
负压上吸铸造装置及其使用方法.pdf

雨巷****可歆

1/10
2/10

3/10
4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

负压上吸铸造装置及其使用方法.pdf
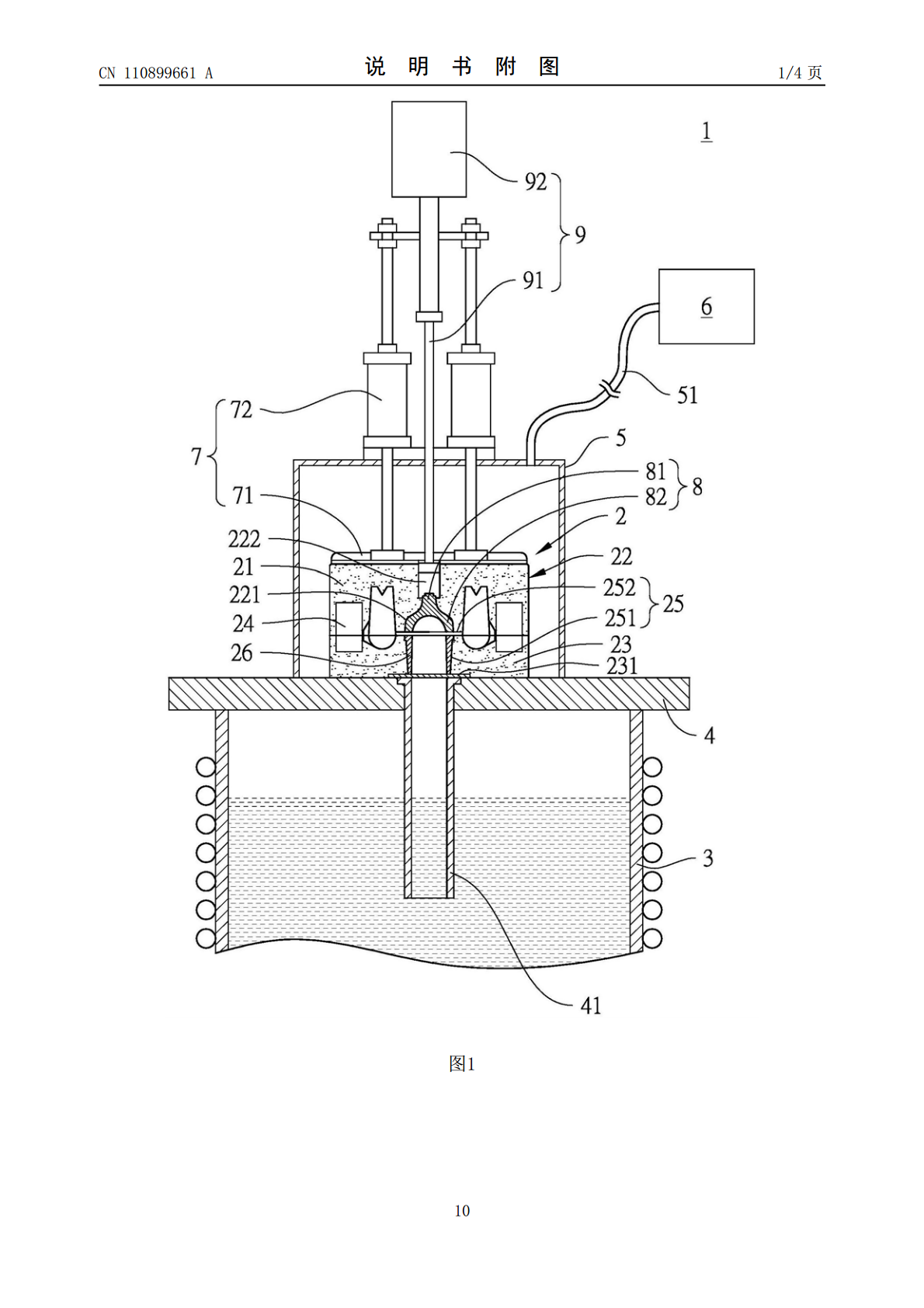
本发明提供一种负压上吸铸造装置及其使用方法,系将一具有吸管的平板盖合于一浇注炉的顶端,使吸管的底端伸入浇注炉内的钢液中,再将一铸模放置于平板上,使铸模的流路系统与吸管连通,之后将一罩体盖合于铸模及平板上方;抽取罩体内的空气以吸取浇注炉内的钢液,让钢液流入铸模的模穴内。在钢液充满模穴之后,再以一驱动组件驱动一截断件,让截断件实质上的切断流路系统内的钢液;之后再解除罩体内的空气负压状态,使流路系统中的钢液逆流回浇注炉内,而在移除罩体、驱动组件、铸模及截断件之后,则可重复使用另一铸模成型至少一铸件。
负压上吸浇注装置.pdf
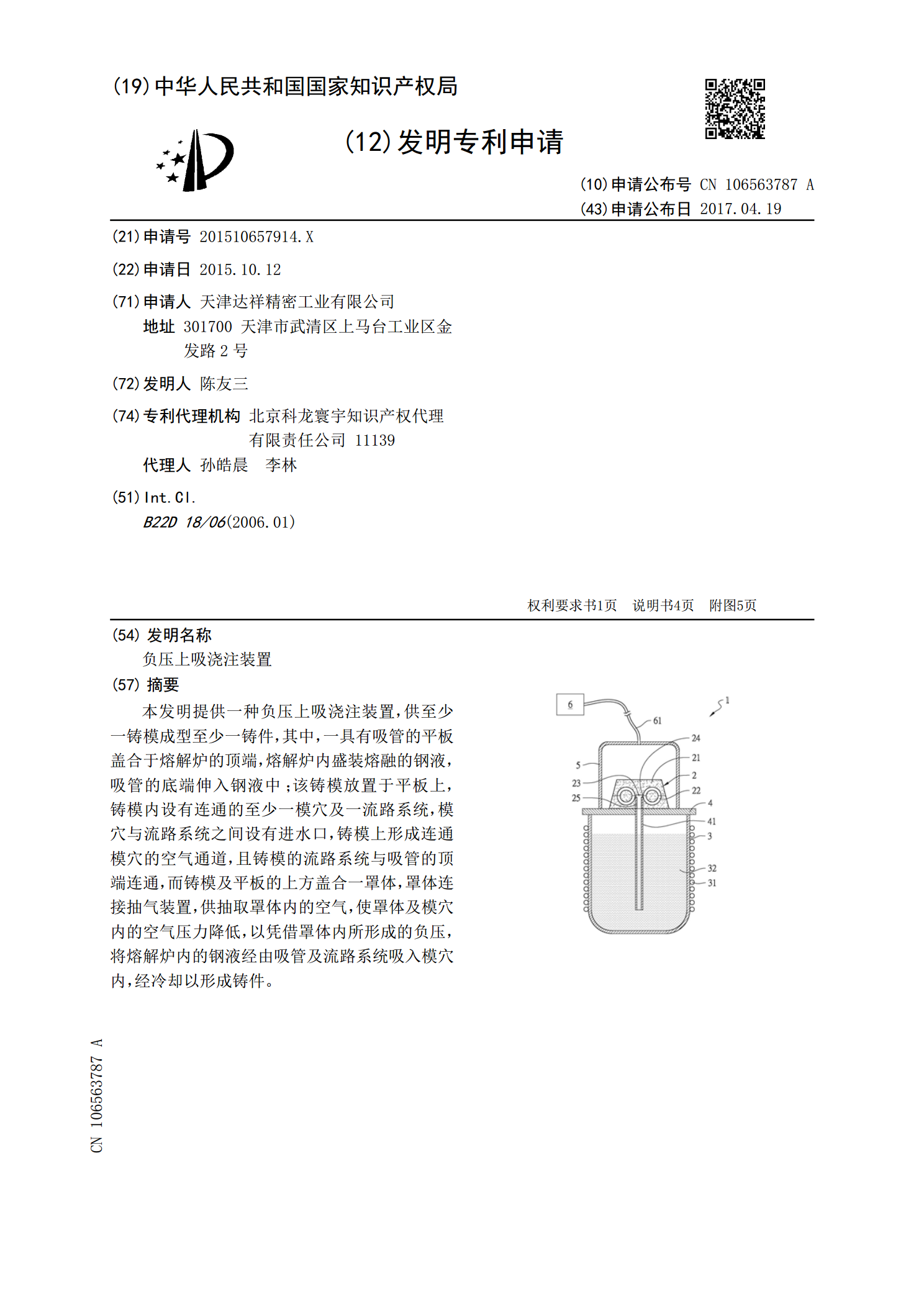
本发明提供一种负压上吸浇注装置,供至少一铸模成型至少一铸件,其中,一具有吸管的平板盖合于熔解炉的顶端,熔解炉内盛装熔融的钢液,吸管的底端伸入钢液中;该铸模放置于平板上,铸模内设有连通的至少一模穴及一流路系统,模穴与流路系统之间设有进水口,铸模上形成连通模穴的空气通道,且铸模的流路系统与吸管的顶端连通,而铸模及平板的上方盖合一罩体,罩体连接抽气装置,供抽取罩体内的空气,使罩体及模穴内的空气压力降低,以凭借罩体内所形成的负压,将熔解炉内的钢液经由吸管及流路系统吸入模穴内,经冷却以形成铸件。
基于负压式U型管道吸痰装置及其使用方法.pdf
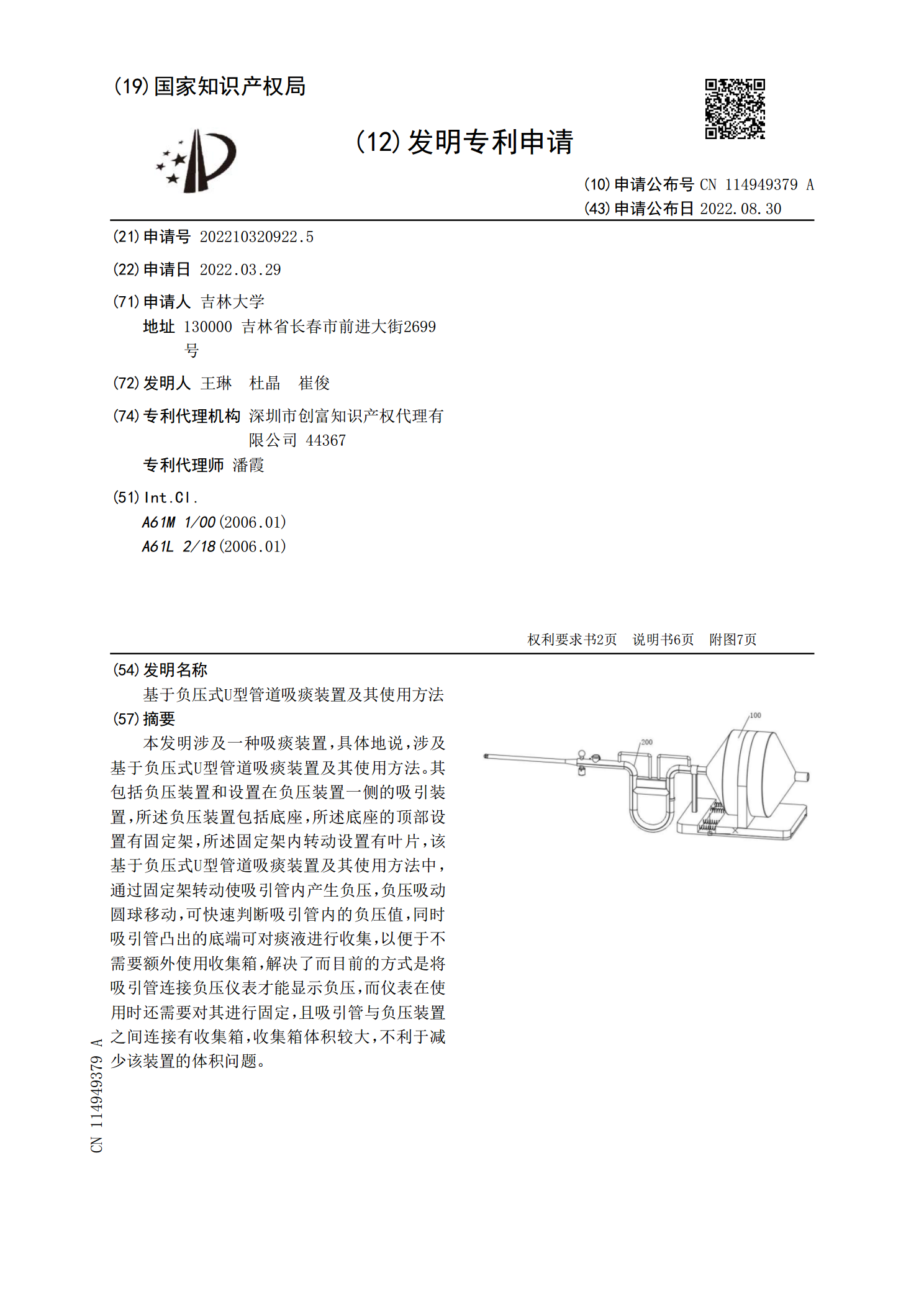
本发明涉及一种吸痰装置,具体地说,涉及基于负压式U型管道吸痰装置及其使用方法。其包括负压装置和设置在负压装置一侧的吸引装置,所述负压装置包括底座,所述底座的顶部设置有固定架,所述固定架内转动设置有叶片,该基于负压式U型管道吸痰装置及其使用方法中,通过固定架转动使吸引管内产生负压,负压吸动圆球移动,可快速判断吸引管内的负压值,同时吸引管凸出的底端可对痰液进行收集,以便于不需要额外使用收集箱,解决了而目前的方式是将吸引管连接负压仪表才能显示负压,而仪表在使用时还需要对其进行固定,且吸引管与负压装置之间连接有收
负压上吸浇注方法.pdf
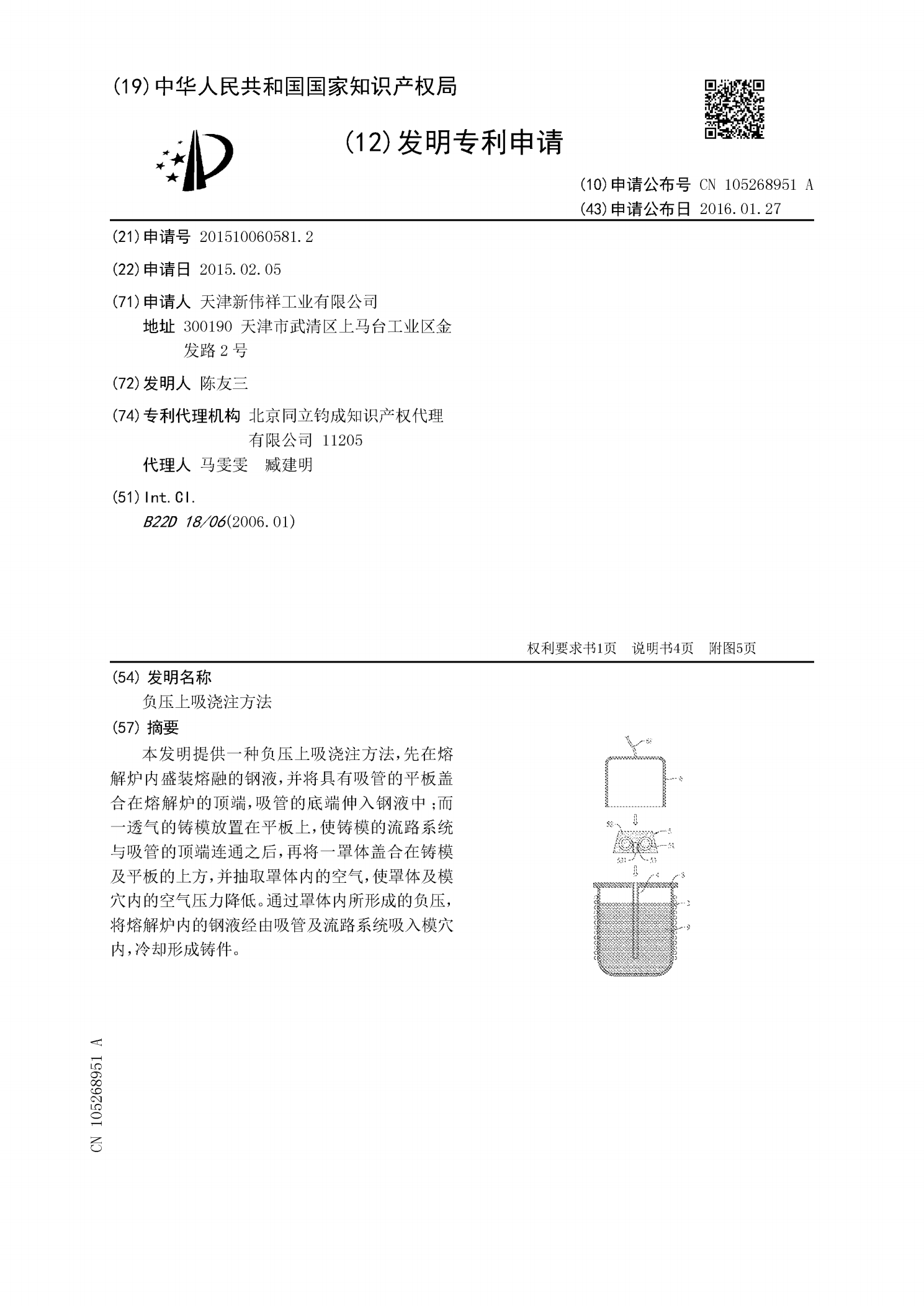
本发明提供一种负压上吸浇注方法,先在熔解炉内盛装熔融的钢液,并将具有吸管的平板盖合在熔解炉的顶端,吸管的底端伸入钢液中;而一透气的铸模放置在平板上,使铸模的流路系统与吸管的顶端连通之后,再将一罩体盖合在铸模及平板的上方,并抽取罩体内的空气,使罩体及模穴内的空气压力降低。通过罩体内所形成的负压,将熔解炉内的钢液经由吸管及流路系统吸入模穴内,冷却形成铸件。

负压吸瓶出瓶装置.pdf
一种理瓶机出瓶口处使用的负压吸瓶出瓶装置。负压拨轮安装在传动组件上用压紧盖使其与负压箱压紧配合。负压箱与三根立柱连接并安装在出瓶台架上。负压箱上开有抽气口和气泵连接。负压拨轮上开与瓶身直径相同的圆弧槽,并在圆弧槽上开抽负压的孔,负压箱与负压拨轮接触的面上开一个大口,使圆弧上的孔与负压箱相通。当理瓶机将瓶理顺后到达出瓶位置时,抽负压所产生吸力会将瓶吸入负压拨轮上的圆弧槽中,再由负压拨轮的转动将瓶子带出理瓶机,然后按一定运动轨迹有序的将瓶送入后道工序的入口。由于瓶子是吸附在负压拨轮上的,所以不用