
一种生产铜杆的方法及铜杆拉丝装置.pdf

白凡****12

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种生产铜杆的方法及铜杆拉丝装置.pdf
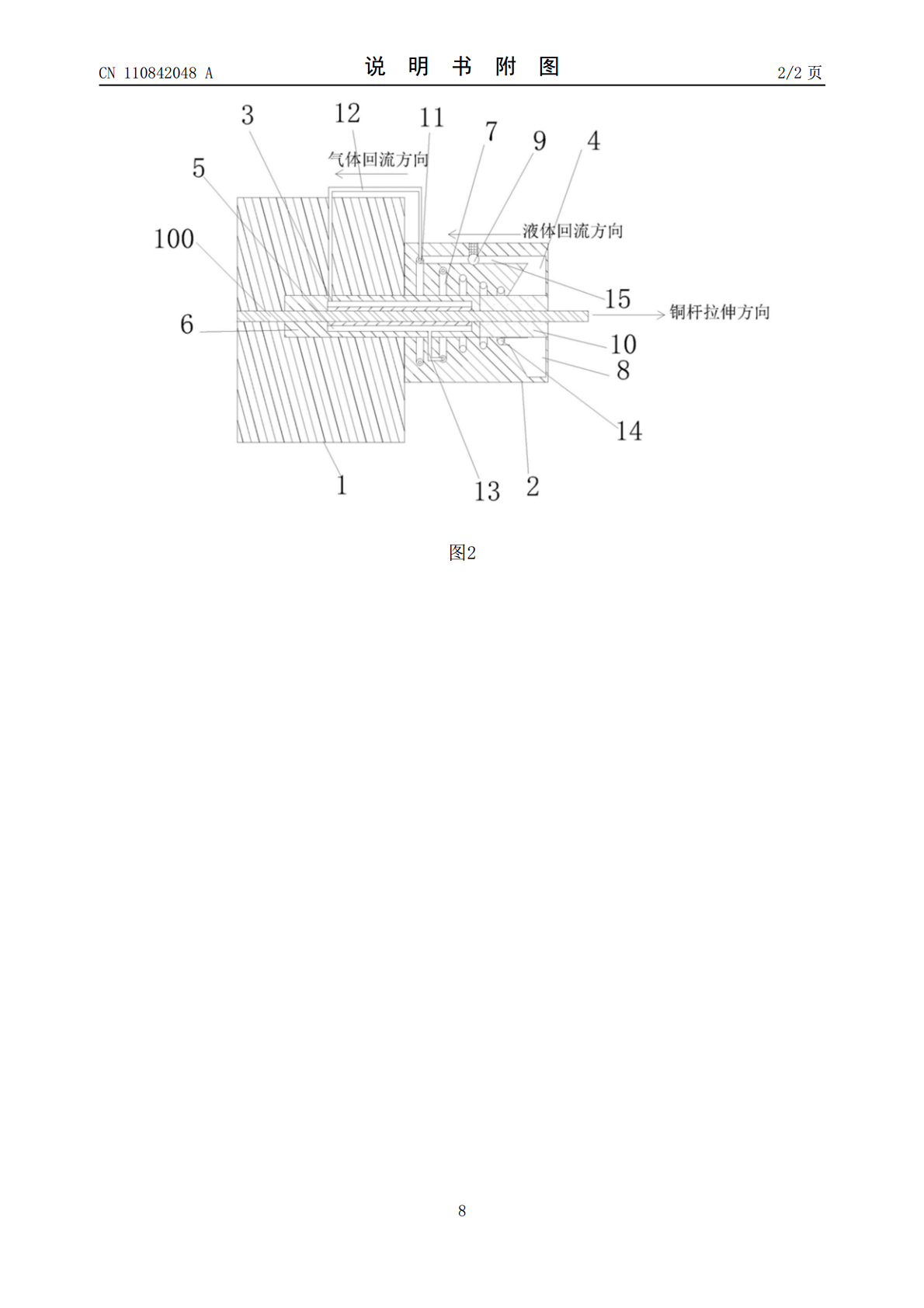
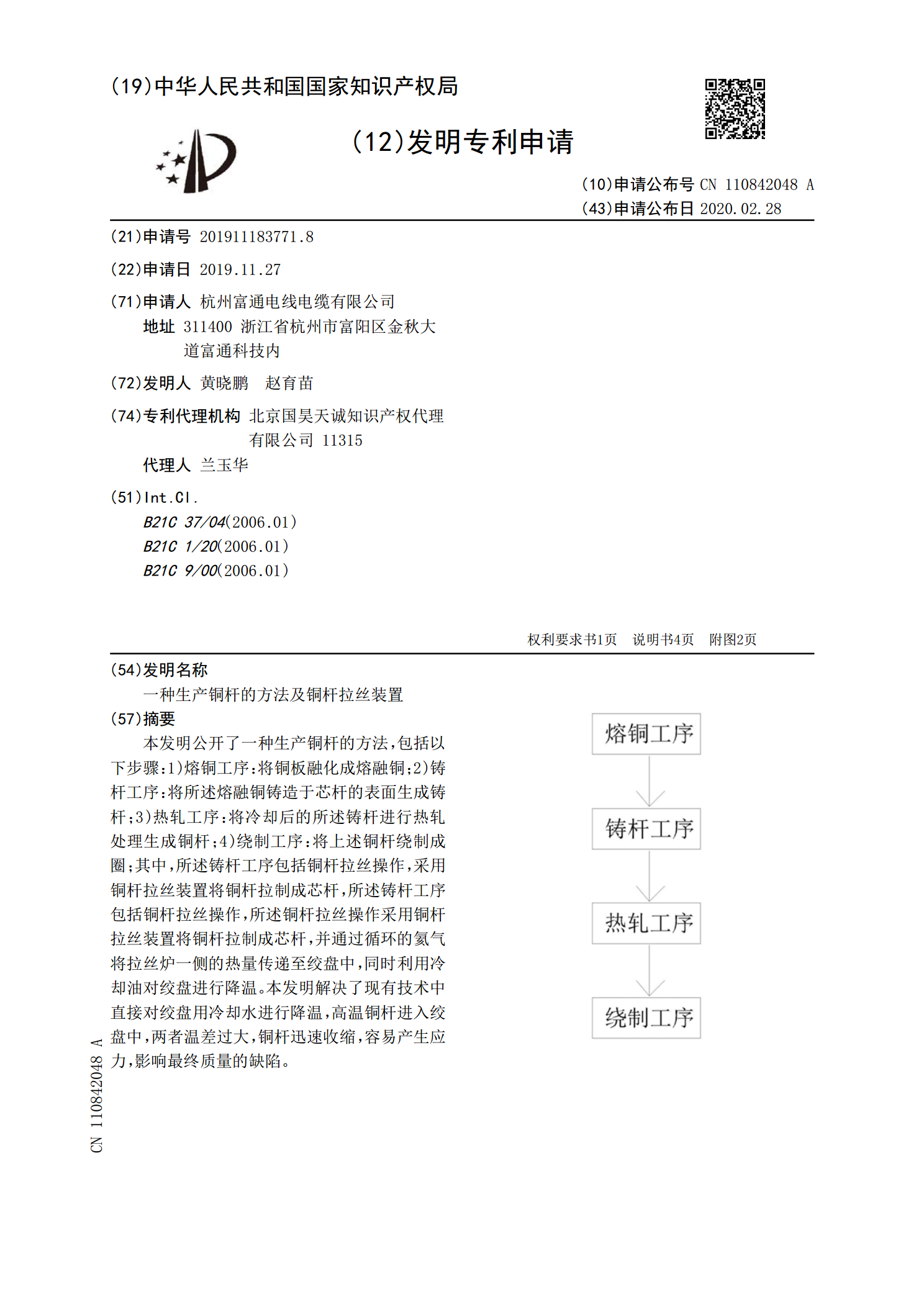
本发明公开了一种生产铜杆的方法,包括以下步骤:1)熔铜工序:将铜板融化成熔融铜;2)铸杆工序:将所述熔融铜铸造于芯杆的表面生成铸杆;3)热轧工序:将冷却后的所述铸杆进行热轧处理生成铜杆;4)绕制工序:将上述铜杆绕制成圈;其中,所述铸杆工序包括铜杆拉丝操作,采用铜杆拉丝装置将铜杆拉制成芯杆,所述铸杆工序包括铜杆拉丝操作,所述铜杆拉丝操作采用铜杆拉丝装置将铜杆拉制成芯杆,并通过循环的氦气将拉丝炉一侧的热量传递至绞盘中,同时利用冷却油对绞盘进行降温。本发明解决了现有技术中直接对绞盘用冷却水进行降温,高温铜杆进入
一种铜杆拉丝方法.pdf
本发明提供了一种铜杆拉丝方法,涉及铜线生产技术领域;包括清洗、退火、预拉和拉拔过程,清洗过程将铜杆浸泡于80‑95℃清洗液中进行清洗20‑30min,退火是将清洗后的铜杆放入真空炉内加热到700‑800℃保温2‑3h,对铜杆进行残余应力消除,将退火后的铜杆预拉成直径为3‑5mm的铜线,并再次退火,最后进行多道次拉拔,得到最终铜丝;该方法制备的铜丝能有效避免拉拔时产生断线问题,最终拉制的铜丝质量高,性能稳定。
一种铜杆生产用溜槽装置及铜杆制造方法.pdf
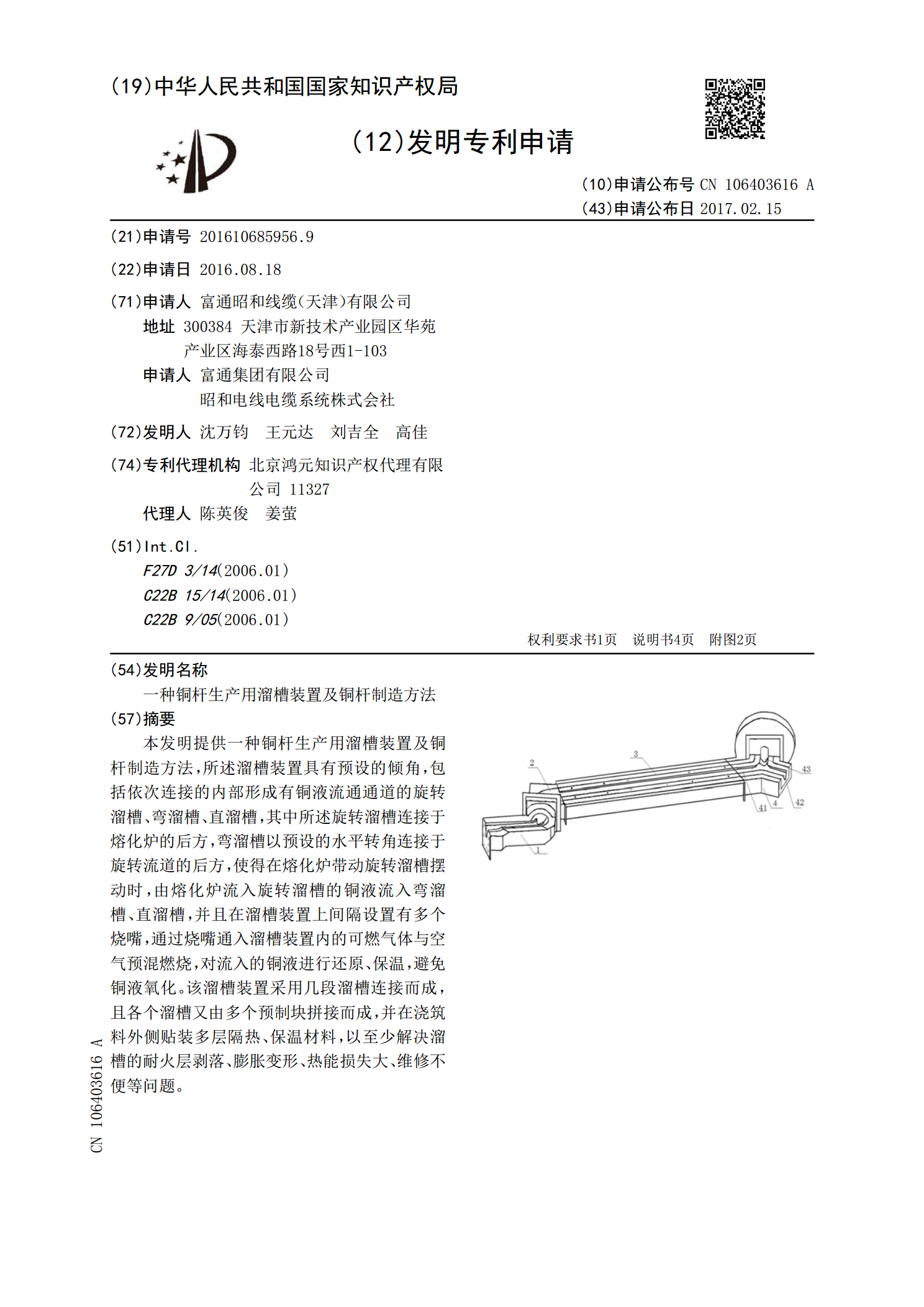
本发明提供一种铜杆生产用溜槽装置及铜杆制造方法,所述溜槽装置具有预设的倾角,包括依次连接的内部形成有铜液流通通道的旋转溜槽、弯溜槽、直溜槽,其中所述旋转溜槽连接于熔化炉的后方,弯溜槽以预设的水平转角连接于旋转流道的后方,使得在熔化炉带动旋转溜槽摆动时,由熔化炉流入旋转溜槽的铜液流入弯溜槽、直溜槽,并且在溜槽装置上间隔设置有多个烧嘴,通过烧嘴通入溜槽装置内的可燃气体与空气预混燃烧,对流入的铜液进行还原、保温,避免铜液氧化。该溜槽装置采用几段溜槽连接而成,且各个溜槽又由多个预制块拼接而成,并在浇筑料外侧贴装多
铜杆拉丝工艺.pdf
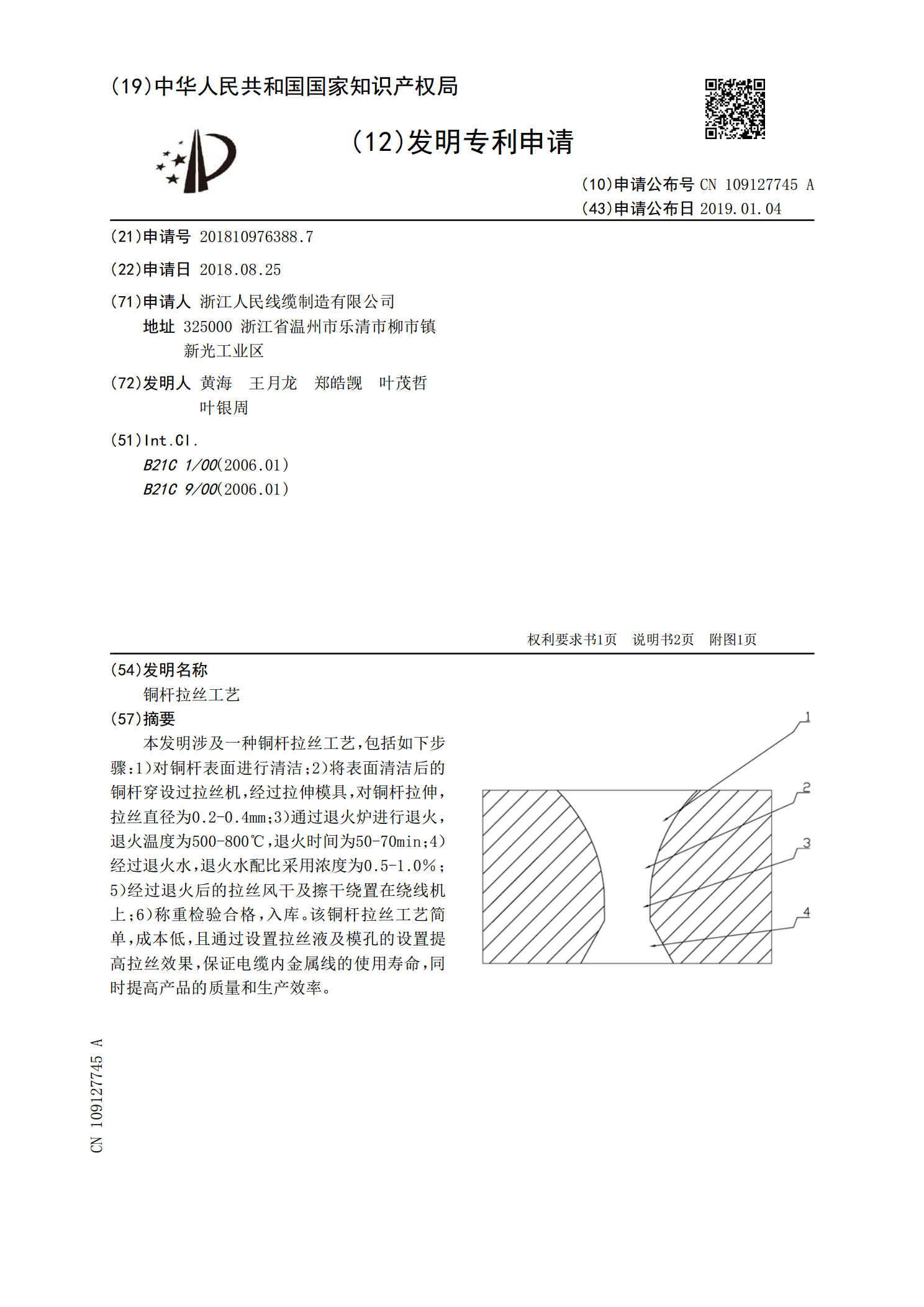
本发明涉及一种铜杆拉丝工艺,包括如下步骤:1)对铜杆表面进行清洁;2)将表面清洁后的铜杆穿设过拉丝机,经过拉伸模具,对铜杆拉伸,拉丝直径为0.2‑0.4mm;3)通过退火炉进行退火,退火温度为500‑800℃,退火时间为50‑70min;4)经过退火水,退火水配比采用浓度为0.5‑1.0%;5)经过退火后的拉丝风干及擦干绕置在绕线机上;6)称重检验合格,入库。该铜杆拉丝工艺简单,成本低,且通过设置拉丝液及模孔的设置提高拉丝效果,保证电缆内金属线的使用寿命,同时提高产品的质量和生产效率。
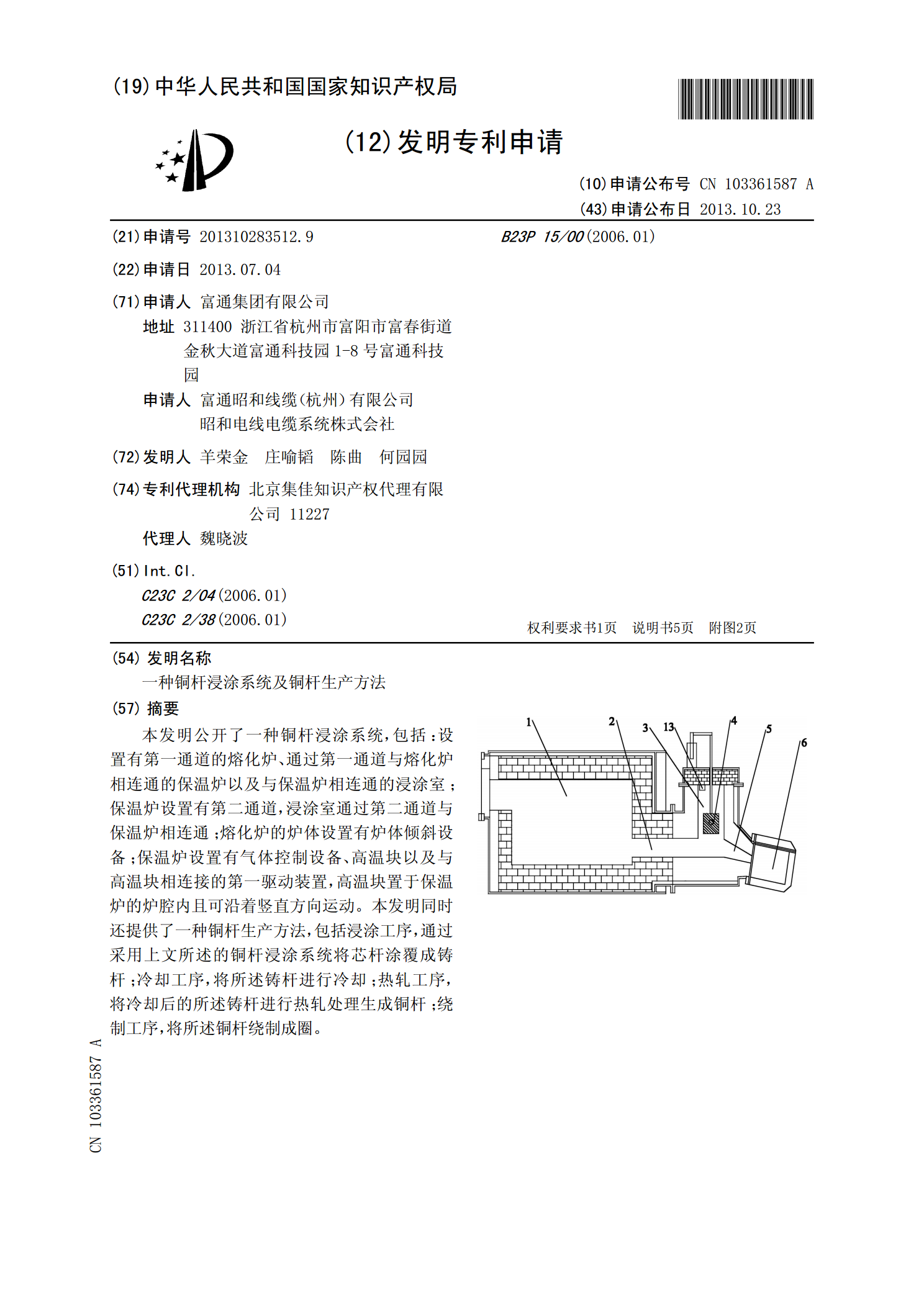
一种铜杆浸涂系统及铜杆生产方法.pdf
本发明公开了一种铜杆浸涂系统,包括:设置有第一通道的熔化炉、通过第一通道与熔化炉相连通的保温炉以及与保温炉相连通的浸涂室;保温炉设置有第二通道,浸涂室通过第二通道与保温炉相连通;熔化炉的炉体设置有炉体倾斜设备;保温炉设置有气体控制设备、高温块以及与高温块相连接的第一驱动装置,高温块置于保温炉的炉腔内且可沿着竖直方向运动。本发明同时还提供了一种铜杆生产方法,包括浸涂工序,通过采用上文所述的铜杆浸涂系统将芯杆涂覆成铸杆;冷却工序,将所述铸杆进行冷却;热轧工序,将冷却后的所述铸杆进行热轧处理生成铜杆;绕制工序,