
一种炭素罐式煅烧炉烧穿熔洞热态修补装置及修补方法.pdf

论文****可爱

1/10

2/10
3/10

4/10

5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种炭素罐式煅烧炉烧穿熔洞热态修补装置及修补方法.pdf
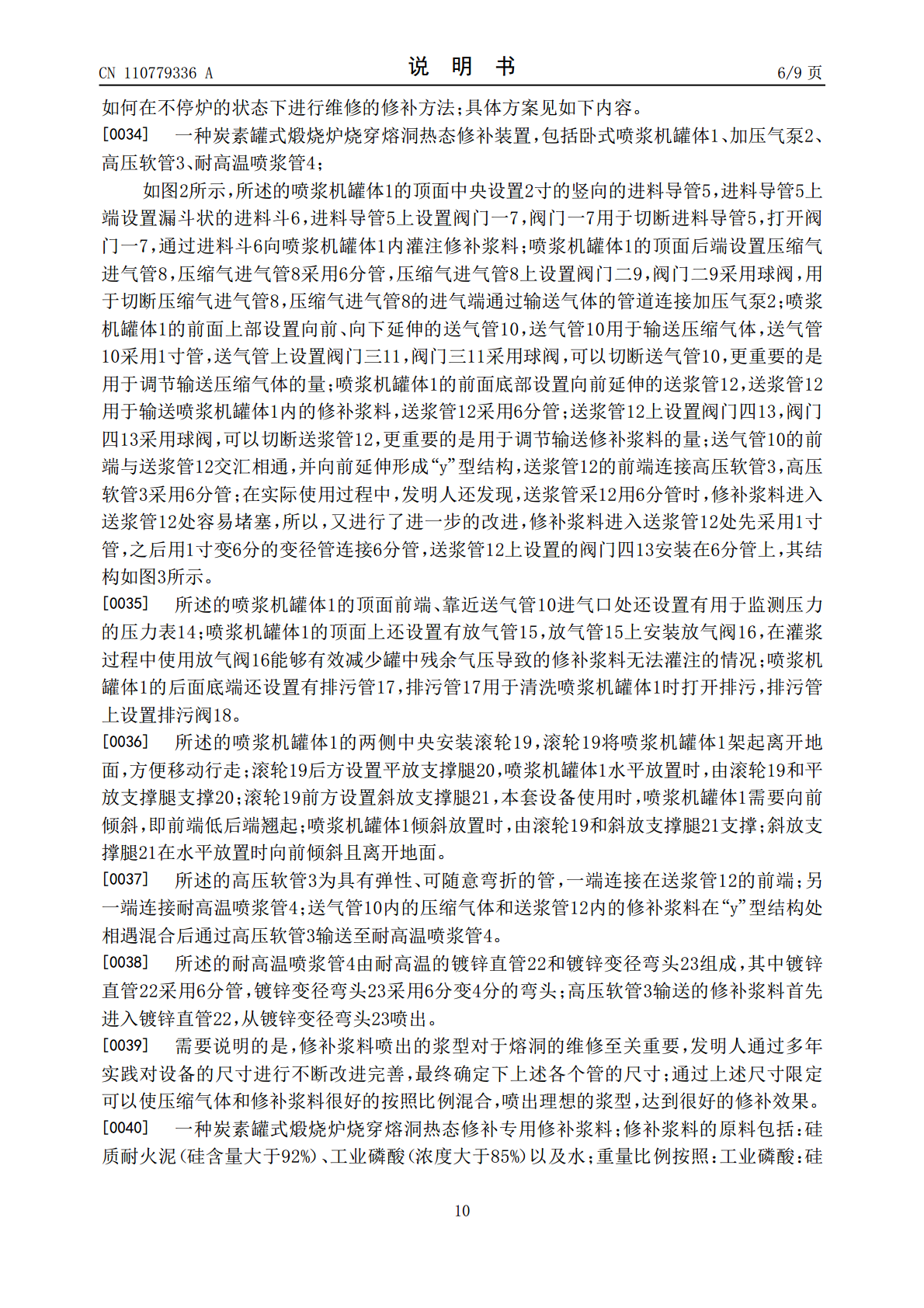
本发明公开了一种炭素罐式煅烧炉烧穿熔洞热态修补装置及修补方法,包括一套修补装置、一种修补用的专用修补浆料、以及应用该套装置具体如何在不停炉的状态下进行维修的修补方法;本发明通过整套维修设备,通过水冷加风冷的原理,解决了罐内高温施工的难题,主要针对各类大小熔洞在不停炉的状态下进行维修,当天维修当天即可加料恢复生产,待罐壁维修完成,火道内负压增大,堵塞的物料随之被抽走或氧化燃烧,火道畅通后温度也随即提升,整组温度提升后,整台炉的炉温也得到提升,生产恢复正常;本方法的费用仅为停炉替换硅砖的一半,相比价格昂贵的重
一种罐式煅烧炉修补设备.pdf
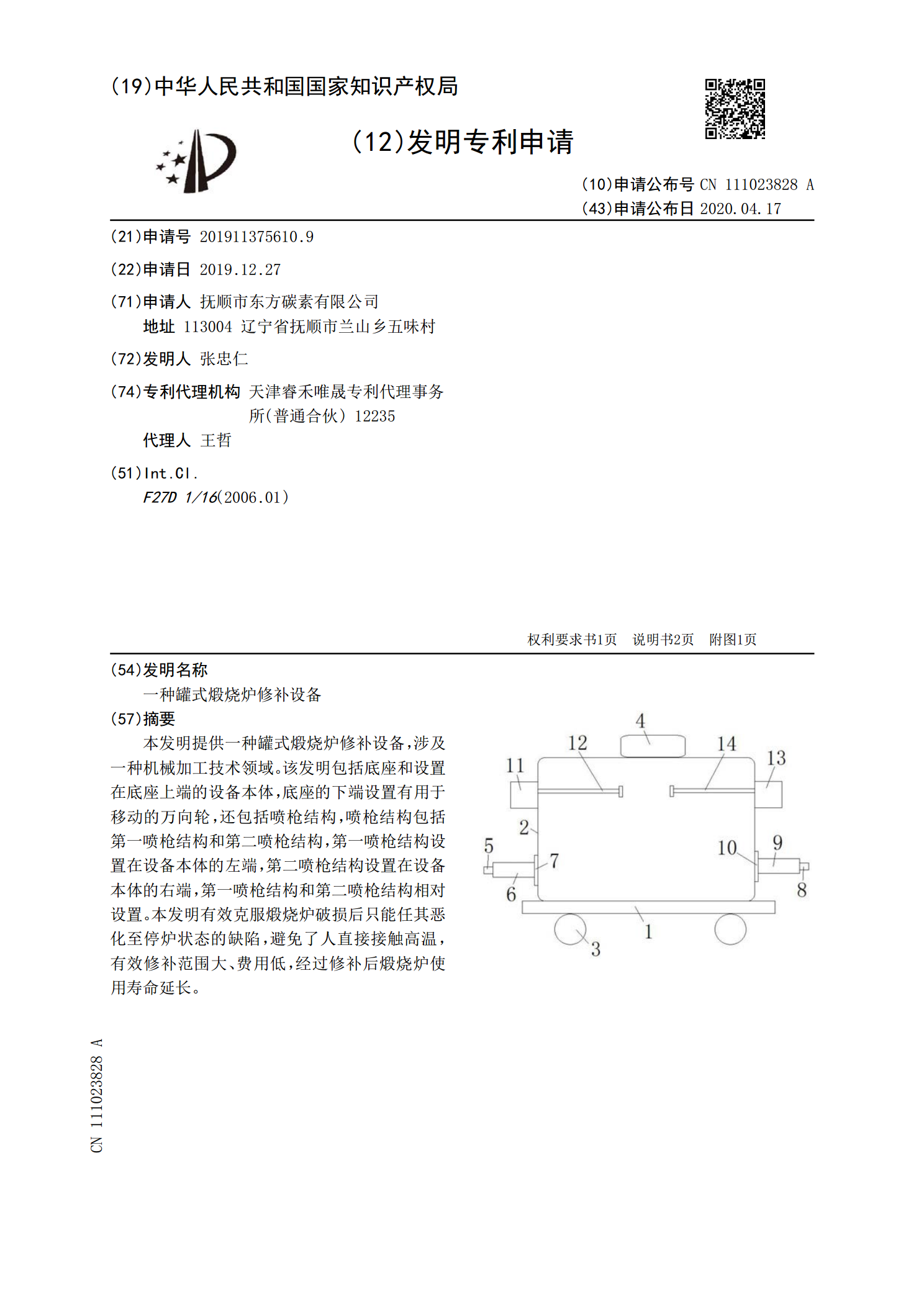
本发明提供一种罐式煅烧炉修补设备,涉及一种机械加工技术领域。该发明包括底座和设置在底座上端的设备本体,底座的下端设置有用于移动的万向轮,还包括喷枪结构,喷枪结构包括第一喷枪结构和第二喷枪结构,第一喷枪结构设置在设备本体的左端,第二喷枪结构设置在设备本体的右端,第一喷枪结构和第二喷枪结构相对设置。本发明有效克服煅烧炉破损后只能任其恶化至停炉状态的缺陷,避免了人直接接触高温,有效修补范围大、费用低,经过修补后煅烧炉使用寿命延长。
罐式煅烧炉陶瓷焊补料及修补罐式煅烧炉的方法.pdf
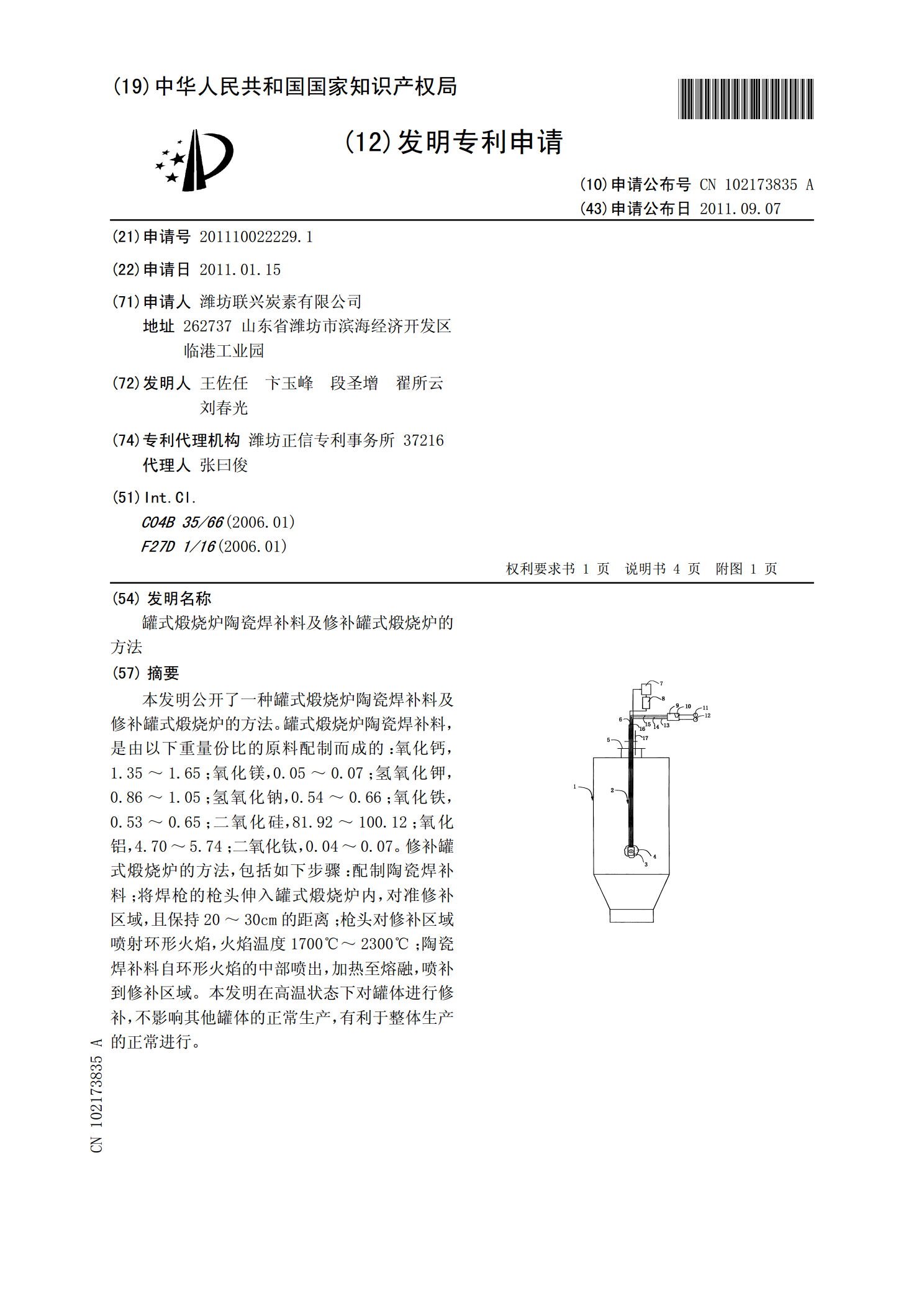
本发明公开了一种罐式煅烧炉陶瓷焊补料及修补罐式煅烧炉的方法。罐式煅烧炉陶瓷焊补料,是由以下重量份比的原料配制而成的:氧化钙,1.35~1.65;氧化镁,0.05~0.07;氢氧化钾,0.86~1.05;氢氧化钠,0.54~0.66;氧化铁,0.53~0.65;二氧化硅,81.92~100.12;氧化铝,4.70~5.74;二氧化钛,0.04~0.07。修补罐式煅烧炉的方法,包括如下步骤:配制陶瓷焊补料;将焊枪的枪头伸入罐式煅烧炉内,对准修补区域,且保持20~30cm的距离;枪头对修补区域喷射环形火焰,火焰
一种破损料罐热态修补方法.pdf
本发明涉及一种修补方法,尤其涉及一种炭素行业生产铝用阳极在罐式炉煅烧车间的破损料罐热态修补方法。一种破损料罐热态修补方法,用和泥机将热补所需原材料均匀和成泥浆,送至喷浆机内;同时压缩空气送入喷浆机内,喷浆机出口与热补喷管连通,喷浆机输出的泥浆流量通过喷浆机出口的阀门控制,热补喷管将泥浆喷在需要进行修补地位置。本发明的优点:在保证其他料罐正常生产的情况下,对需热补的料罐进行热态修补,该本发明操作简单方便,而且能有效修补罐壁破损之处,防止破损点蔓延导致整台炉子停炉,是一种经济安全的罐式炉热补方法。
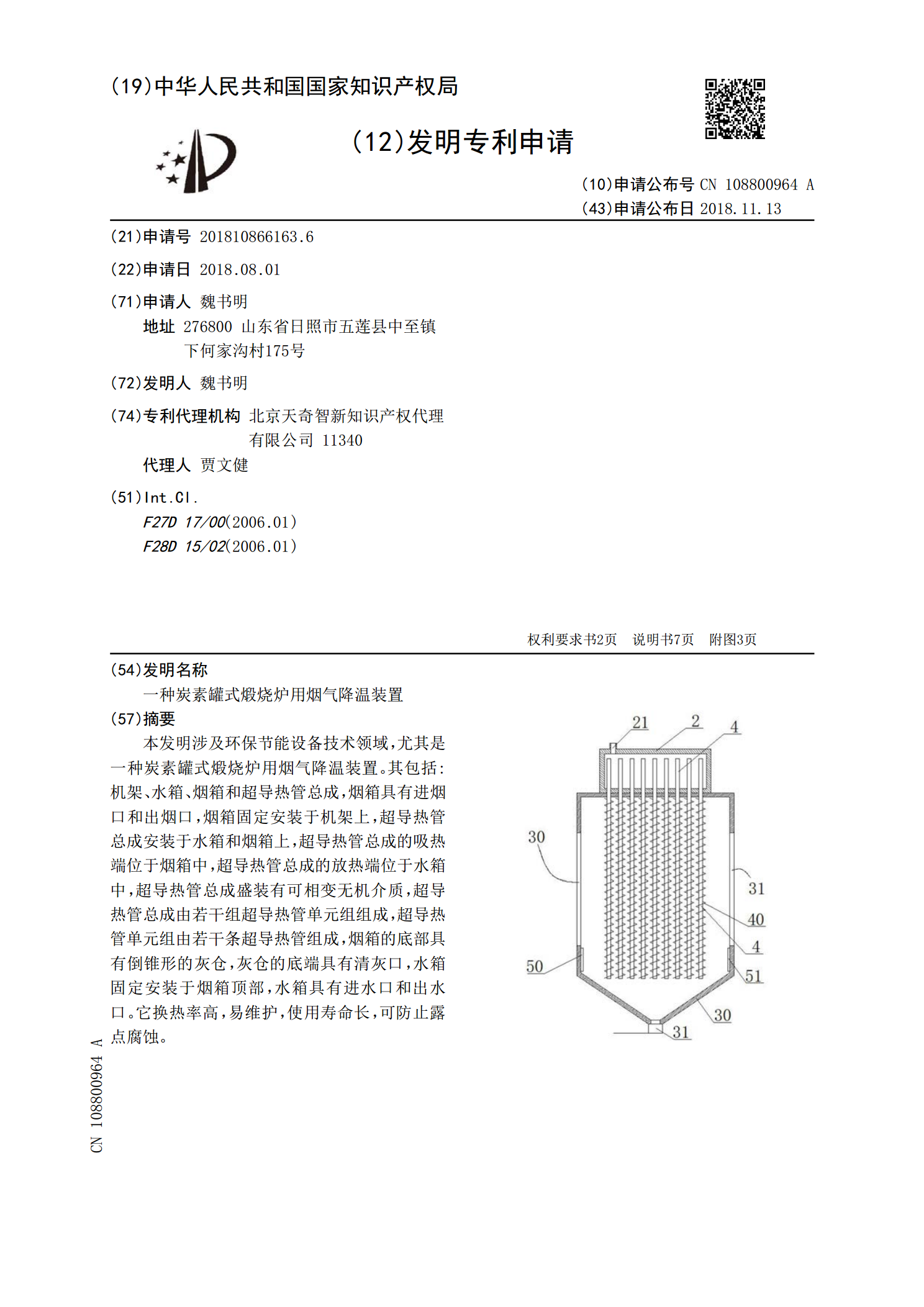
一种炭素罐式煅烧炉用烟气降温装置.pdf
本发明涉及环保节能设备技术领域,尤其是一种炭素罐式煅烧炉用烟气降温装置。其包括:机架、水箱、烟箱和超导热管总成,烟箱具有进烟口和出烟口,烟箱固定安装于机架上,超导热管总成安装于水箱和烟箱上,超导热管总成的吸热端位于烟箱中,超导热管总成的放热端位于水箱中,超导热管总成盛装有可相变无机介质,超导热管总成由若干组超导热管单元组组成,超导热管单元组由若干条超导热管组成,烟箱的底部具有倒锥形的灰仓,灰仓的底端具有清灰口,水箱固定安装于烟箱顶部,水箱具有进水口和出水口。它换热率高,易维护,使用寿命长,可防止露点腐蚀。