
一种连续退火炉氮氢保护气控制方法.pdf

雨巷****可歆

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连续退火炉氮氢保护气控制方法.pdf
本发明涉及一种连续退火炉氮氢保护气控制方法,包括:1)根据不同品种设置不同的炉压及氮氢保护气流量;2)退火炉各段的放散阀开口度控制在≤5%;3)氮氢保护气氢气配比采用≤5%的比例控制:当炉内氮氢保护气氛满足露点≤‑40℃,氧含量≤20ppm时,氢气配比采用≤3%的比例控制;否则,氢气配比按≤5%的比例控制。优点是:在保证工艺要求及产品质量的前提下,有效的降低氮氢混合保护气的使用量和外排量,提高保护气体利用率,降低了氮气、氢气及煤气消耗。
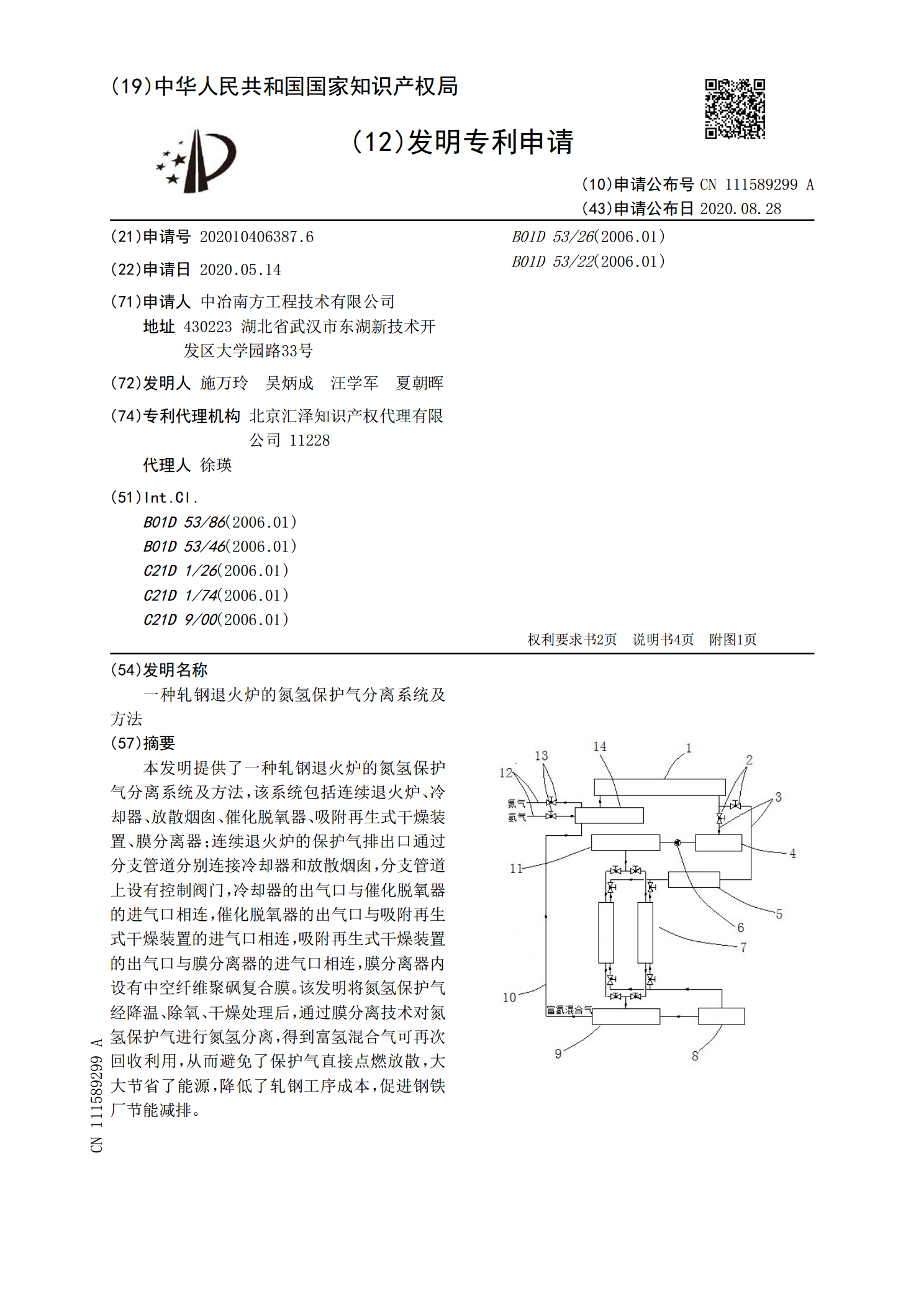
一种轧钢退火炉的氮氢保护气分离系统及方法.pdf
本发明提供了一种轧钢退火炉的氮氢保护气分离系统及方法,该系统包括连续退火炉、冷却器、放散烟囱、催化脱氧器、吸附再生式干燥装置、膜分离器;连续退火炉的保护气排出口通过分支管道分别连接冷却器和放散烟囱,分支管道上设有控制阀门,冷却器的出气口与催化脱氧器的进气口相连,催化脱氧器的出气口与吸附再生式干燥装置的进气口相连,吸附再生式干燥装置的出气口与膜分离器的进气口相连,膜分离器内设有中空纤维聚砜复合膜。该发明将氮氢保护气经降温、除氧、干燥处理后,通过膜分离技术对氮氢保护气进行氮氢分离,得到富氢混合气可再次回收利用
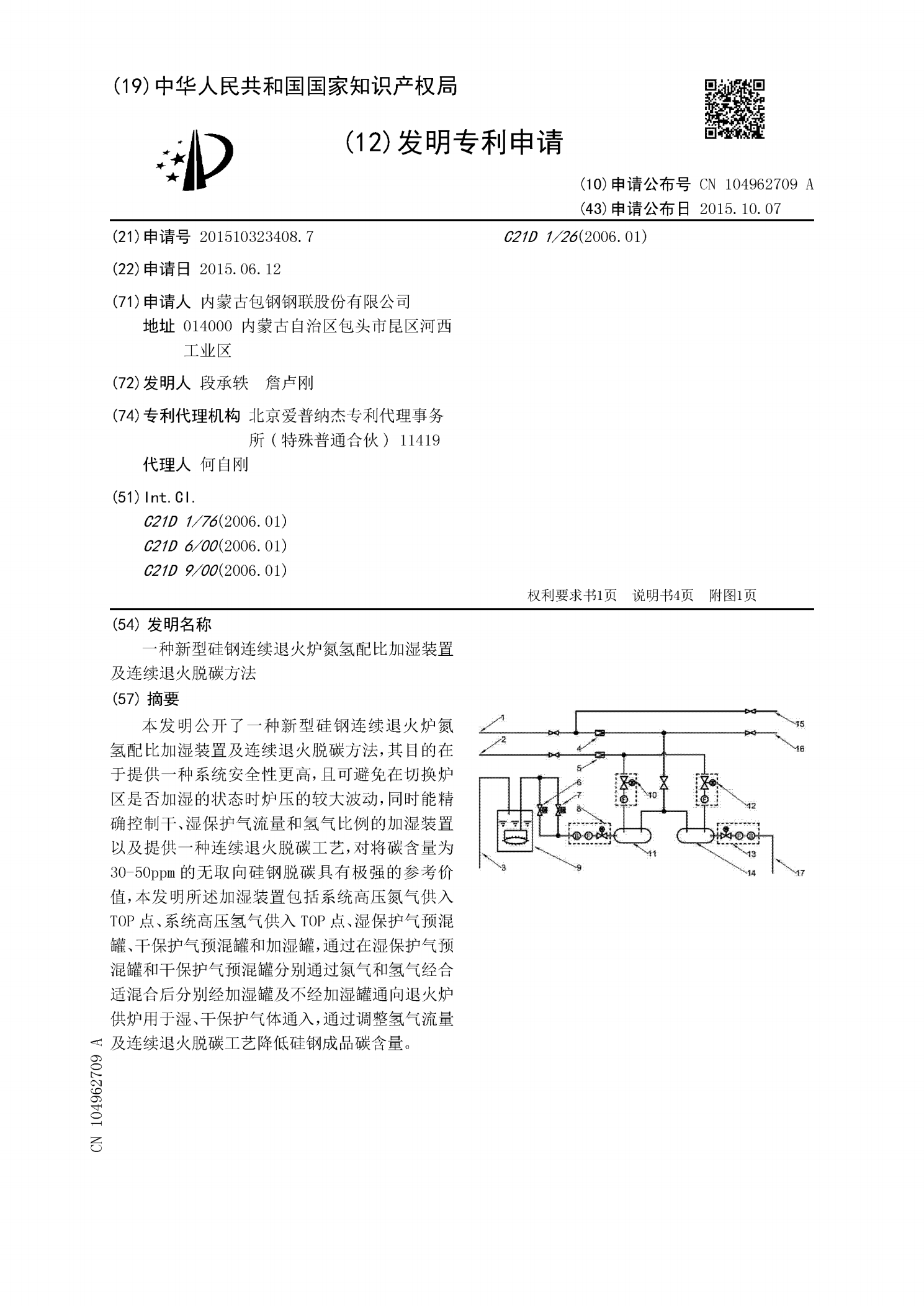
一种新型硅钢连续退火炉氮氢配比加湿装置及连续退火脱碳方法.pdf
本发明公开了一种新型硅钢连续退火炉氮氢配比加湿装置及连续退火脱碳方法,其目的在于提供一种系统安全性更高,且可避免在切换炉区是否加湿的状态时炉压的较大波动,同时能精确控制干、湿保护气流量和氢气比例的加湿装置以及提供一种连续退火脱碳工艺,对将碳含量为30-50ppm的无取向硅钢脱碳具有极强的参考价值,本发明所述加湿装置包括系统高压氮气供入TOP点、系统高压氢气供入TOP点、湿保护气预混罐、干保护气预混罐和加湿罐,通过在湿保护气预混罐和干保护气预混罐分别通过氮气和氢气经合适混合后分别经加湿罐及不经加湿罐通向退火
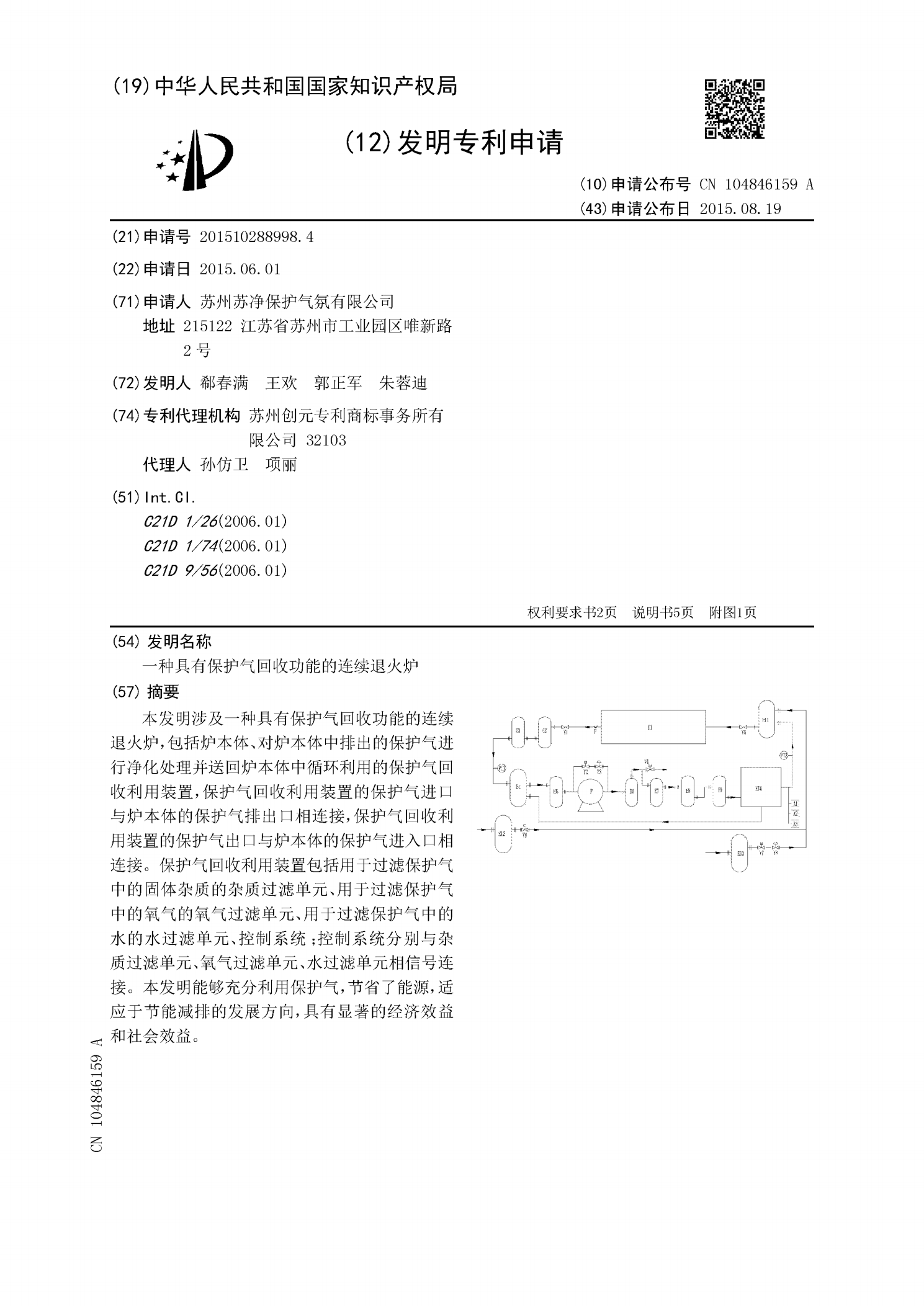
一种具有保护气回收功能的连续退火炉.pdf
本发明涉及一种具有保护气回收功能的连续退火炉,包括炉本体、对炉本体中排出的保护气进行净化处理并送回炉本体中循环利用的保护气回收利用装置,保护气回收利用装置的保护气进口与炉本体的保护气排出口相连接,保护气回收利用装置的保护气出口与炉本体的保护气进入口相连接。保护气回收利用装置包括用于过滤保护气中的固体杂质的杂质过滤单元、用于过滤保护气中的氧气的氧气过滤单元、用于过滤保护气中的水的水过滤单元、控制系统;控制系统分别与杂质过滤单元、氧气过滤单元、水过滤单元相信号连接。本发明能够充分利用保护气,节省了能源,适应于
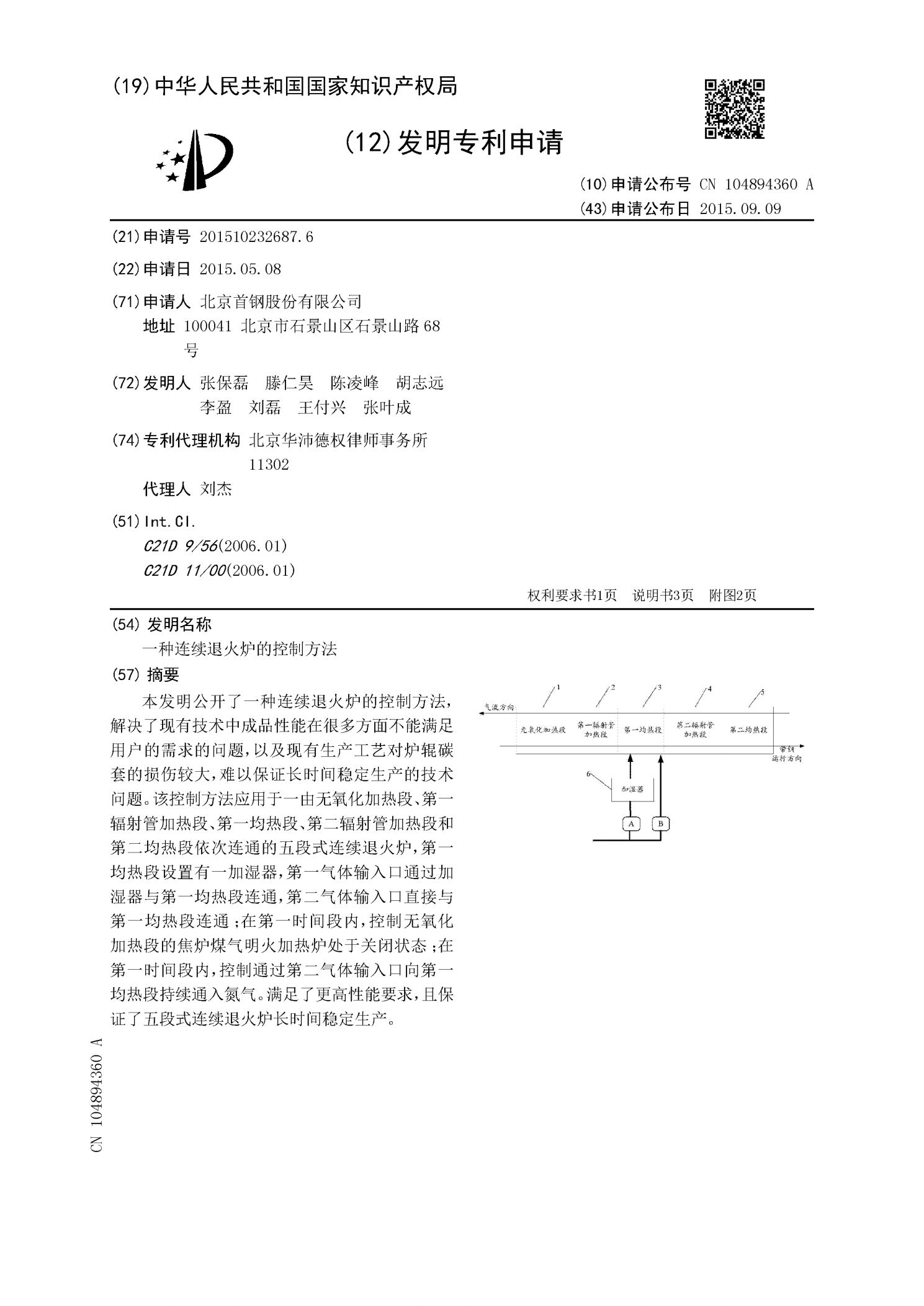
一种连续退火炉的控制方法.pdf
本发明公开了一种连续退火炉的控制方法,解决了现有技术中成品性能在很多方面不能满足用户的需求的问题,以及现有生产工艺对炉辊碳套的损伤较大,难以保证长时间稳定生产的技术问题。该控制方法应用于一由无氧化加热段、第一辐射管加热段、第一均热段、第二辐射管加热段和第二均热段依次连通的五段式连续退火炉,第一均热段设置有一加湿器,第一气体输入口通过加湿器与第一均热段连通,第二气体输入口直接与第一均热段连通;在第一时间段内,控制无氧化加热段的焦炉煤气明火加热炉处于关闭状态;在第一时间段内,控制通过第二气体输入口向第一均热段