
X射线管阳极钨板钎焊方法.pdf

星菱****23


1/7
2/7
3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

X射线管阳极钨板钎焊方法.pdf
本申请涉及一种X射线管阳极钨板钎焊方法,S1:钨板置于烧湿氢炉中,在900℃~1000℃温度下烧氢气20分钟,氢气露点20℃;S2:取出第一次烧湿氢后的钨板,在钨板表面镀镍;S3:镀镍后的钨板置于烧湿氢炉中,在700℃~800℃温度下烧湿氢10分钟,氢气露点是20℃;S4:第二次烧湿氢后的钨板、焊料、阳极本体置于烧干氢炉中,950℃~1000℃烧干氢5分钟,氢气露点‑55℃;S5:烧干氢后的钨板、焊料、阳极本体装配后进行钎焊。第一次烧湿氢的温度为950℃,第二次烧湿氢温度为750℃,烧干氢温度为975℃。

固定阳极X线管.pptx
会计学掌握固定阳极结构及各部分的作用。熟悉X线管的焦点。一、固定阳极X线管的构造作用:①接受高速电子流撞击而产生X线;②将阳极热量辐射或传导出管外;③吸收二次电子和散乱射线。1、阳极头:靶面和阳极体组成。靶面:承受高速运动的电子流轰击,产生X线。靶面材料一般都选用钨(Z=74),钨的特点::熔点高(3370℃),蒸发率低,原子序数大,又有一定的机械强度。钨的缺点:导热率小,受电子轰击后产生的热量不能很快地传导出去,焊接到导热率较大的无氧铜制成的阳极体上。3、阳极帽:吸收二次电子和散乱射线。(1)结构:两个

固定阳极X线管课程.pptx
会计学掌握固定阳极结构及各部分的作用。熟悉X线管的焦点。一、固定阳极X线管的构造作用:①接受高速电子流撞击而产生X线;②将阳极热量辐射或传导出管外;③吸收二次电子和散乱射线。1、阳极头:靶面和阳极体组成。靶面:承受高速运动的电子流轰击,产生X线。靶面材料一般都选用钨(Z=74),钨的特点::熔点高(3370℃),蒸发率低,原子序数大,又有一定的机械强度。钨的缺点:导热率小,受电子轰击后产生的热量不能很快地传导出去,焊接到导热率较大的无氧铜制成的阳极体上。3、阳极帽:吸收二次电子和散乱射线。(1)结构:两个
一种X射线管钨靶材制造方法.pdf
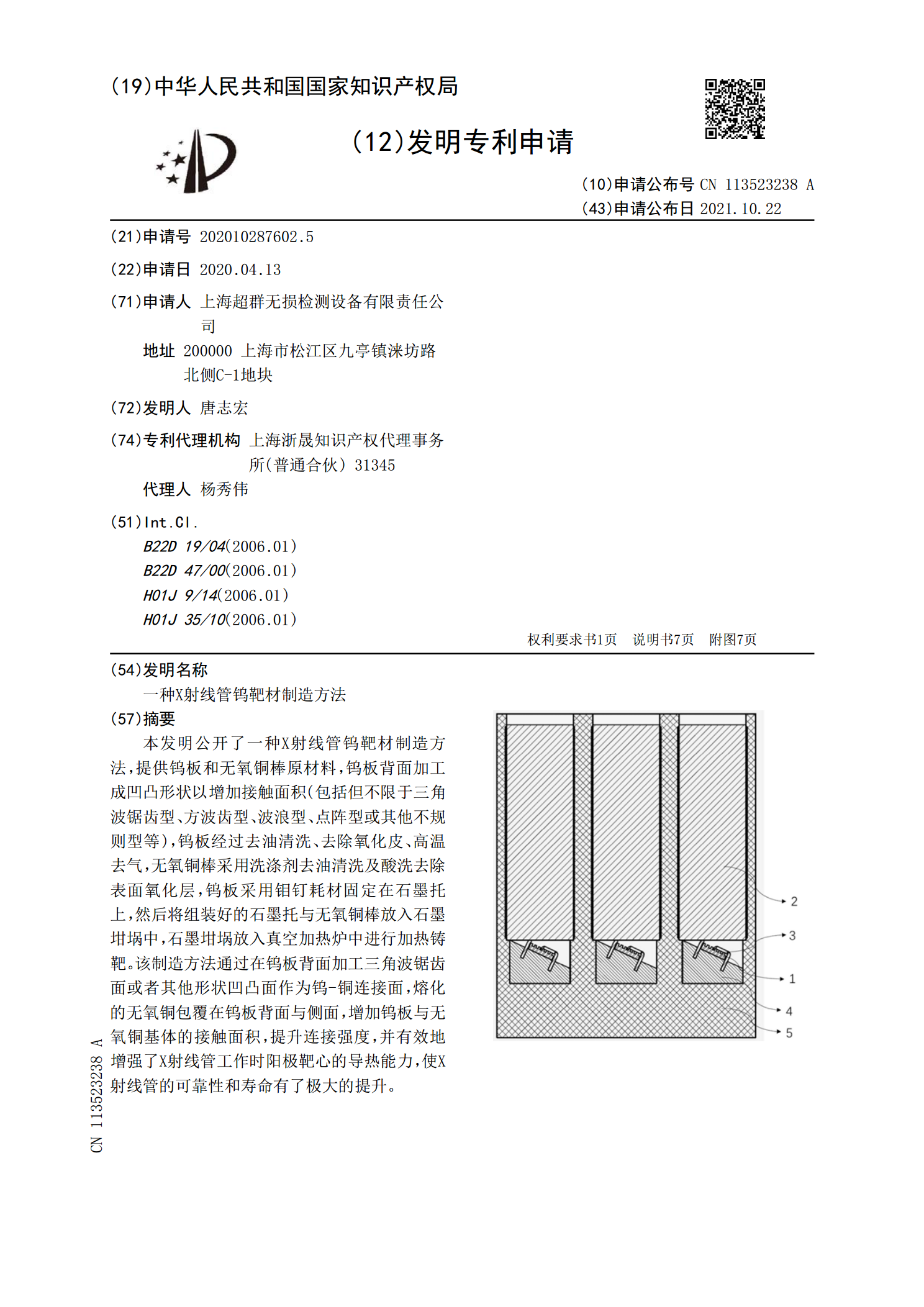
本发明公开了一种X射线管钨靶材制造方法,提供钨板和无氧铜棒原材料,钨板背面加工成凹凸形状以增加接触面积(包括但不限于三角波锯齿型、方波齿型、波浪型、点阵型或其他不规则型等),钨板经过去油清洗、去除氧化皮、高温去气,无氧铜棒采用洗涤剂去油清洗及酸洗去除表面氧化层,钨板采用钼钉耗材固定在石墨托上,然后将组装好的石墨托与无氧铜棒放入石墨坩埚中,石墨坩埚放入真空加热炉中进行加热铸靶。该制造方法通过在钨板背面加工三角波锯齿面或者其他形状凹凸面作为钨‑铜连接面,熔化的无氧铜包覆在钨板背面与侧面,增加钨板与无氧铜基体的

用于X射线管的旋转阳极的支承单元.pdf
本发明涉及一种用于X射线管的旋转阳极的支承单元(1),其包括轴(2)和法兰件(3),在所述法兰上可安装旋转阳极,其中,-支承单元(1)可插入到X射线管内的凹部中并在那里被锁定,-轴(2)通过第一支承元件(4)和第二支承元件(5)接纳,-第一支承元件(4)和第二支承元件(5)分别包括一安装在轴(2)上的具有内圈(7,10)和外圈(8,11)的角接触球轴承(6,9),-在第一支承元件(4)和第二支承元件(5)的内圈(7,10)之间和/或外圈(8,11)之间设置有至少一个分隔元件(12,13)。