
3D陶瓷后盖及其制备方法.pdf

又珊****ck


1/9

2/9
3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
3D陶瓷后盖及其制备方法.pdf
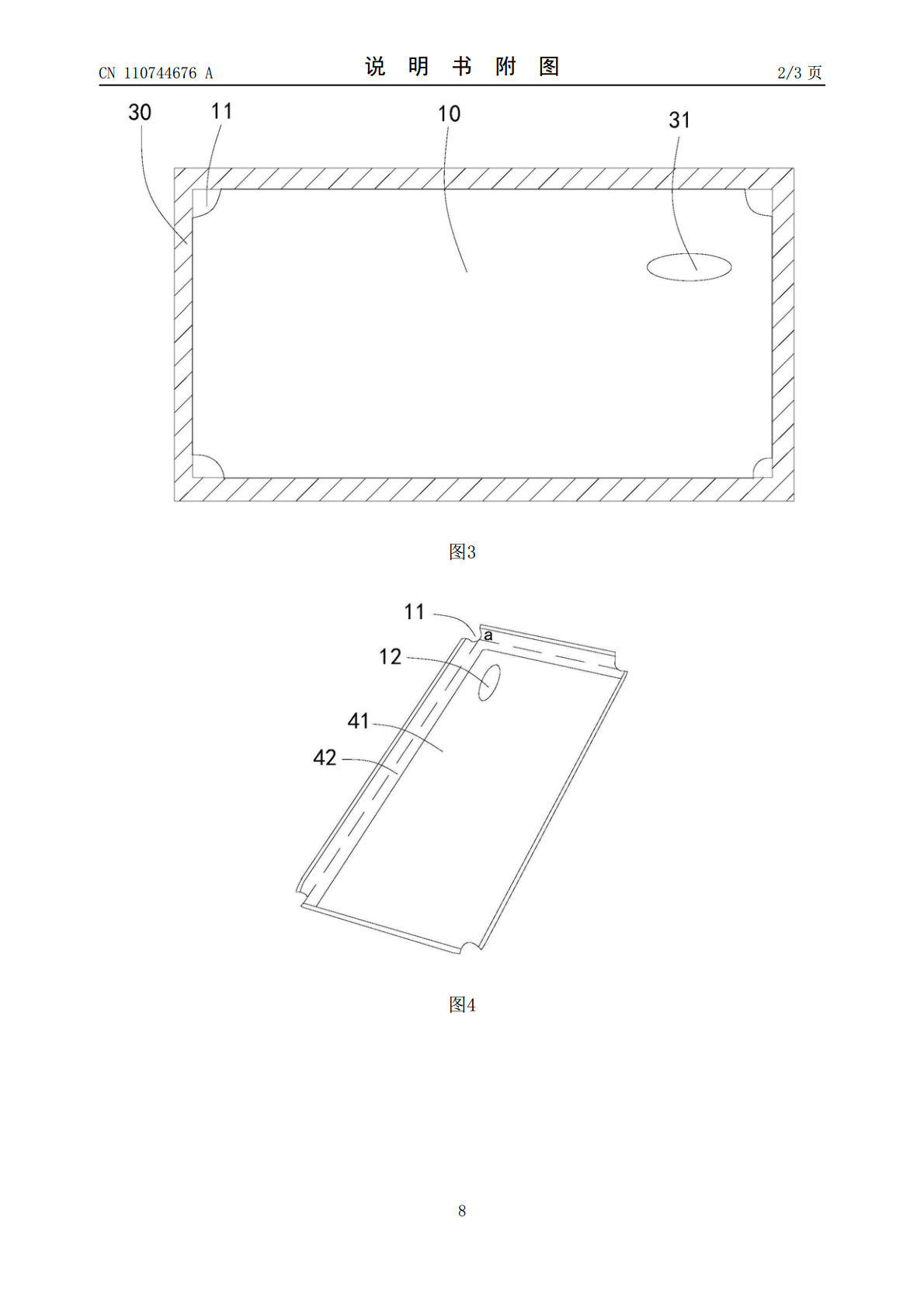
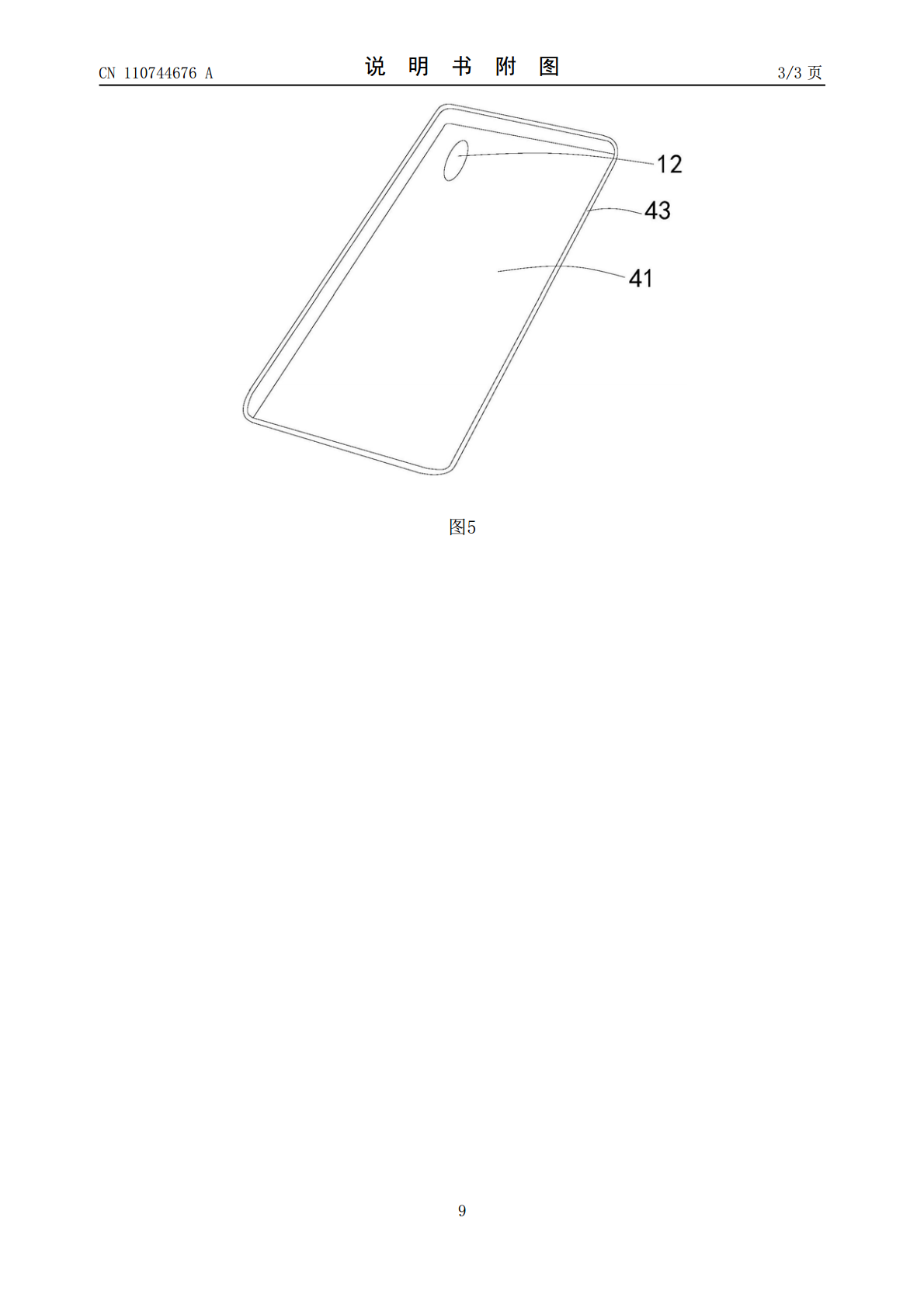
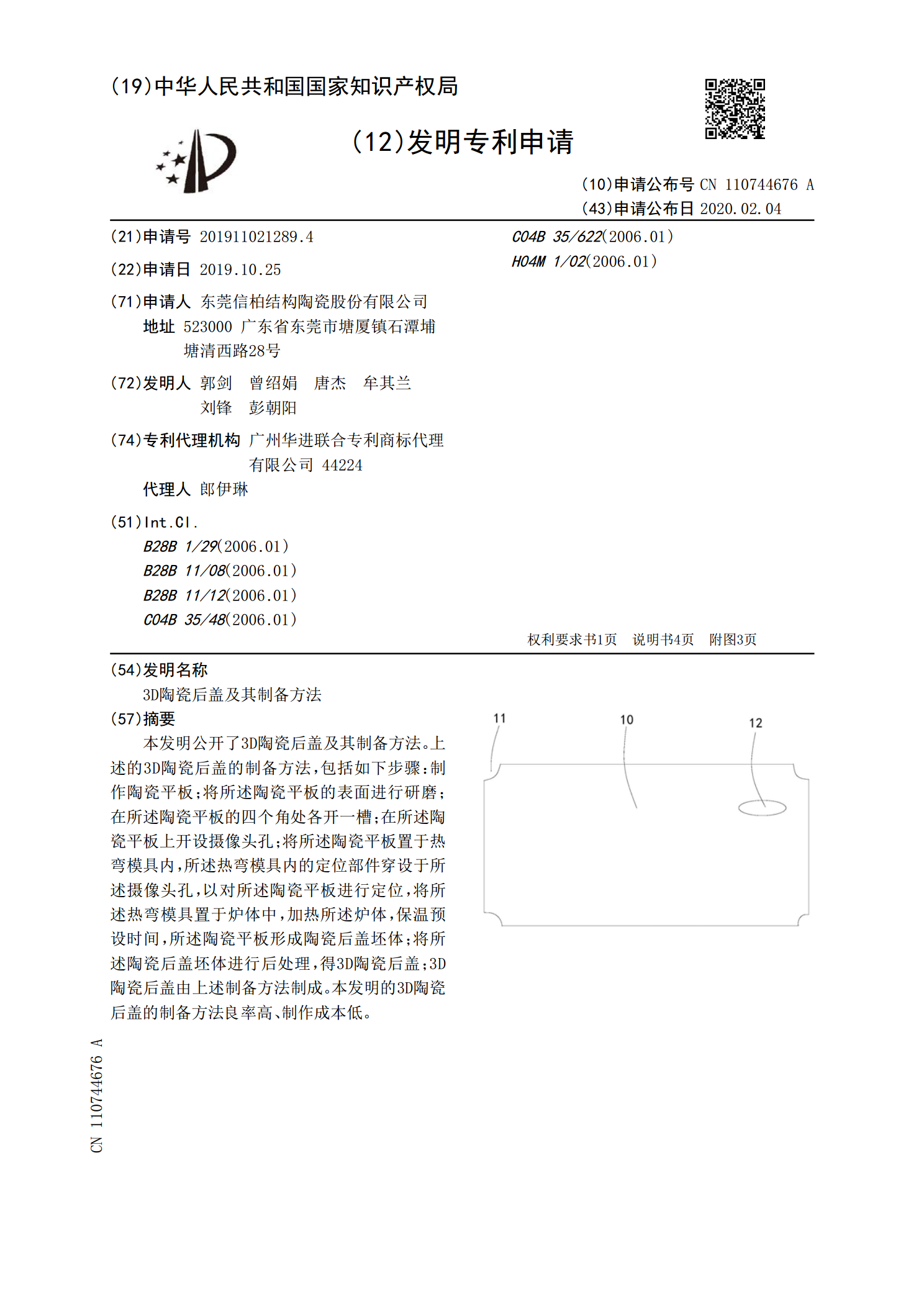
本发明公开了3D陶瓷后盖及其制备方法。上述的3D陶瓷后盖的制备方法,包括如下步骤:制作陶瓷平板;将所述陶瓷平板的表面进行研磨;在所述陶瓷平板的四个角处各开一槽;在所述陶瓷平板上开设摄像头孔;将所述陶瓷平板置于热弯模具内,所述热弯模具内的定位部件穿设于所述摄像头孔,以对所述陶瓷平板进行定位,将所述热弯模具置于炉体中,加热所述炉体,保温预设时间,所述陶瓷平板形成陶瓷后盖坯体;将所述陶瓷后盖坯体进行后处理,得3D陶瓷后盖;3D陶瓷后盖由上述制备方法制成。本发明的3D陶瓷后盖的制备方法良率高、制作成本低。
手机3D陶瓷后盖专用磨床及其研磨方法.pdf
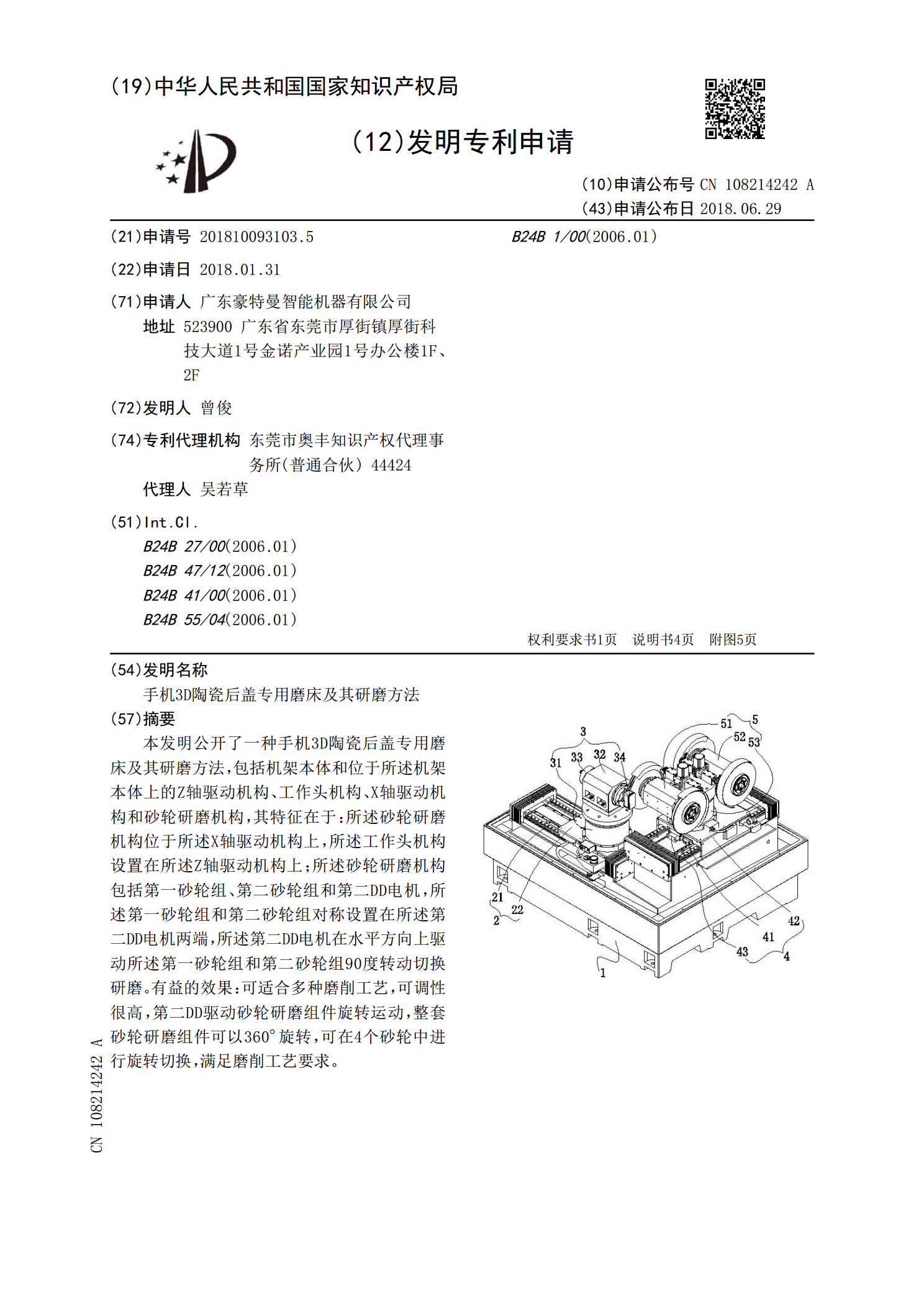
本发明公开了一种手机3D陶瓷后盖专用磨床及其研磨方法,包括机架本体和位于所述机架本体上的Z轴驱动机构、工作头机构、X轴驱动机构和砂轮研磨机构,其特征在于:所述砂轮研磨机构位于所述X轴驱动机构上,所述工作头机构设置在所述Z轴驱动机构上;所述砂轮研磨机构包括第一砂轮组、第二砂轮组和第二DD电机,所述第一砂轮组和第二砂轮组对称设置在所述第二DD电机两端,所述第二DD电机在水平方向上驱动所述第一砂轮组和第二砂轮组90度转动切换研磨。有益的效果:可适合多种磨削工艺,可调性很高,第二DD驱动砂轮研磨组件旋转运动,整套

一种陶瓷手机后盖及其制备方法.pdf
本发明公开了一种陶瓷手机后盖的制备方法,包括:(1)用溶剂将氧化钇稳定的氧化锆粉体、氧化铝粉体配成悬浊液;(2)取掺杂改性的氧化钇稳定的氧化锆粉体或者掺杂改性的氧化铝粉体,放于模具中干压成型,成型之后放入冷等静压机中进行等静压,得到陶瓷坯体;(3)陶瓷坯体直接放入烧结炉中进行低温常压烧结,得到陶瓷预烧结体;(4)将陶瓷预烧结体放入热等静压烧结炉中二次烧结,得到致密的陶瓷体;(5)将陶瓷体进行CNC外形加工、粗磨、精磨、抛光,得到陶瓷手机后盖。相应的,本发明还公开一种采用上述方法制得的陶瓷手机后盖。采用本发

手机3D陶瓷后盖专用立式磨床及其磨削方法.pdf
本发明公开了手机3D陶瓷后盖专用立式磨床及其磨削方法,包括本体、立柱、砂轮和工作台,所述立柱固定在所述本体上,所述砂轮通过Z轴驱动机构设置在所述立柱上,所述砂轮水平方向旋转设置,所述本体上设置有沿X轴和Y轴运动的工作台,所述工作台上设有水平方向转动的DD电机,所述DD电机位于所述砂轮下方,所述DD电机上设有安装夹具的法兰,在本体内设有控制部分,控制部分与X轴驱动机构、Y轴驱动机构、Z轴驱动机构和DD电机进行电连接。DD电机、Z轴驱动机构、X轴驱动机构和Y轴驱动机构实现4轴联动的环形磨削,不仅可以磨削普通手
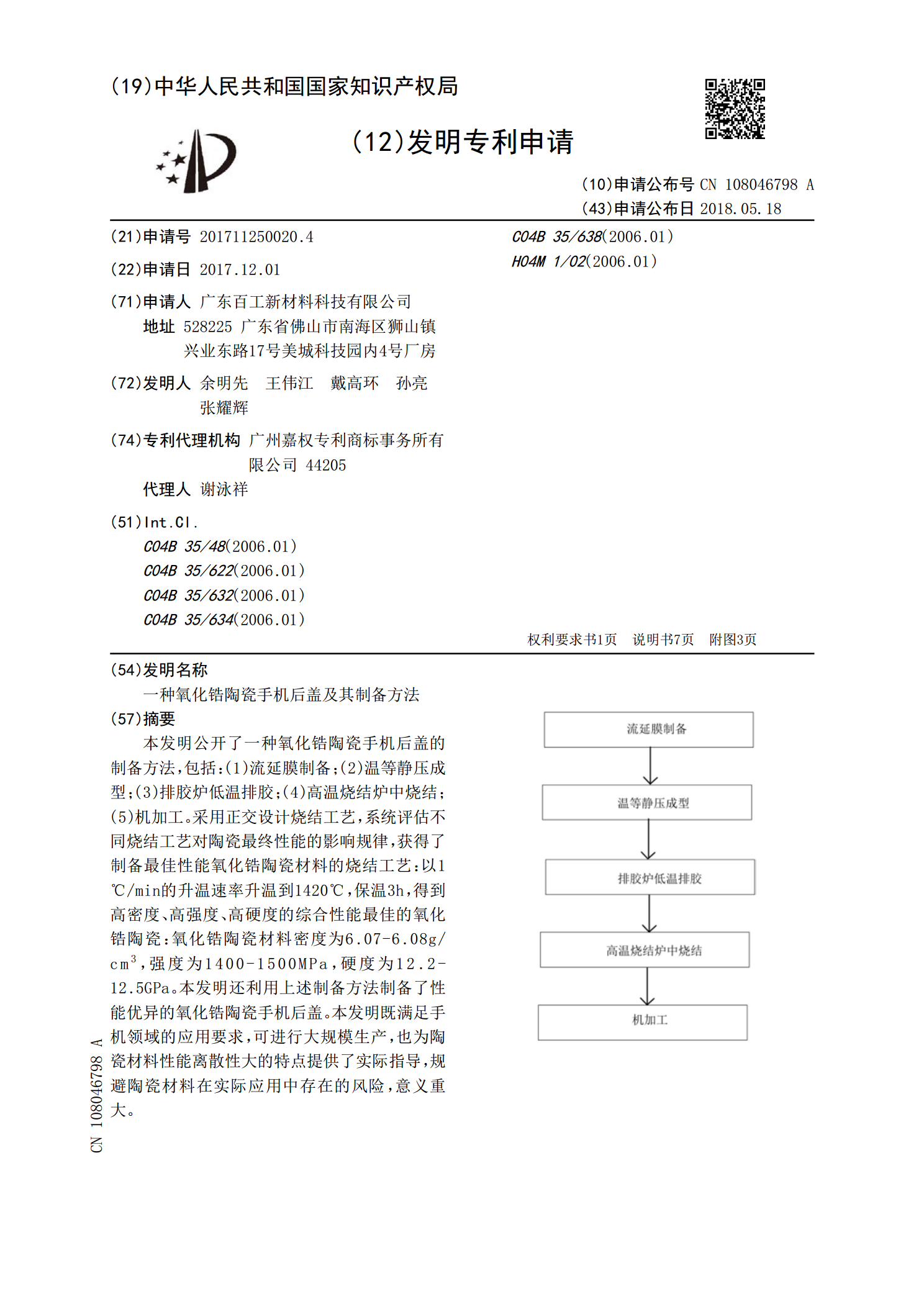
一种氧化锆陶瓷手机后盖及其制备方法.pdf
本发明公开了一种氧化锆陶瓷手机后盖的制备方法,包括:(1)流延膜制备;(2)温等静压成型;(3)排胶炉低温排胶;(4)高温烧结炉中烧结;(5)机加工。采用正交设计烧结工艺,系统评估不同烧结工艺对陶瓷最终性能的影响规律,获得了制备最佳性能氧化锆陶瓷材料的烧结工艺:以1℃/min的升温速率升温到1420℃,保温3h,得到高密度、高强度、高硬度的综合性能最佳的氧化锆陶瓷:氧化锆陶瓷材料密度为6.07‑6.08g/cm