
一种辊-带式铝锭连续铸造装置及铸造工艺.pdf

婀娜****aj

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种辊-带式铝锭连续铸造装置及铸造工艺.pdf
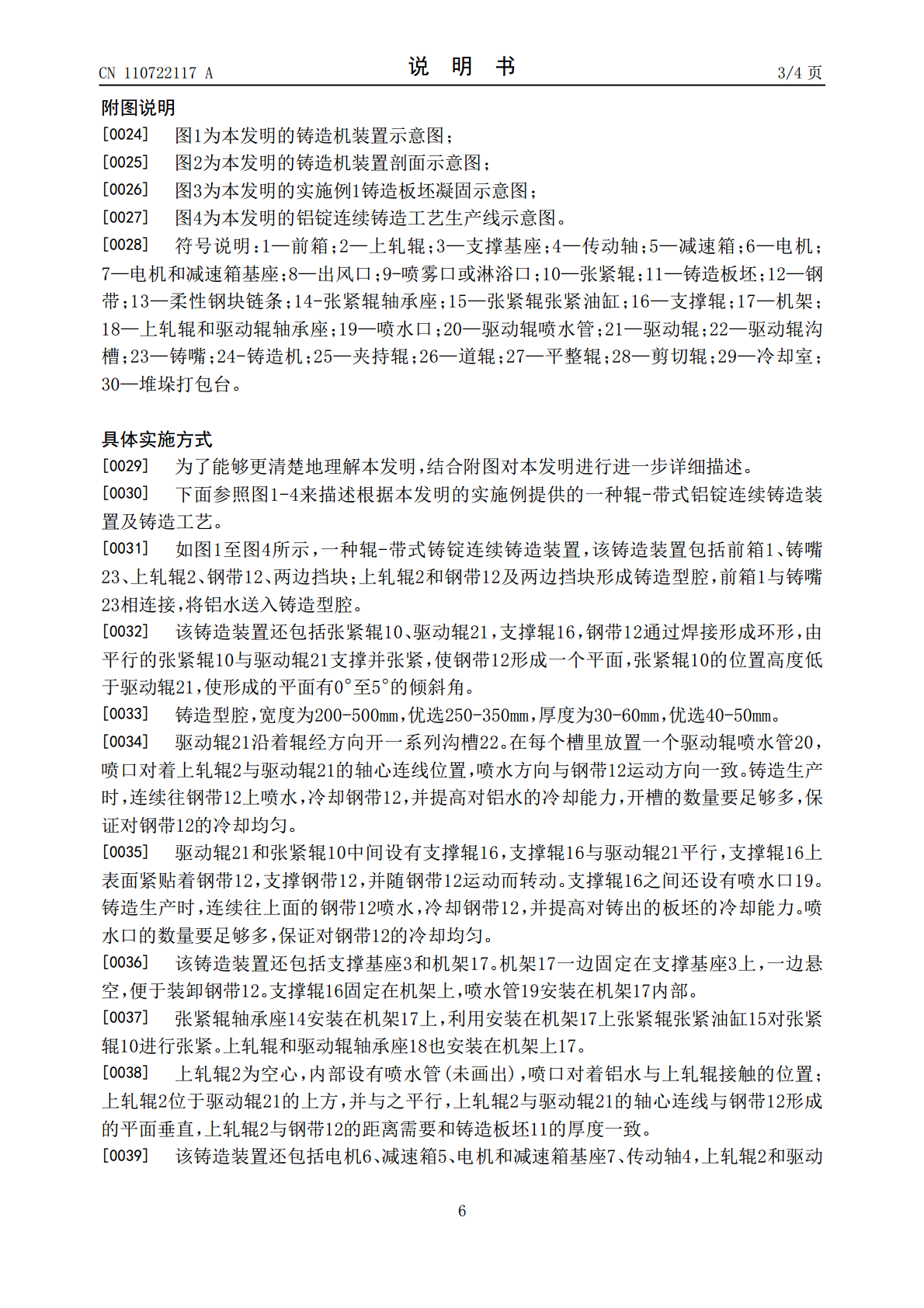
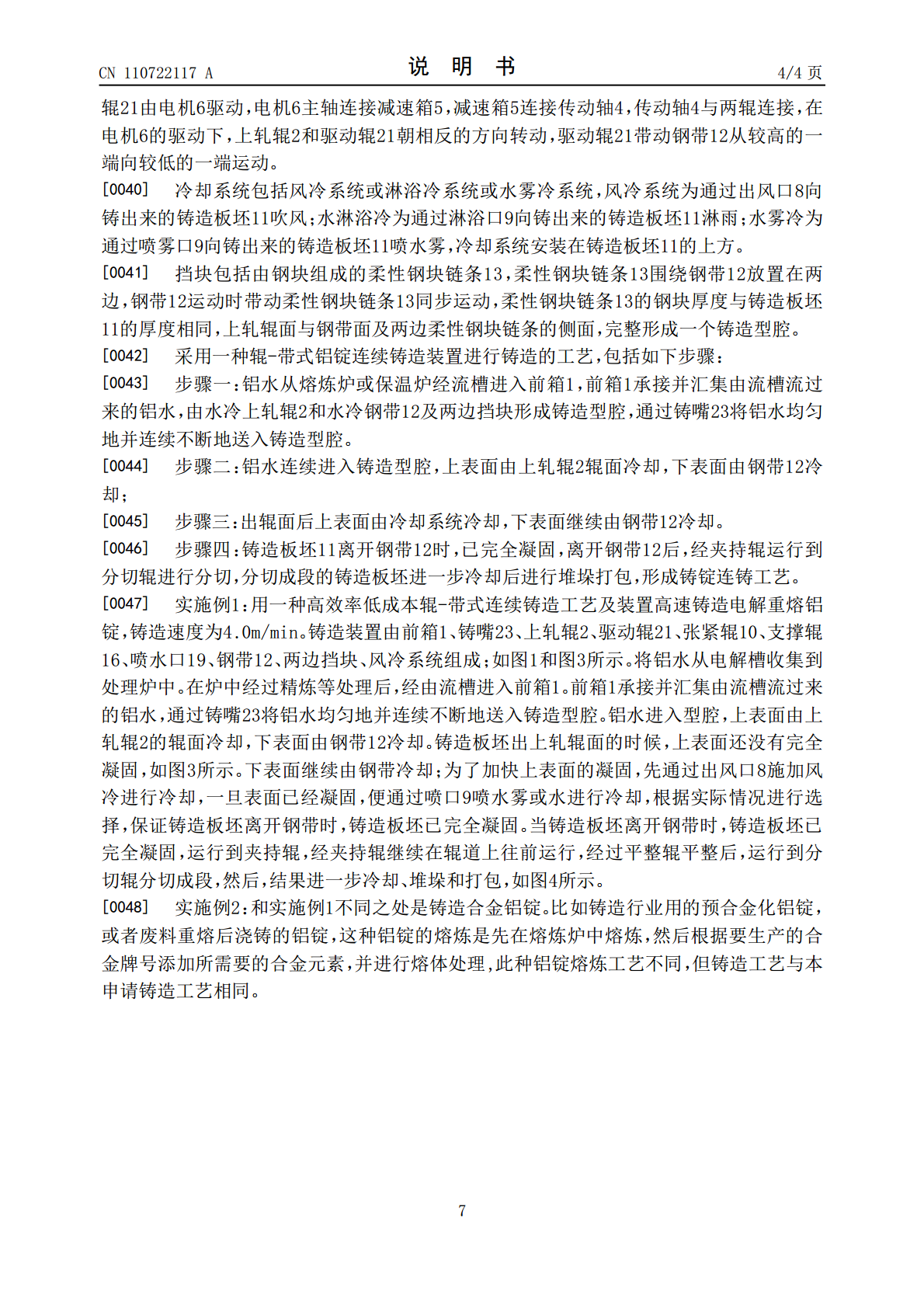
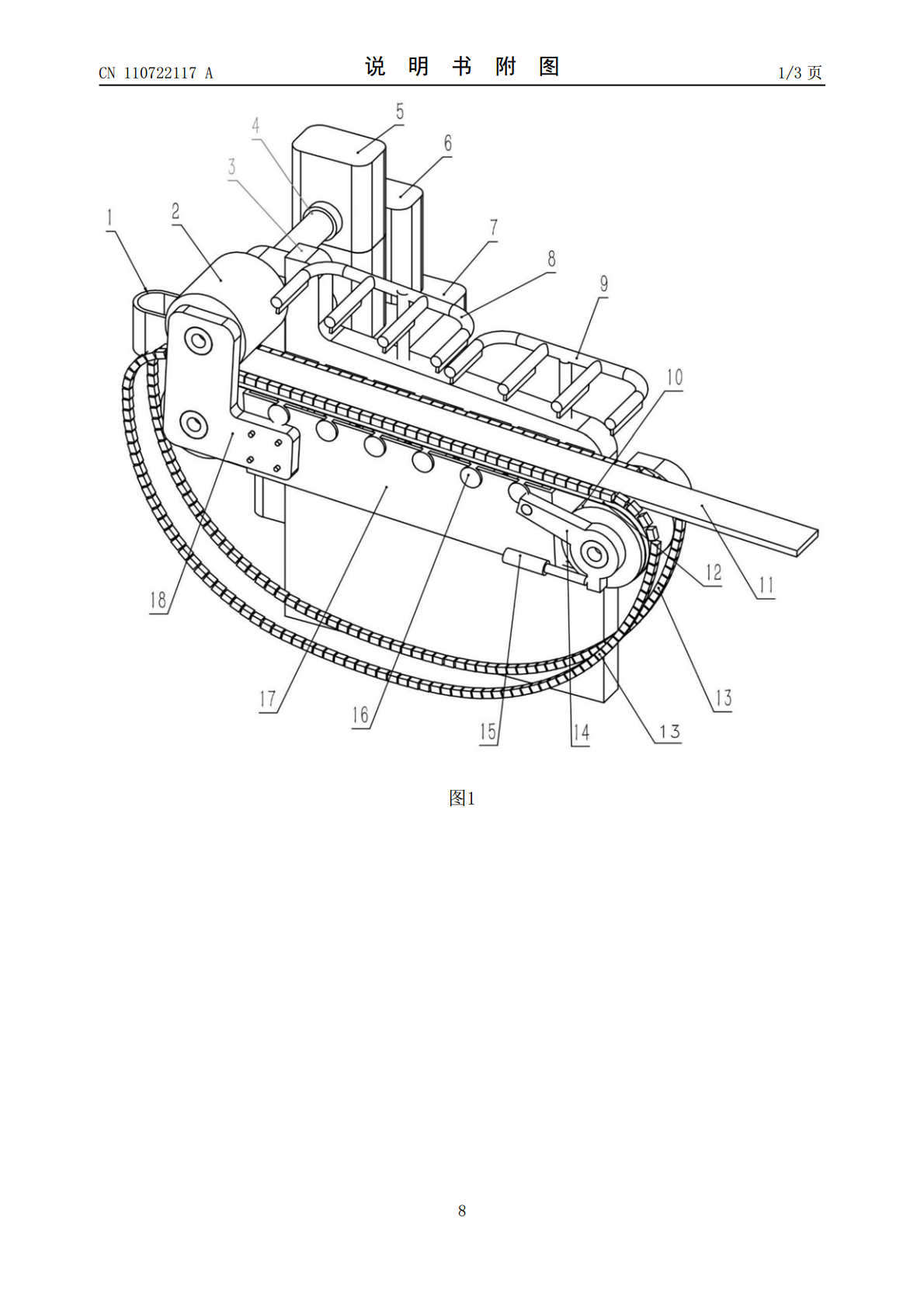
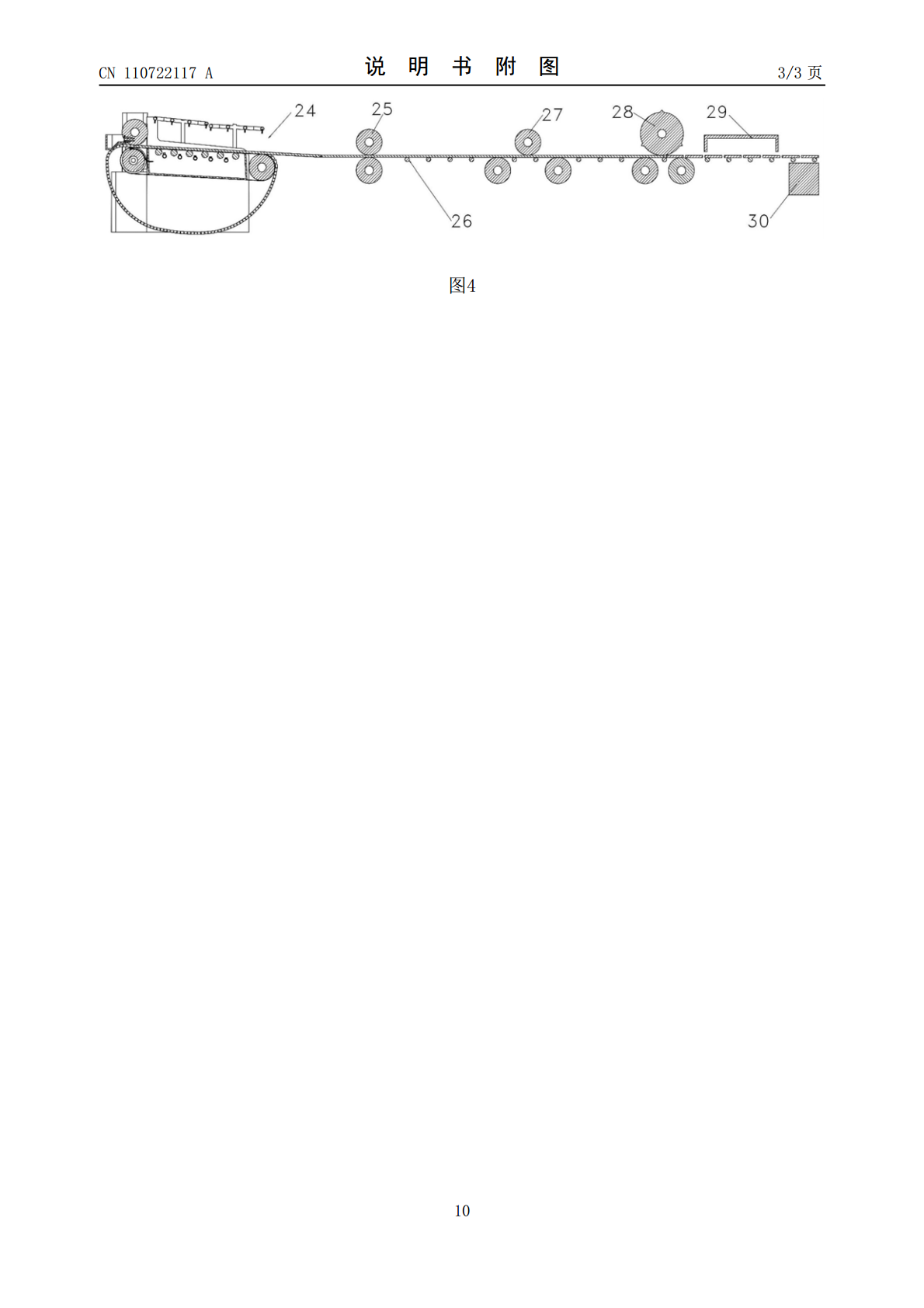
本发明公开一种辊‑带式铝锭连续铸造装置及铸造工艺,该装置包括前箱、铸嘴、上轧辊、钢带、两边挡块,上轧辊和钢带及两边挡块形成铸造型腔。该铸造工艺包括:一:铝水从熔炼炉或保温炉经流槽进入前箱,前箱承接并汇集由流槽流过来的铝水,由水冷上轧辊和水冷钢带及两边挡块形成铸造型腔,通过铸嘴将铝水送入铸造型腔;二:铝水连续进入铸造型腔,上表面由上轧辊辊面冷却,下表面由钢带冷却;三:出辊面后上表面由冷却系统冷却,下表面继续由钢带冷却;四:铸造板坯离开钢带时,已完全凝固,离开钢带后,经夹持辊运行到分切辊进行分切,分切成段的铸
一种辊-带式连续铸造装置及铸造工艺.pdf
本发明公开了一种辊‑带式连续铸造装置及铸造工艺,铸造装置包括前箱、铸嘴、上轧辊、钢带、两边挡块,上轧辊和钢带及两边挡块形成铸造型腔,前箱与铸嘴相连接,将铝水送入铸造型腔。铸造工艺包括:一:铝水从熔炼炉或保温炉经流槽进入前箱,前箱承接并汇集由流槽流过来的铝水,由水冷上轧辊和水冷钢带及两边挡块形成铸造型腔,通过铸嘴将铝水送入铸造型腔;二:铝水连续进入铸造型腔,上表面由上轧辊面冷却,下表面由钢带冷却;三:出辊面后上表面由空气冷却或冷却系统冷却,下表面继续由钢带冷却;四:铸造板坯离开钢带时,已完全凝固,离开钢带后

用于铝锭连续铸造生产线可缓冲双列辊式扶锭装置.pdf
用于铝锭连续铸造生产线可缓冲双列辊式扶锭装置,铝锭(12)在铸模(16)中随铸模沿着大链轮(17)上升,然后向下回转,当下降到低于水平位置一个铸模后,敲击装置敲击铸模,使铝锭从铸模中脱离,落在双列扶锭辊(25)上,随铸模一起继续向下移动,直至铝锭平稳缓慢地移动到接锭装置的接锭板上,利用弹簧作为缓冲元件,当遇到边沿较厚的铸模(16)或较厚的铝锭(12)时,扶锭臂(1)向左移动,压缩缓冲弹簧(22)收缩,当边沿较厚的铸模(16)或较厚的铝锭(12)旋转推出扶锭臂(1)后,在缓冲弹簧(22)的作用下,使扶锭臂(
一种铝锭生产铸造工艺.pdf
本发明公开了一种铝锭生产铸造工艺,混合炉的侧壁安装有气泵,气泵的内端连接有进气管,进气管的内部连接有点火器,顶板的上端面安装有驱动机、注料管和溶剂管,驱动机的下端转动连接有驱动轴,驱动轴通过联轴器连接有传动轴,搅拌杆的外端固定安装有搅拌块,连接筒的外端固定连接有滑块,混合炉下端中心处开设有炉眼,炉眼的下端连接有流槽,且炉眼通过流槽连接有铸造装置,托辊之间连接有皮带,底板的上端面固定安装有电机,电机的输出端转动连接有电机轴,电机轴通过链条与托辊相连接,支柱的上端固定安装有铸模,支架的内顶壁安装有打印机,本发
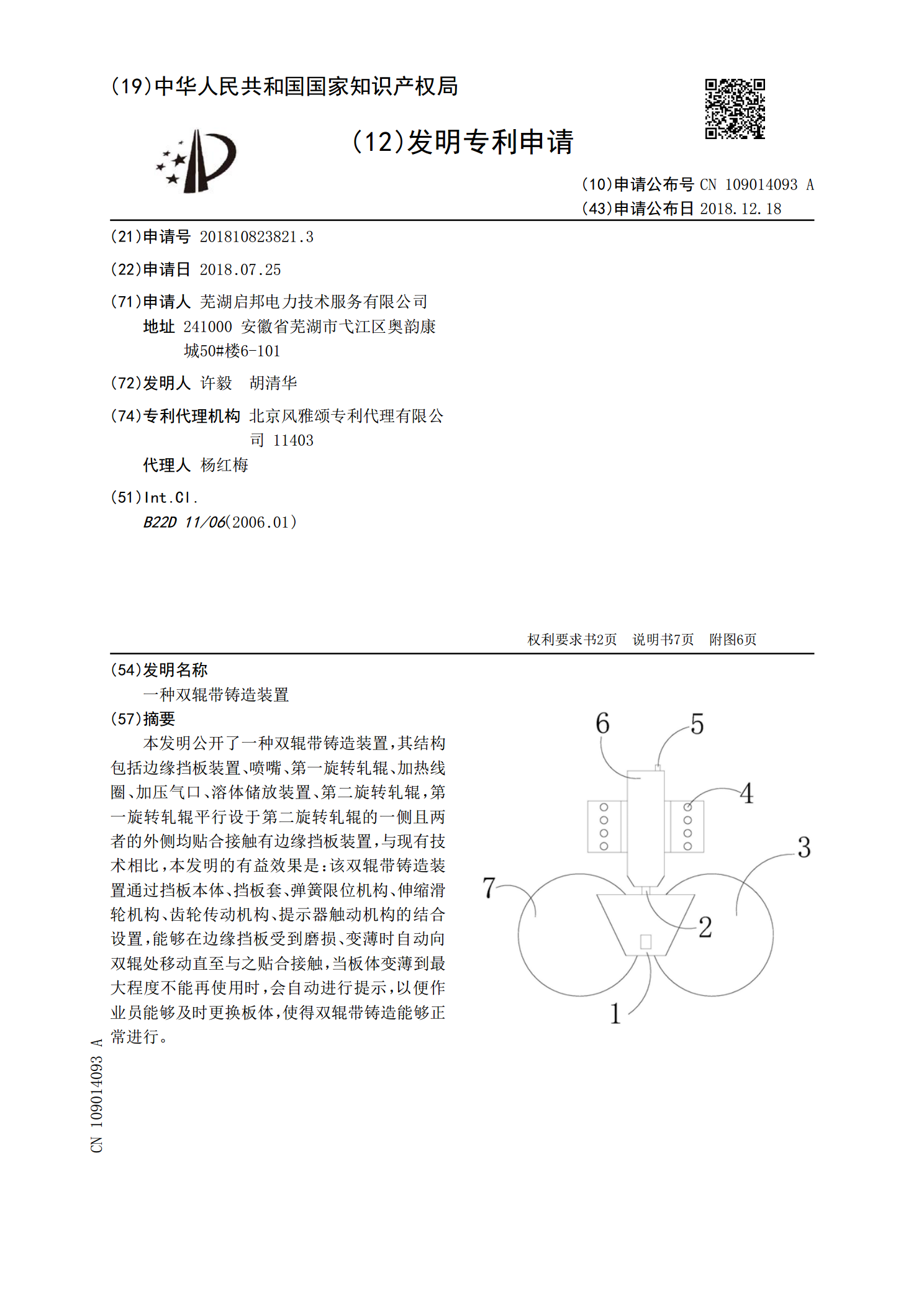
一种双辊带铸造装置.pdf
本发明公开了一种双辊带铸造装置,其结构包括边缘挡板装置、喷嘴、第一旋转轧辊、加热线圈、加压气口、溶体储放装置、第二旋转轧辊,第一旋转轧辊平行设于第二旋转轧辊的一侧且两者的外侧均贴合接触有边缘挡板装置,与现有技术相比,本发明的有益效果是:该双辊带铸造装置通过挡板本体、挡板套、弹簧限位机构、伸缩滑轮机构、齿轮传动机构、提示器触动机构的结合设置,能够在边缘挡板受到磨损、变薄时自动向双辊处移动直至与之贴合接触,当板体变薄到最大程度不能再使用时,会自动进行提示,以便作业员能够及时更换板体,使得双辊带铸造能够正常进行