
转底炉预制炉顶的集成安装方法.pdf

是你****芹呀


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

转底炉预制炉顶的集成安装方法.pdf
本发明涉及冶金施工领域,具体是转底炉预制炉顶的集成安装方法,其特征是:包括步骤1、施工准备;步骤2、拼装平台制作;步骤3、预制炉顶炉壳拼装;步骤4、安装锚固砖卡件;步骤5、铺设陶瓷纤维毯;步骤6、铺设锚固砖;步骤7、支设模板;步骤8、浇注及养护;步骤9、预制炉顶安装。本发明将炉顶炉壳拼装和炉内耐材砌筑在地面离线施工,集成为模块后整体安装,解决了受限空间下炉顶炉壳安装和耐材砌筑的技术难题,施工平面大、施工效率高、安全可靠;同时便于生产后快速检修。
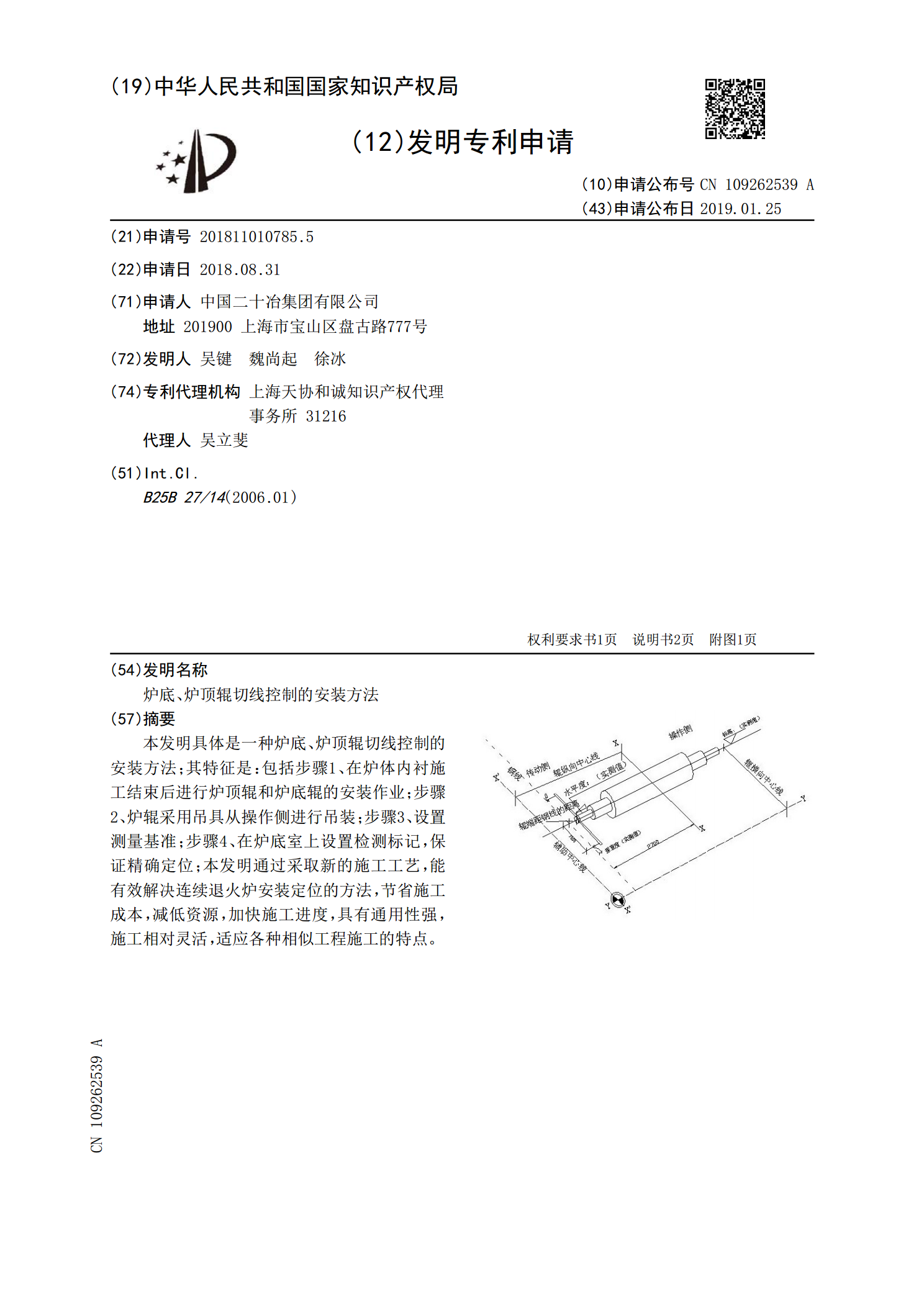
炉底、炉顶辊切线控制的安装方法.pdf
本发明具体是一种炉底、炉顶辊切线控制的安装方法;其特征是:包括步骤1、在炉体内衬施工结束后进行炉顶辊和炉底辊的安装作业;步骤2、炉辊采用吊具从操作侧进行吊装;步骤3、设置测量基准;步骤4、在炉底室上设置检测标记,保证精确定位;本发明通过采取新的施工工艺,能有效解决连续退火炉安装定位的方法,节省施工成本,减低资源,加快施工进度,具有通用性强,施工相对灵活,适应各种相似工程施工的特点。
转底炉炉底及具有该转底炉炉底的转底炉.pdf
本发明提出了转底炉炉底及具有该转底炉炉底的转底炉,该转底炉炉底包括:基底;以及抗渣浇注层,抗渣浇注层形成于基底的上表面,其中,抗渣浇注层包括矾土、棕刚玉、碳化硅、石墨、碳氧化剂以及结合剂。该转底炉炉底能够有效解决高温下渣铁对炉底的粘结和侵蚀,从而避免了转底炉炉底击穿等不安全隐患。
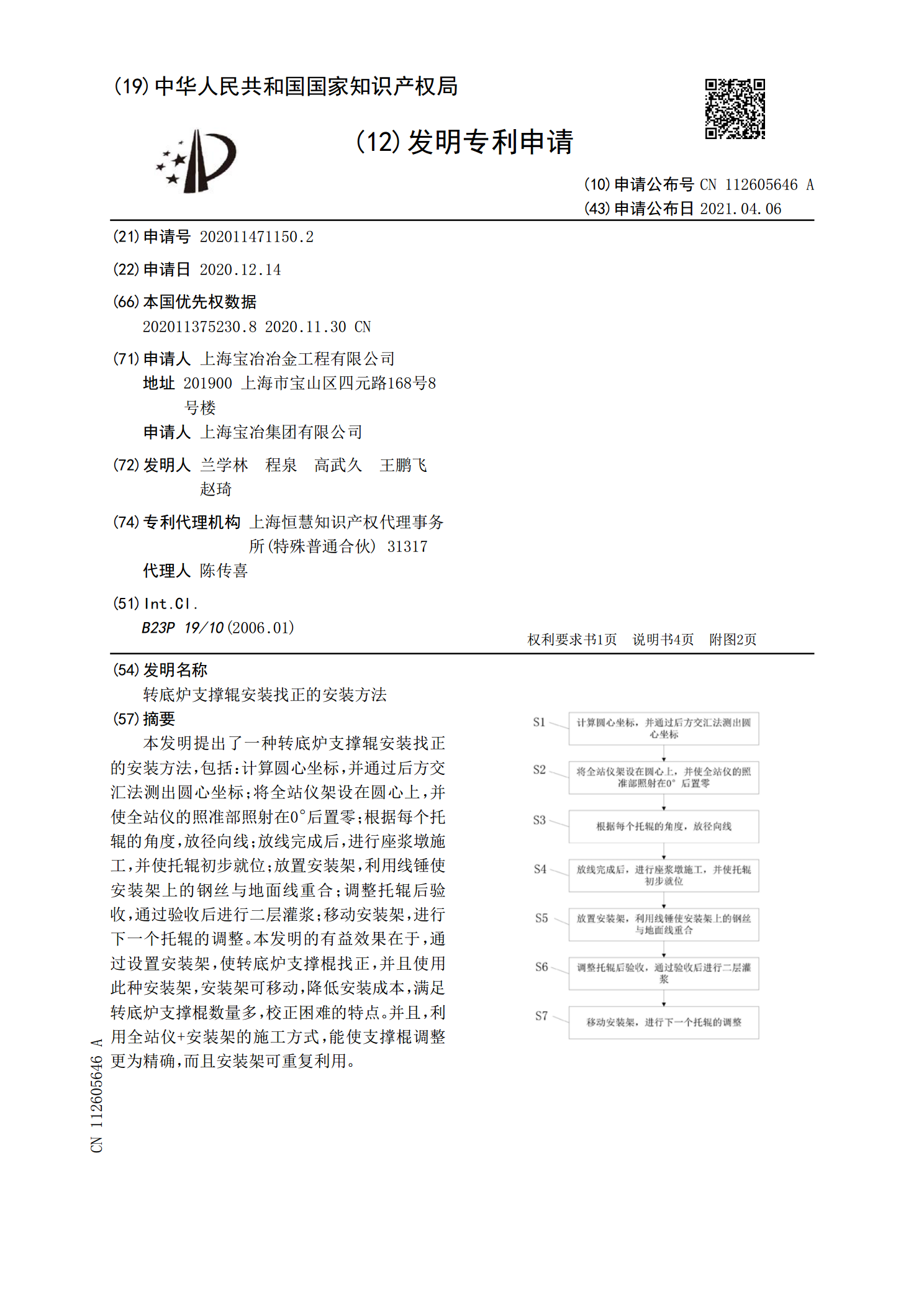
转底炉支撑辊安装找正的安装方法.pdf
本发明提出了一种转底炉支撑辊安装找正的安装方法,包括:计算圆心坐标,并通过后方交汇法测出圆心坐标;将全站仪架设在圆心上,并使全站仪的照准部照射在0°后置零;根据每个托辊的角度,放径向线;放线完成后,进行座浆墩施工,并使托辊初步就位;放置安装架,利用线锤使安装架上的钢丝与地面线重合;调整托辊后验收,通过验收后进行二层灌浆;移动安装架,进行下一个托辊的调整。本发明的有益效果在于,通过设置安装架,使转底炉支撑棍找正,并且使用此种安装架,安装架可移动,降低安装成本,满足转底炉支撑棍数量多,校正困难的特点。并且,利
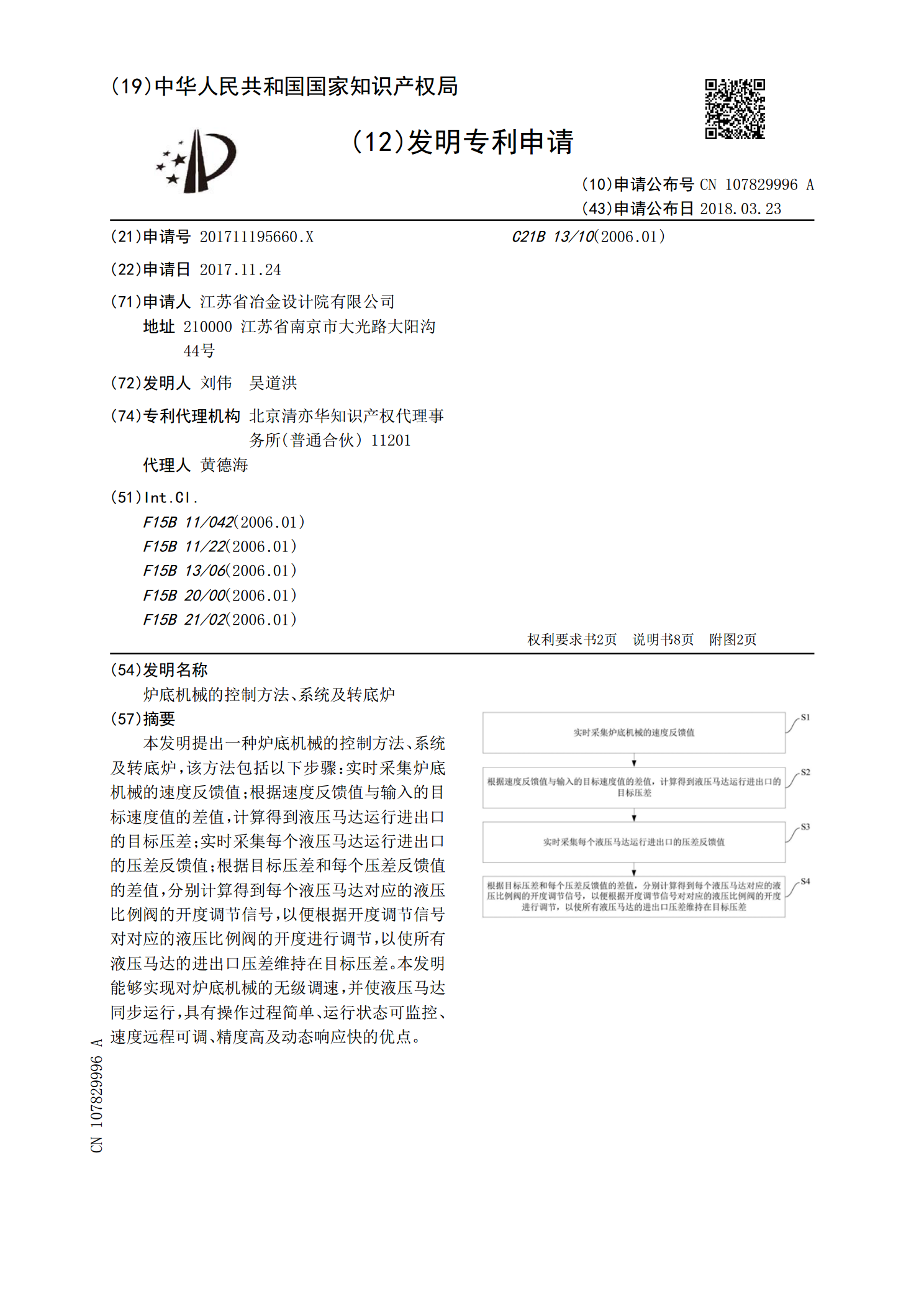
炉底机械的控制方法、系统及转底炉.pdf
本发明提出一种炉底机械的控制方法、系统及转底炉,该方法包括以下步骤:实时采集炉底机械的速度反馈值;根据速度反馈值与输入的目标速度值的差值,计算得到液压马达运行进出口的目标压差;实时采集每个液压马达运行进出口的压差反馈值;根据目标压差和每个压差反馈值的差值,分别计算得到每个液压马达对应的液压比例阀的开度调节信号,以便根据开度调节信号对对应的液压比例阀的开度进行调节,以使所有液压马达的进出口压差维持在目标压差。本发明能够实现对炉底机械的无级调速,并使液压马达同步运行,具有操作过程简单、运行状态可监控、速度远程