
一种热轧板表面氧化铁粉的控制方法.pdf

丹烟****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种热轧板表面氧化铁粉的控制方法.pdf
本发明提供了一种热轧板表面氧化铁粉的控制方法,将Si含量低于0.2%的板坯入炉后,在1180~1220℃的出炉温度要求下,加热时间小于180分钟;加热好的板坯,经过多道次除鳞后,在精轧阶段采用终轧温度目标为880~900℃、轧制速度大于6米/秒的“精轧高温快轧”策略进行轧制;出精轧后的带钢,迅速经过层流冷却,冷却到560~640℃的目标卷取温度;对钢卷进行冷却,冷却时间大于48小时,冷却速度在20~30℃/时。与现有技术相比,利用本发明方法对热轧板表面进行控制,钢板表面在后续加工过程中无脱粉现象,表面光洁
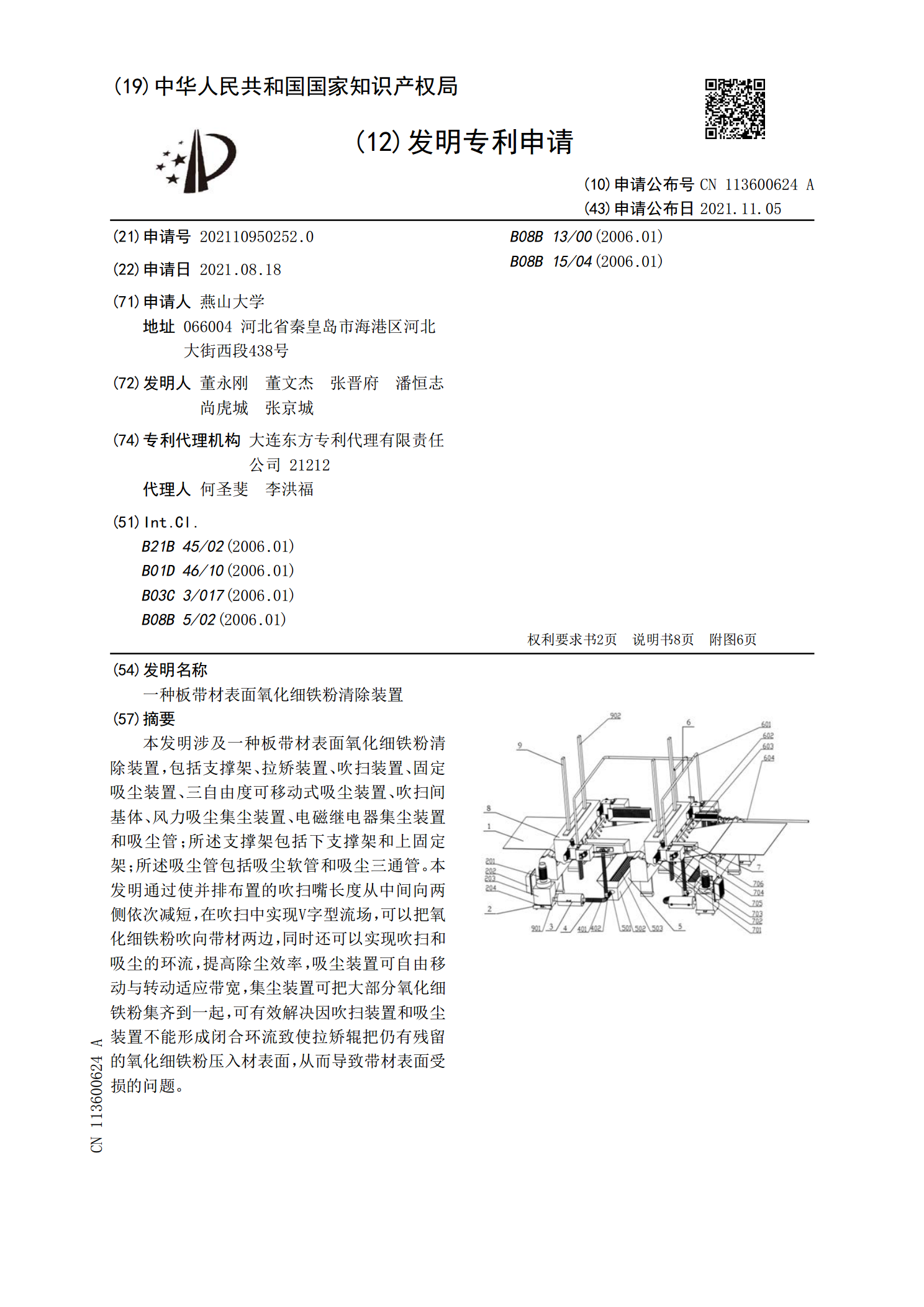
一种板带材表面氧化细铁粉清除装置.pdf
本发明涉及一种板带材表面氧化细铁粉清除装置,包括支撑架、拉矫装置、吹扫装置、固定吸尘装置、三自由度可移动式吸尘装置、吹扫间基体、风力吸尘集尘装置、电磁继电器集尘装置和吸尘管;所述支撑架包括下支撑架和上固定架;所述吸尘管包括吸尘软管和吸尘三通管。本发明通过使并排布置的吹扫嘴长度从中间向两侧依次减短,在吹扫中实现V字型流场,可以把氧化细铁粉吹向带材两边,同时还可以实现吹扫和吸尘的环流,提高除尘效率,吸尘装置可自由移动与转动适应带宽,集尘装置可把大部分氧化细铁粉集齐到一起,可有效解决因吹扫装置和吸尘装置不能形成
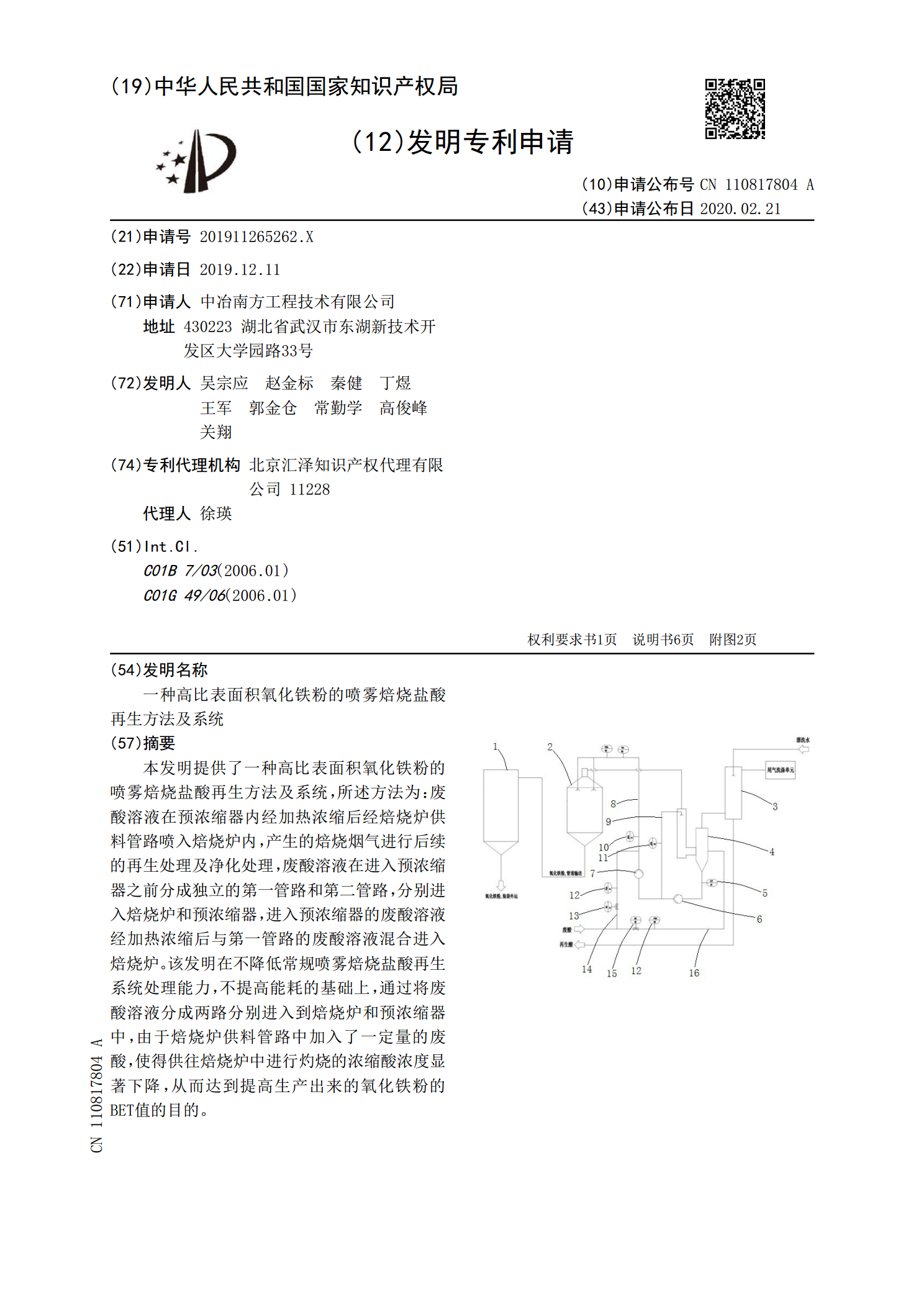
一种高比表面积氧化铁粉的喷雾焙烧盐酸再生方法及系统.pdf
本发明提供了一种高比表面积氧化铁粉的喷雾焙烧盐酸再生方法及系统,所述方法为:废酸溶液在预浓缩器内经加热浓缩后经焙烧炉供料管路喷入焙烧炉内,产生的焙烧烟气进行后续的再生处理及净化处理,废酸溶液在进入预浓缩器之前分成独立的第一管路和第二管路,分别进入焙烧炉和预浓缩器,进入预浓缩器的废酸溶液经加热浓缩后与第一管路的废酸溶液混合进入焙烧炉。该发明在不降低常规喷雾焙烧盐酸再生系统处理能力,不提高能耗的基础上,通过将废酸溶液分成两路分别进入到焙烧炉和预浓缩器中,由于焙烧炉供料管路中加入了一定量的废酸,使得供往焙烧炉中

一种制备纳米氧化铝弥散铁粉的方法.pdf
一种制备纳米氧化铝弥散铁粉的方法,属于金属弥散强化技术领域。首先配置一定比例的硝酸铁和硝酸铝混合溶液,向溶液中加入一定质量的尿素,溶解完全后把溶液加热至70-90℃,同时施以搅拌,反应一定时间,然后把得到的产物离心分离,把去除清液后得产物先置于干燥箱中在80-100℃干燥,然后在马弗炉中在500-700℃煅烧得到超细氧化物混合粉末。将所得的混合物在氢气流中还原,氧化铁被氢气还原而氧化铝不能被氢气还原,即得到纳米氧化铝弥散强化铁粉。本发明的优点在于:溶液中的沉淀剂靠尿素分解得到,使溶液中的沉淀反应均匀进行,

一种能够检测热轧板材表面裂纹的热模拟方法.pdf
本发明公开了一种能够检测热轧板材表面裂纹的热模拟方法,包括:取样:在热轧板材探伤报警区域分别沿横、纵向取热模拟高温拉伸试样5支;为保证取样有针对性,要从热轧板材表面取样,相邻试样横向间距为50mm,纵向间距为30mm;热模拟高温拉伸实验:将试样加热到800?900℃,保温25?35s,以应变速率为10<base:Sup>?1</base:Sup>mm/min对试样进行拉伸,直到试样断裂;观察断口形貌:找到锯齿状断口区域进行标记,锯齿断口平面即为微裂纹所在平面。本发明的目目的是为了更快、更精确的找到热轧板材