
一种Nb微合金化高强钢筋及其制备方法.pdf

玉环****找我

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种Nb微合金化高强钢筋及其制备方法.pdf
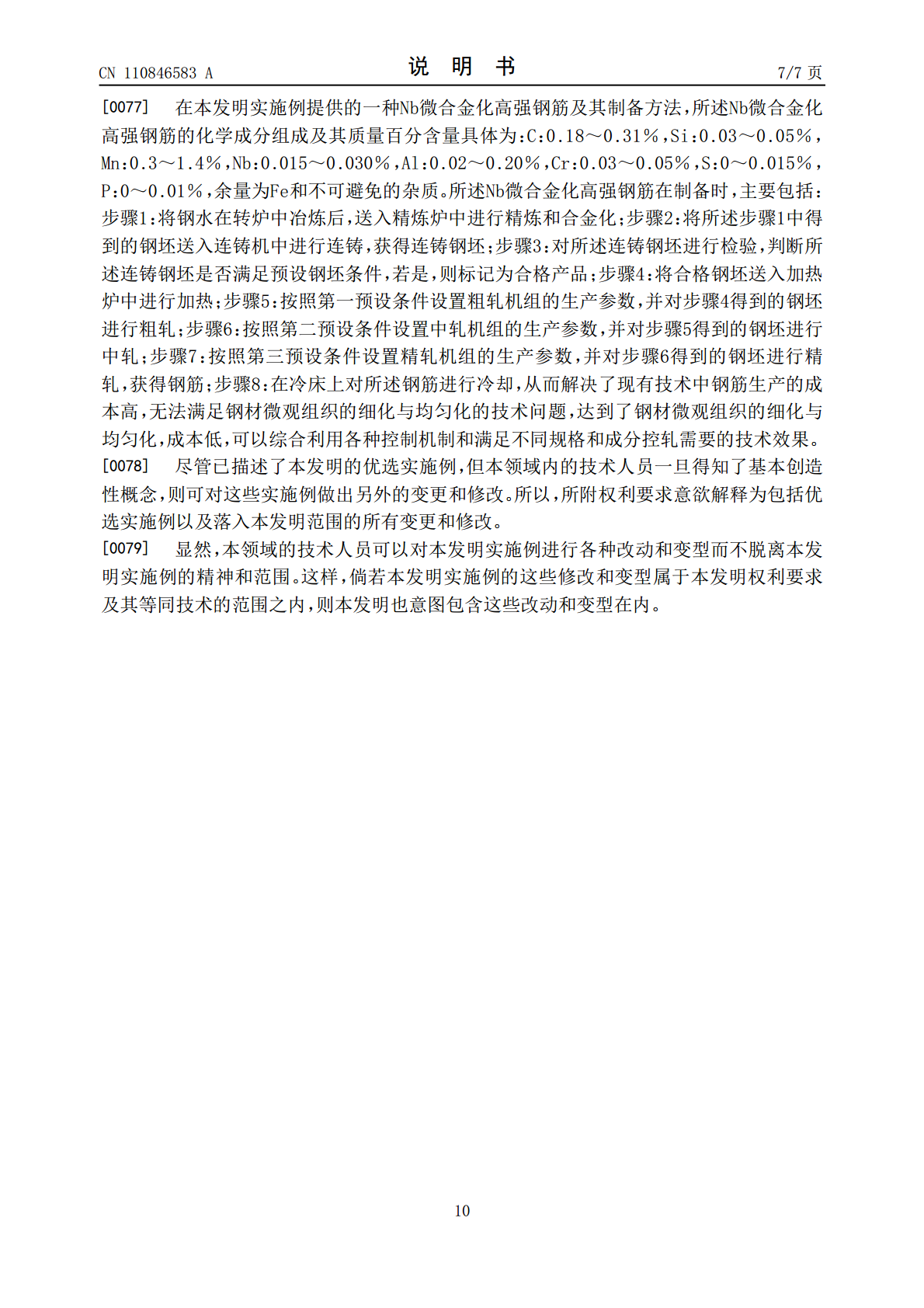
本发明公开了一种Nb微合金化高强钢筋及其制备方法,涉及冶金技术领域,所述Nb微合金化高强钢筋在制备时,主要包括:将钢水在转炉中冶炼后,送入精炼炉中进行精炼和合金化;将钢坯送入连铸机中进行连铸,获得连铸钢坯;对所述连铸钢坯进行检验,判断所述连铸钢坯是否满足预设钢坯条件,若是,则标记为合格产品;将合格钢坯送入加热炉中进行加热;按照第一预设条件设置粗轧机组的生产参数,并对钢坯进行粗轧;按照第二预设条件设置中轧机组的生产参数,并对钢坯进行中轧;对钢坯进行精轧,获得钢筋;在冷床上对所述钢筋进行冷却,从而达到了钢材微
一种含V、Nb复合微合金化的热轧钢板及其制备方法.pdf
本发明属热连轧板带技术领域,特别是涉及一种含V、Nb复合微合金化的热轧钢板及其制备方法,以达到控制其表面质量的目的。本发明提供的含V、Nb复合微合金化热轧钢板,既能减少红色氧化铁皮生成,又不会增加生产成本;其化学成分重量百分比为:0.06%≤C≤0.08%、0.20<Si≤0.30%、0.70≤Mn≤0.90%、0.04<V≤0.05%、0.02≤Nb≤0.03%、P≤0.025%、S≤0.015%,余量为铁及不可避免的杂质。本发明提供的制备方法无需对现有设备改造,工艺条件简单可控,通过控制板坯出炉温度、
一种低合金高强度耐蚀钢筋及其制备方法.pdf
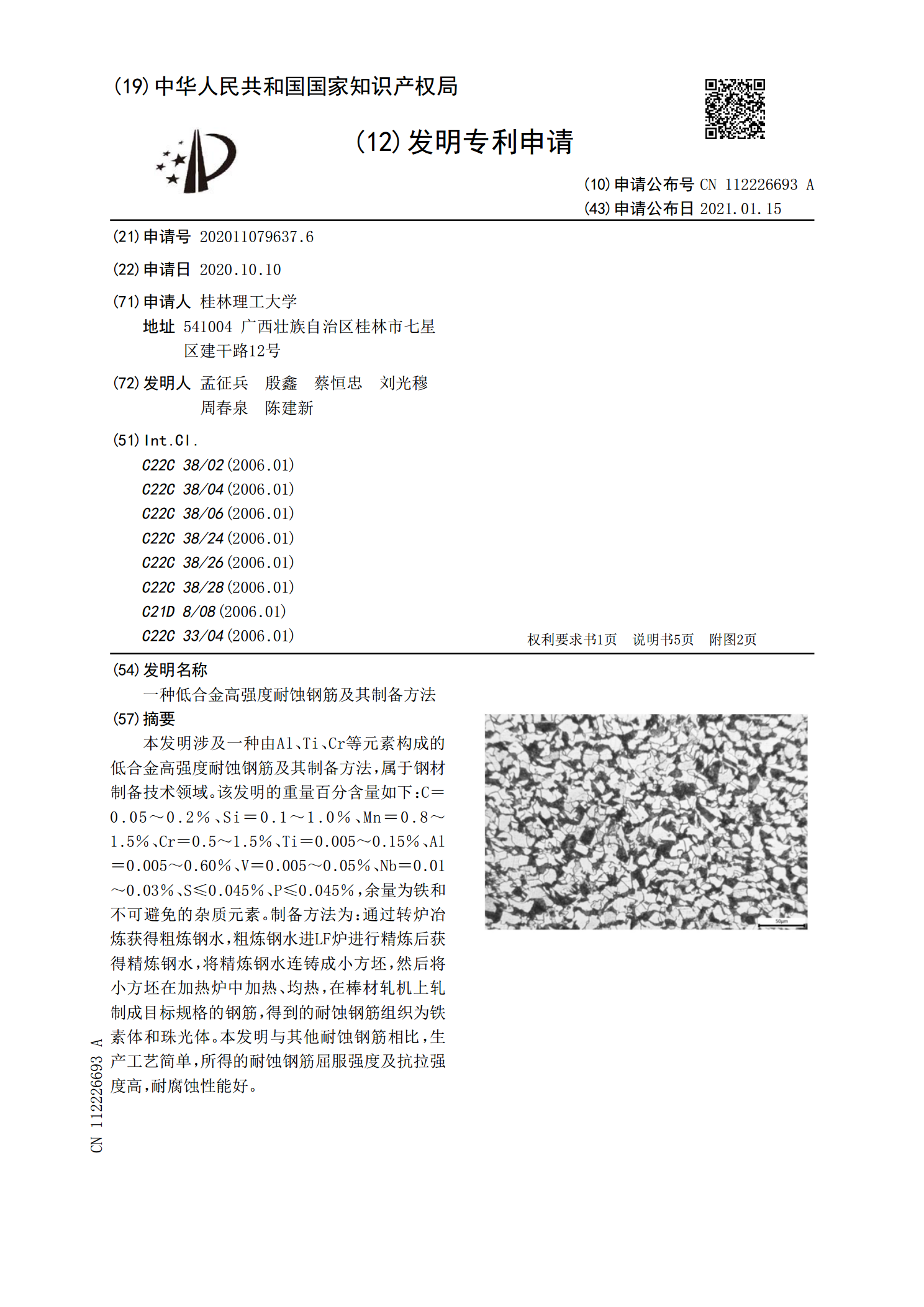
本发明涉及一种由Al、Ti、Cr等元素构成的低合金高强度耐蚀钢筋及其制备方法,属于钢材制备技术领域。该发明的重量百分含量如下:C=0.05~0.2%、Si=0.1~1.0%、Mn=0.8~1.5%、Cr=0.5~1.5%、Ti=0.005~0.15%、Al=0.005~0.60%、V=0.005~0.05%、Nb=0.01~0.03%、S≤0.045%、P≤0.045%,余量为铁和不可避免的杂质元素。制备方法为:通过转炉冶炼获得粗炼钢水,粗炼钢水进LF炉进行精炼后获得精炼钢水,将精炼钢水连铸成小方坯,然后
一种Nb-Ti-N微合金化热轧带肋钢筋及其生产方法.pdf
本发明公开了一种Nb‑Ti‑N微合金化热轧带肋钢筋及其生产方法,所述Nb‑Ti‑N微合金化热轧带肋钢筋包括如下重量百分比的化学成分:C0.22~0.25%,Si0.40~0.60%,Mn1.25~1.35%,Nb0.012~0.018%,Ti0.005~0.015%,N0.0060~0.0090%,P≤0.045%,S≤0.045%和不可避免的杂质;在生产工艺中,转炉出钢进行底吹氮气,增加钢液N与Nb化合形成NbN,并控制轧制过程的工艺参数使晶界析出起到析出强化的作用,提高强度,确保力学性能合格;并提高连

一种Ti-Al-Nb-Zr-Mo高强耐蚀钛合金及其制备方法.pdf
一种Ti‑Al‑Nb‑Zr‑Mo高强耐蚀钛合金的制备方法,所述钛合金含有下述质量百分比的组分:4.5~6.7%的Al,0.5~4.5%的Nb,1.0~4.0%的Zr,0.5~2.0%的Mo余量为Ti。制备方法包括:原材料Ti、Al、Nb、Zr、Mo的清洗及精确称量;真空非自耗电弧炉中的熔炼,为保证合金成分均匀,每个合金均熔炼5次;热处理,高温高真空管式炉中,900℃保温2h,随炉冷却。实验思路:通过表征合金的室温断裂韧性、压缩强度、压缩极限应变量以及抗蚀性能,并进行正交计算,确定了最优的合金成分为:Ti‑