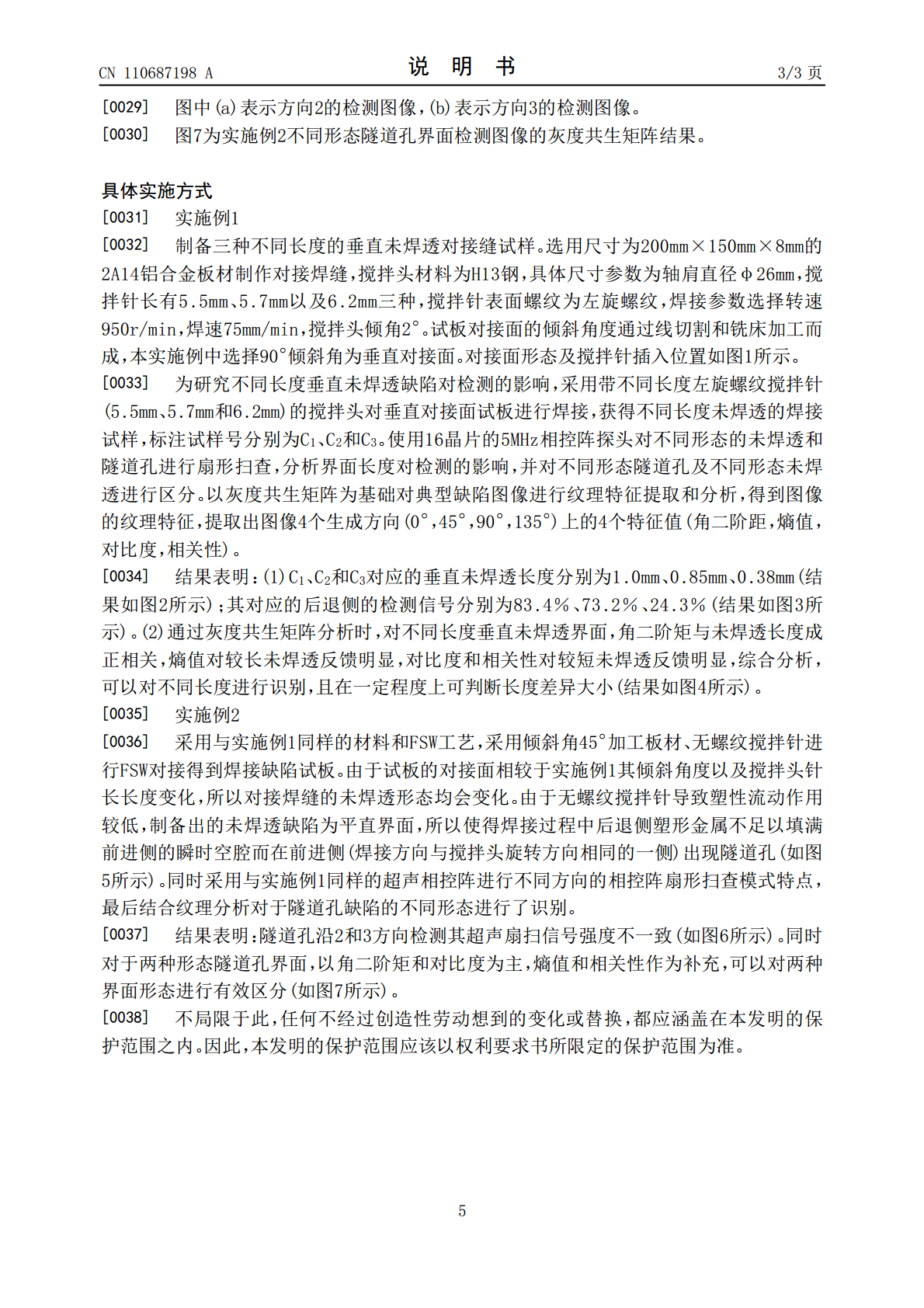
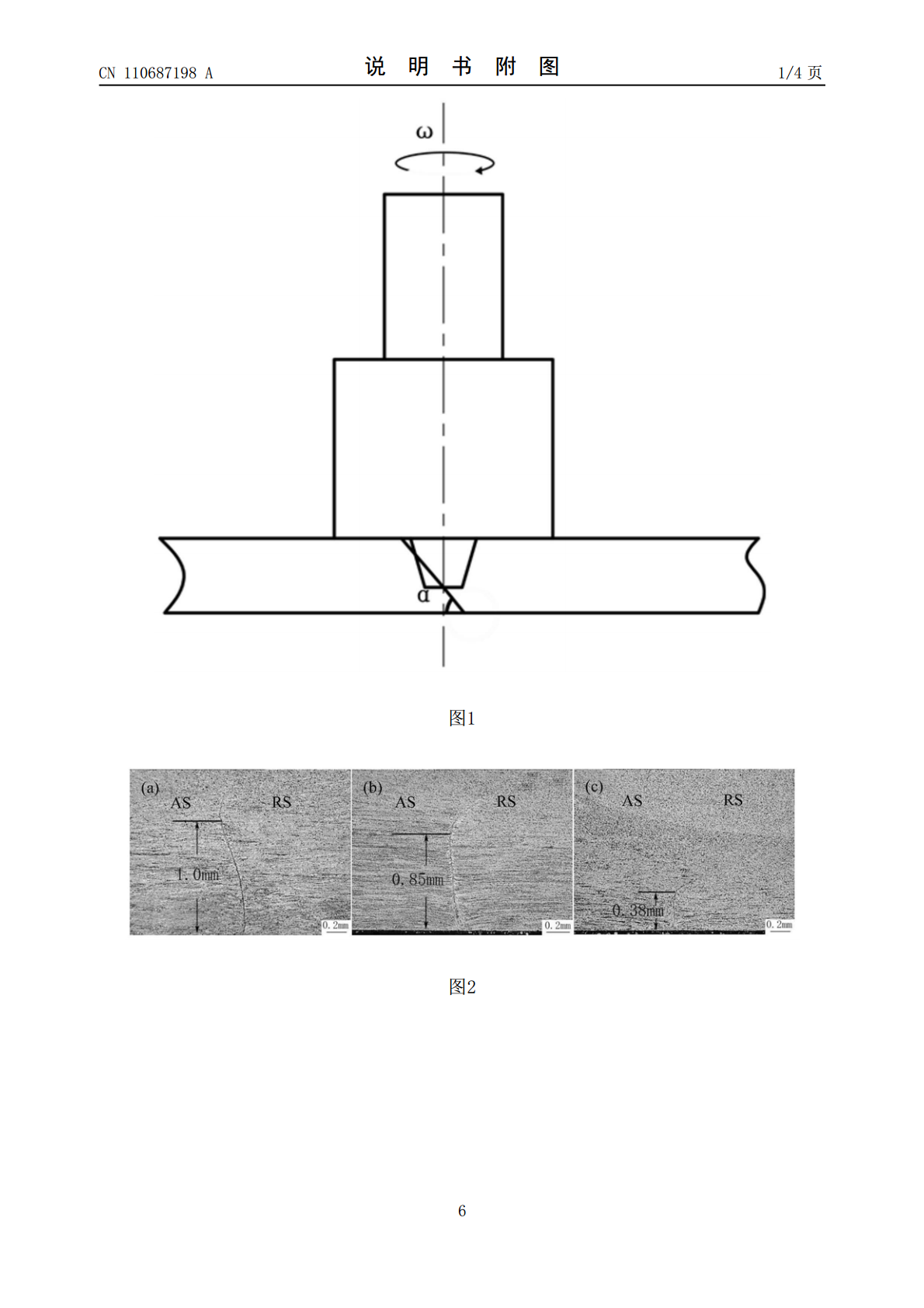
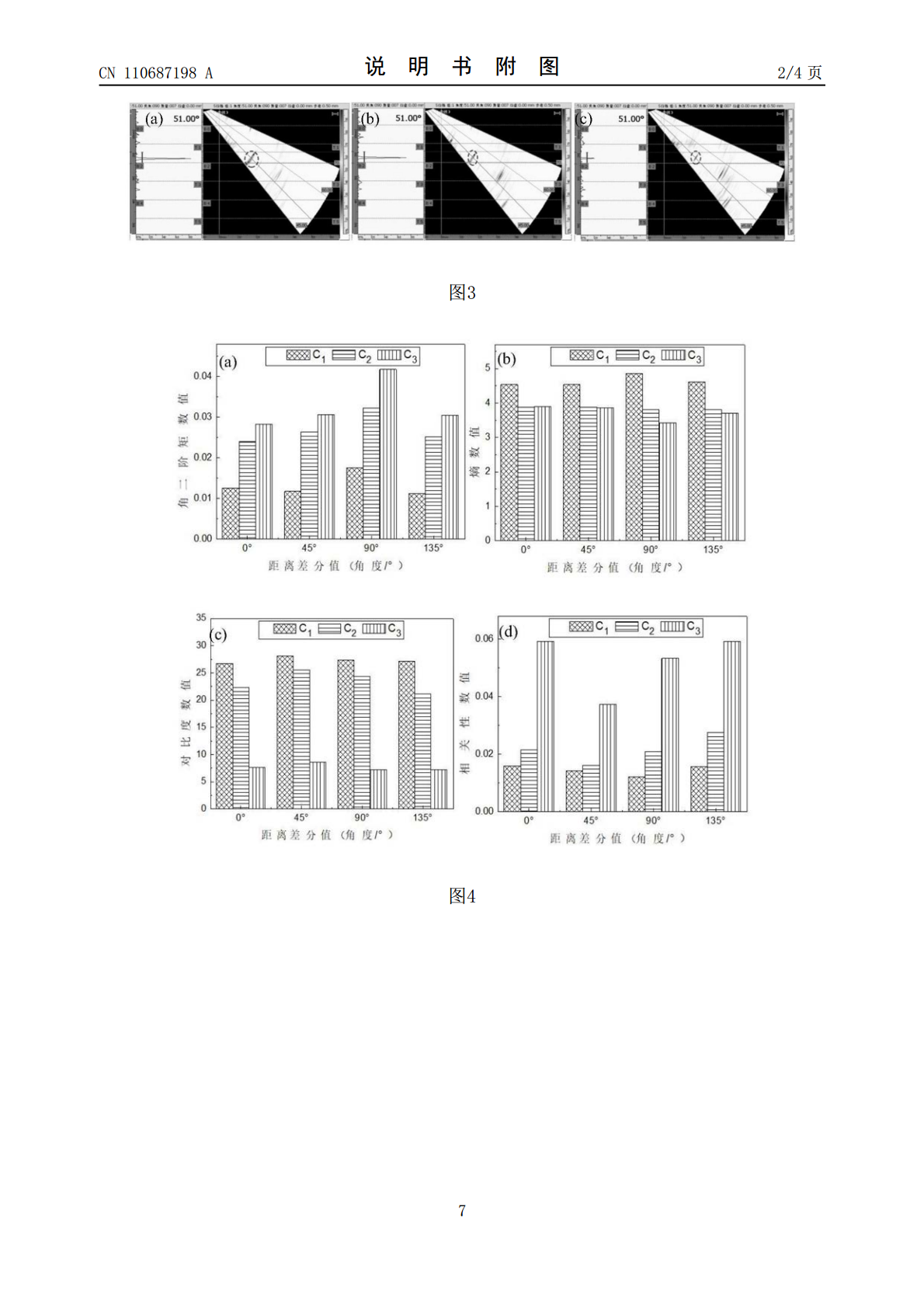
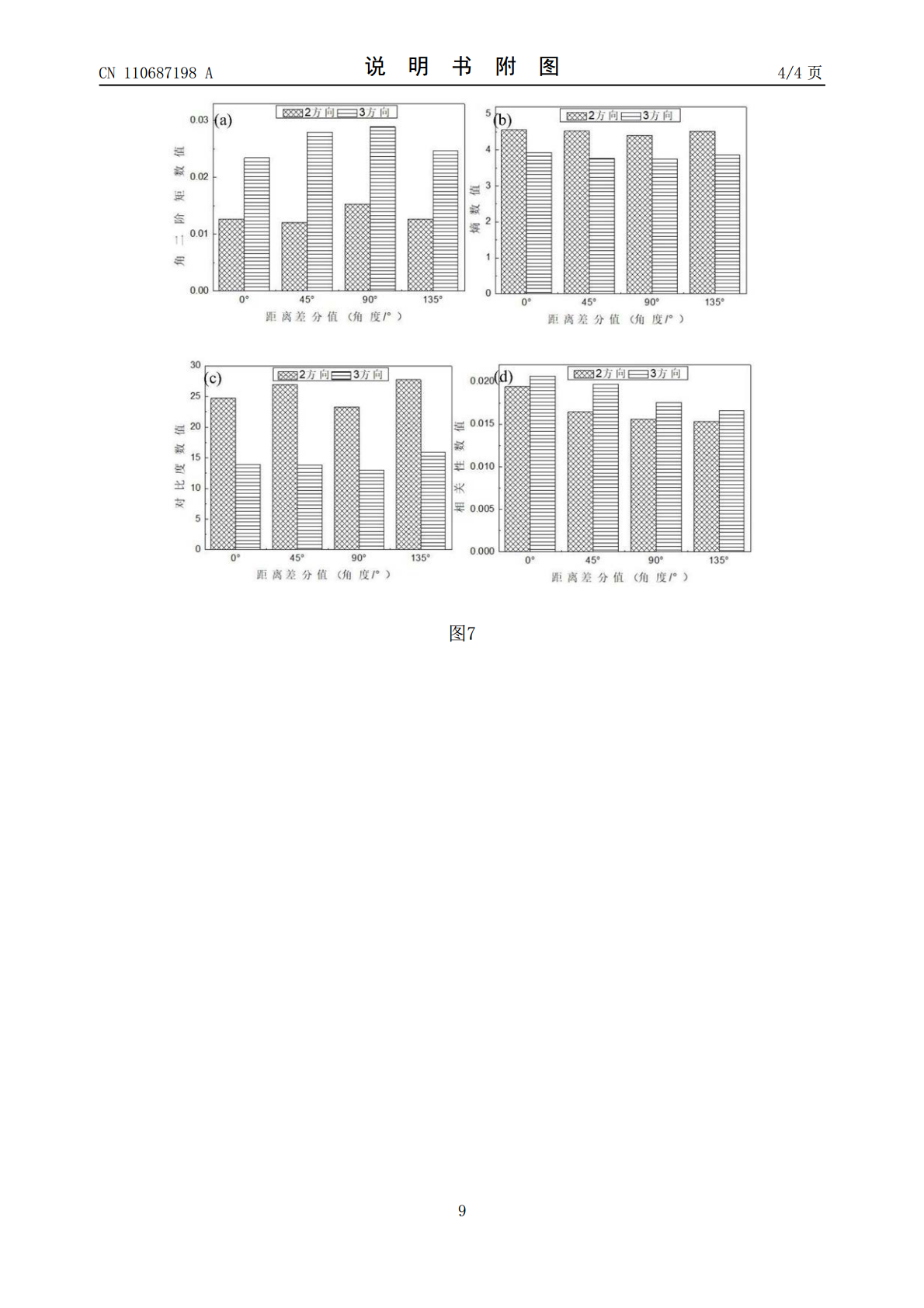
本发明提供了一种超声相控阵检测搅拌摩擦焊焊缝缺陷类型的检测方法,其属于焊接接头无损检测技术领域。该方法以铝合金为原材料,利用FSW得到对接焊缝,对焊缝中不同形态的未焊透及隧道孔缺陷,通过借助超声相控阵检测缺陷界面形态,并重点研究隧道孔界面不同方向的相控阵扇形扫查模式特点,最后结合纹理分析对于未焊透和隧道孔缺陷的不同形态进行了识别。本发明的优点在于:(1)检测方便、易操作。(2)检测效率高、可靠性强。综上可知,超声相控阵技术对于FSW焊缝检测优势明显,对于隧道孔定位准确,在细微尺寸缺陷的检测方面,即使缺陷界

搅拌摩擦焊焊缝超声TOFD检测与缺陷评估方法.docx
搅拌摩擦焊焊缝超声TOFD检测与缺陷评估方法搅拌摩擦焊是一种新型的焊接技术,通过加热材料并施加外力,使材料摩擦加热并发生塑性变形,最终在材料表面形成焊缝。相比于传统的焊接技术,搅拌摩擦焊具有焊接速度快、焊接强度高、不产生氧化物等优点。然而,搅拌摩擦焊的焊缝质量和完整性检测是实施该技术的关键问题之一。超声TOFD检测是一种常用的无损检测技术,可以完成搅拌摩擦焊的焊缝检测和缺陷评估任务,本文将对这些内容进行更详细的阐述。一、搅拌摩擦焊的基本原理搅拌摩擦焊的基本原理是利用机械摩擦和塑性变形产热,在材料表面形成均

基于超声相控阵的摩擦焊焊缝缺陷定量检测方法和系统.pdf
本发明公开了基于超声相控阵的搅拌摩擦焊焊缝缺陷定量检测方法和系统,利用超声相控阵仪对焊缝进行S扫描获得S扫描焊缝缺陷图像,对S扫描焊缝缺陷图像划分感兴趣目标区域,分别提取S扫描信号标尺以及S扫描信号图像并转化为灰度图,针对灰度图进行滤波以及二值化处理,提取S扫描信号标尺单位;保留S扫描信号的二值化处理后的图像中上下阈值范围内的点,确定这些点组成的图像的中心X像素坐标、Y像素坐标以及X方向最大像素值,分别将图像中心X像素坐标除以S扫描信号标尺单位,获得缺陷尺寸、缺陷等效长度以及缺陷等效宽度。本发明通过图像处

双轴肩搅拌摩擦焊缝相控阵超声检测方法.docx
双轴肩搅拌摩擦焊缝相控阵超声检测方法摘要:本文针对双轴肩搅拌摩擦焊缝的缺陷检测问题进行深入研究,提出了一种基于相控阵超声检测的方法。该方法可以有效地检测出焊缝的缺陷并进行定位,提高焊接质量和可靠性。本文介绍了双轴肩搅拌摩擦焊的工艺过程和焊缝结构特点,详细阐述了相控阵超声检测的理论原理和技术实现。通过实验验证了该方法的可行性和有效性。关键词:双轴肩搅拌摩擦焊;相控阵超声;焊缝缺陷检测1.引言双轴肩搅拌摩擦焊是一种新兴的焊接工艺,具有高接头质量、无烟尘、无辐射、无污染等优点,广泛应用于汽车、航空航天、海洋工程

搅拌摩擦焊的缺陷类型及其检测技术探析.docx
搅拌摩擦焊的缺陷类型及其检测技术探析摩擦焊是一种固态焊接方法,其中热以机械能的形式由摩擦制造而成,从而消除了熔化过程,达到了低热输入的目的。其中的搅拌摩擦焊技术通常被用于更大型和更复杂的零件焊接,比如飞机和火箭部件。但是这种独特的制造方法也会带来一些缺陷,本文将探讨这些缺陷以及检测技术。1.缺陷类型1.1毛刺毛刺是指在焊缝旁边生成的细小金属碎屑,它可能由于粒度不一或不均匀的盘条而形成。它们发生在焊缝中心线两侧的焊缝周围,通常通过切割和研磨来进行去除。1.2翘曲焊接过程中,在微观层面上可能会发生频繁的热膨胀