
一种炉排表面涂层处理工艺.pdf

诗文****仙女


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种炉排表面涂层处理工艺.pdf
本发明公开了一种炉排表面涂层处理工艺,涉及炉排加工技术领域,具体为一种炉排表面涂层处理工艺,包括炉排本体和炉排表面涂层,炉排表面涂层处理工艺步骤如下:将炉排本体的表面利用石英砂进行去表面毛化处理;将炉排本体通过钝化液进行钝化,然后取出晾干;将炉排本体加热到180‑250摄氏度;采用电弧喷涂工艺对炉排表面进行喷涂,将含有铬、镍和钼的金属粉均匀的喷涂在炉排表面;在电弧枪喷涂过程中将温度缓慢加热到300‑350摄氏度;喷涂完毕后再将炉排本体加热到800‑950摄氏度;将炉排本体进行冷却2‑4小时。该炉排表面涂层
一种炉排炉飞灰处理装置及工艺.pdf
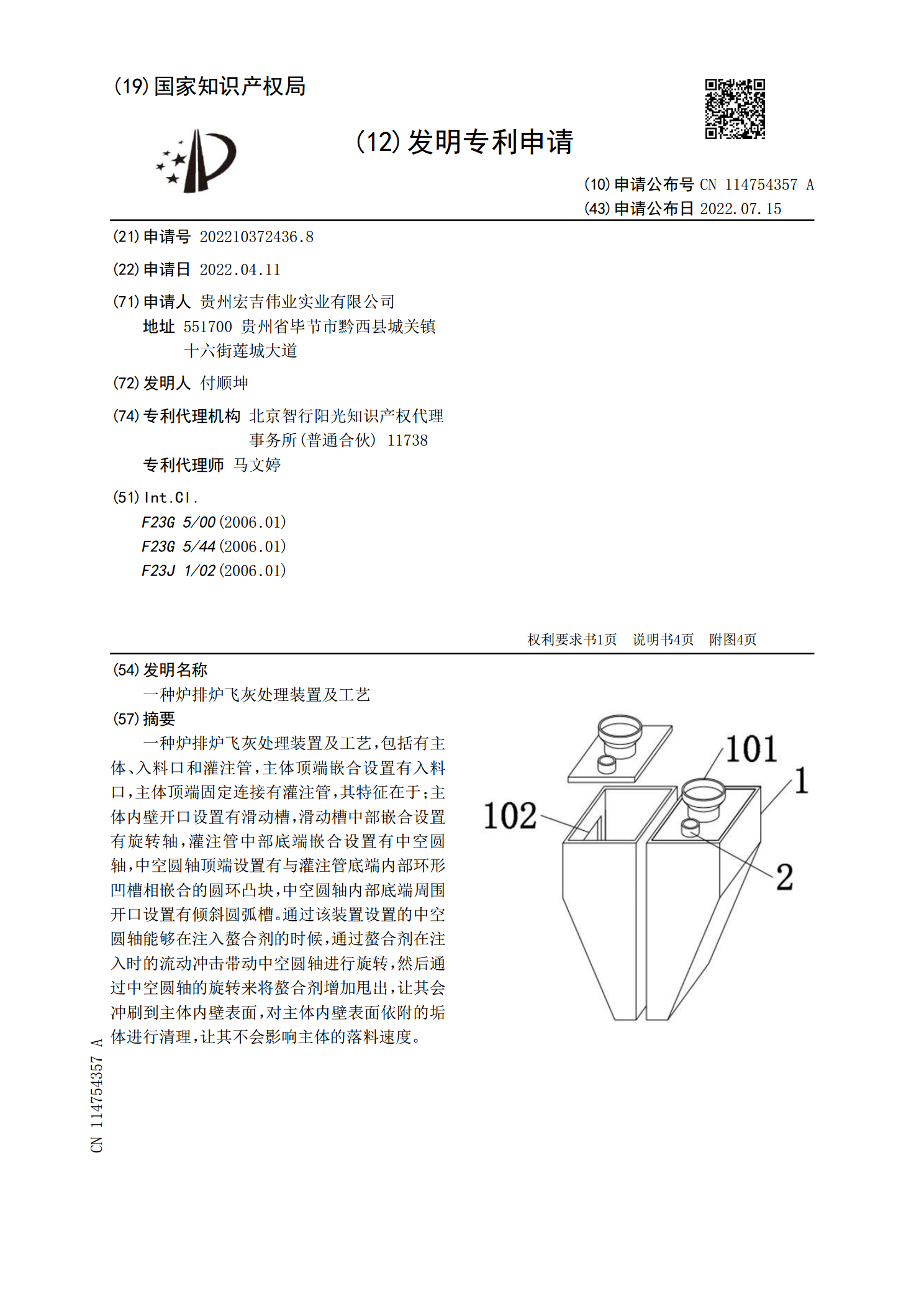
一种炉排炉飞灰处理装置及工艺,包括有主体、入料口和灌注管,主体顶端嵌合设置有入料口,主体顶端固定连接有灌注管,其特征在于;主体内壁开口设置有滑动槽,滑动槽中部嵌合设置有旋转轴,灌注管中部底端嵌合设置有中空圆轴,中空圆轴顶端设置有与灌注管底端内部环形凹槽相嵌合的圆环凸块,中空圆轴内部底端周围开口设置有倾斜圆弧槽。通过该装置设置的中空圆轴能够在注入螯合剂的时候,通过螯合剂在注入时的流动冲击带动中空圆轴进行旋转,然后通过中空圆轴的旋转来将螯合剂增加甩出,让其会冲刷到主体内壁表面,对主体内壁表面依附的垢体进行清理
油墨斗的涂层表面处理工艺.pdf
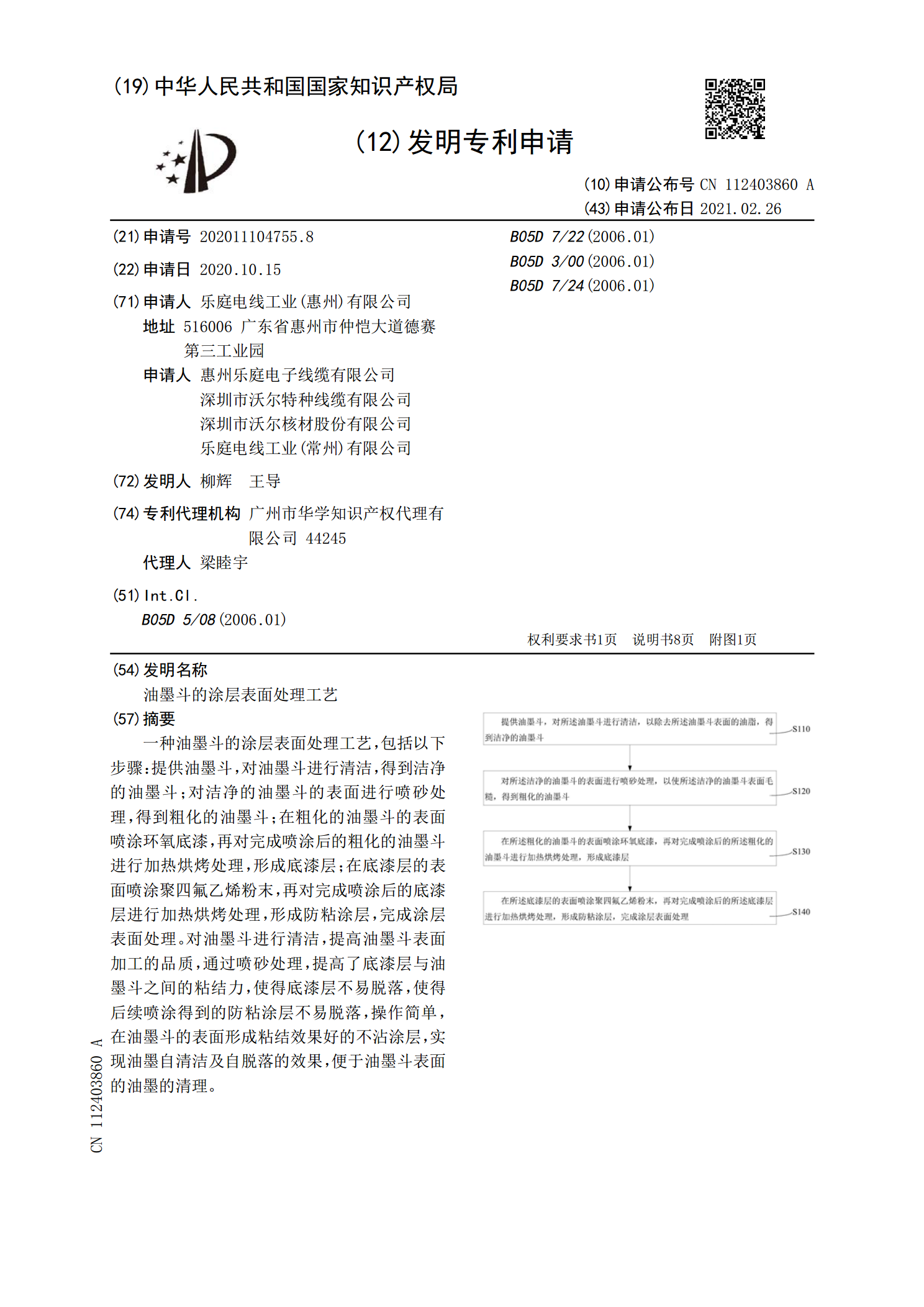
一种油墨斗的涂层表面处理工艺,包括以下步骤:提供油墨斗,对油墨斗进行清洁,得到洁净的油墨斗;对洁净的油墨斗的表面进行喷砂处理,得到粗化的油墨斗;在粗化的油墨斗的表面喷涂环氧底漆,再对完成喷涂后的粗化的油墨斗进行加热烘烤处理,形成底漆层;在底漆层的表面喷涂聚四氟乙烯粉末,再对完成喷涂后的底漆层进行加热烘烤处理,形成防粘涂层,完成涂层表面处理。对油墨斗进行清洁,提高油墨斗表面加工的品质,通过喷砂处理,提高了底漆层与油墨斗之间的粘结力,使得底漆层不易脱落,使得后续喷涂得到的防粘涂层不易脱落,操作简单,在油墨斗的
一种用于炉辊表面的涂层.pdf
本发明公开了一种用于炉辊表面的涂层;包括以下质量百分比的组成成分CoCrAlTaY70%‑80%,CrC5%‑15%,Y

一种炉排片及其复合合金涂层耐磨防腐工艺.pdf
本发明涉及锅炉炉排技术领域,具体为一种炉排片及其复合合金涂层耐磨防腐工艺,其抗磨损耐腐蚀,使用寿命长,减少更换周期,制造成本低,提高经济效益,同时本发明还提供了炉排片复合合金涂层耐磨防腐工艺,炉排片包括炉排片本体,炉排片本体外表面复合有合金涂层,合金涂层为镍铬合金层,合金涂层厚度为0.5‑1mm;炉排片复合合金涂层耐磨防腐工艺包括以下步骤:(1)将炉排片加热到250‑350℃;(2)使用喷枪将高铬高镍合金粉往炉排片表面喷涂,使其熔覆于炉排片表面;(3)再将炉排片加热至750‑850℃,使高铬高镍合金粉熔合