
直径大于300mm真空热压铍材的制备方法及铍材.pdf

书生****ma

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
直径大于300mm真空热压铍材的制备方法及铍材.pdf
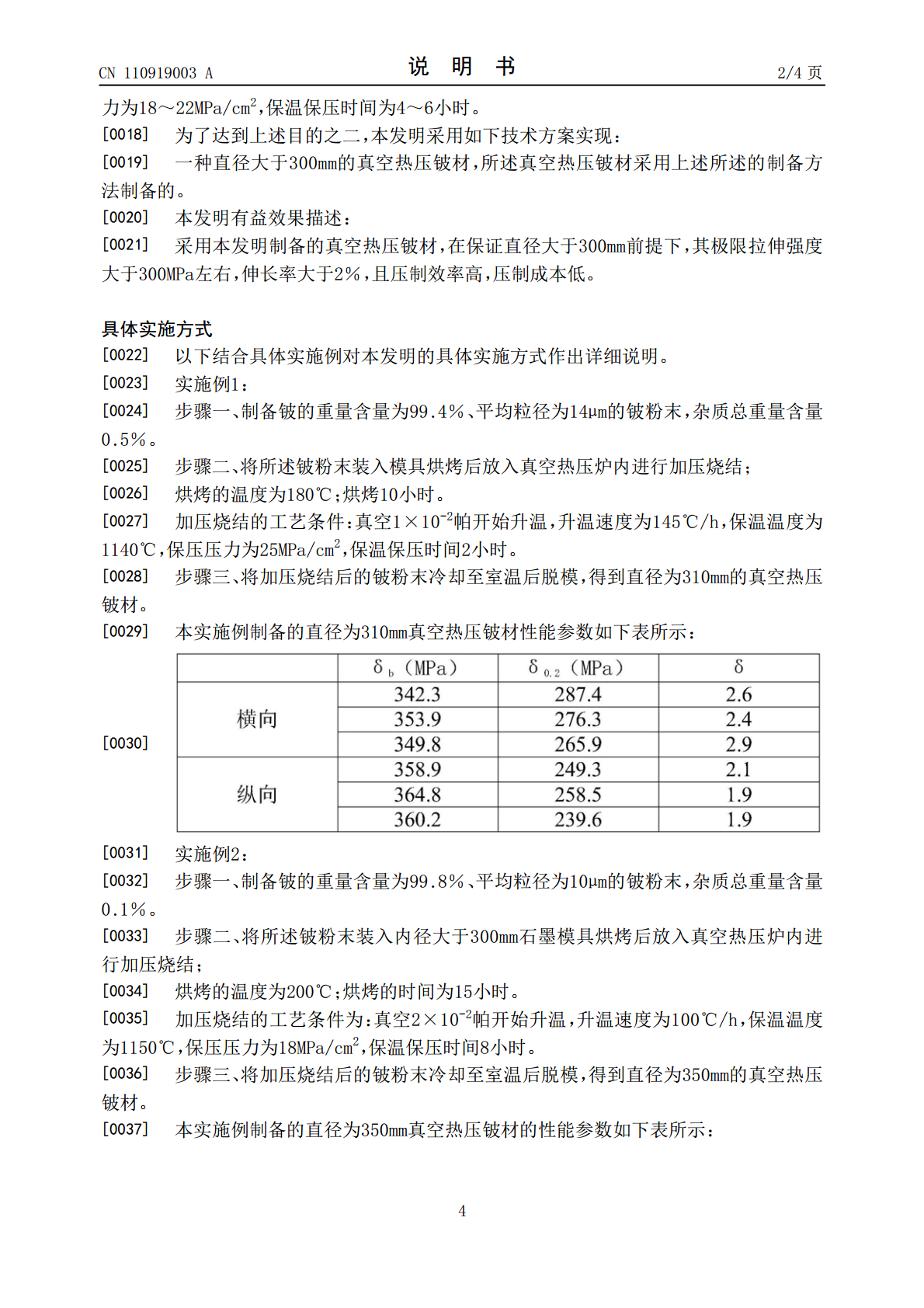
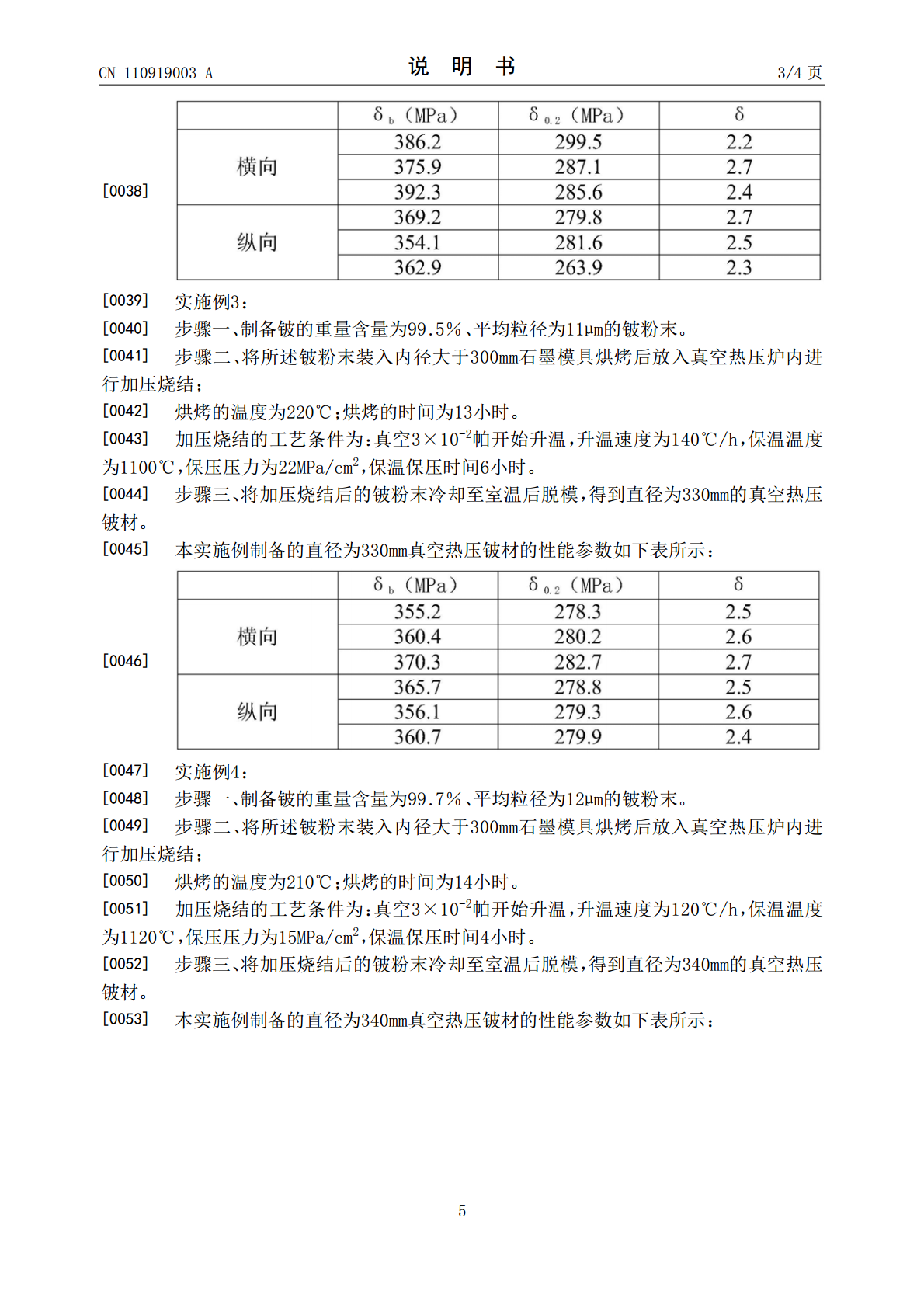
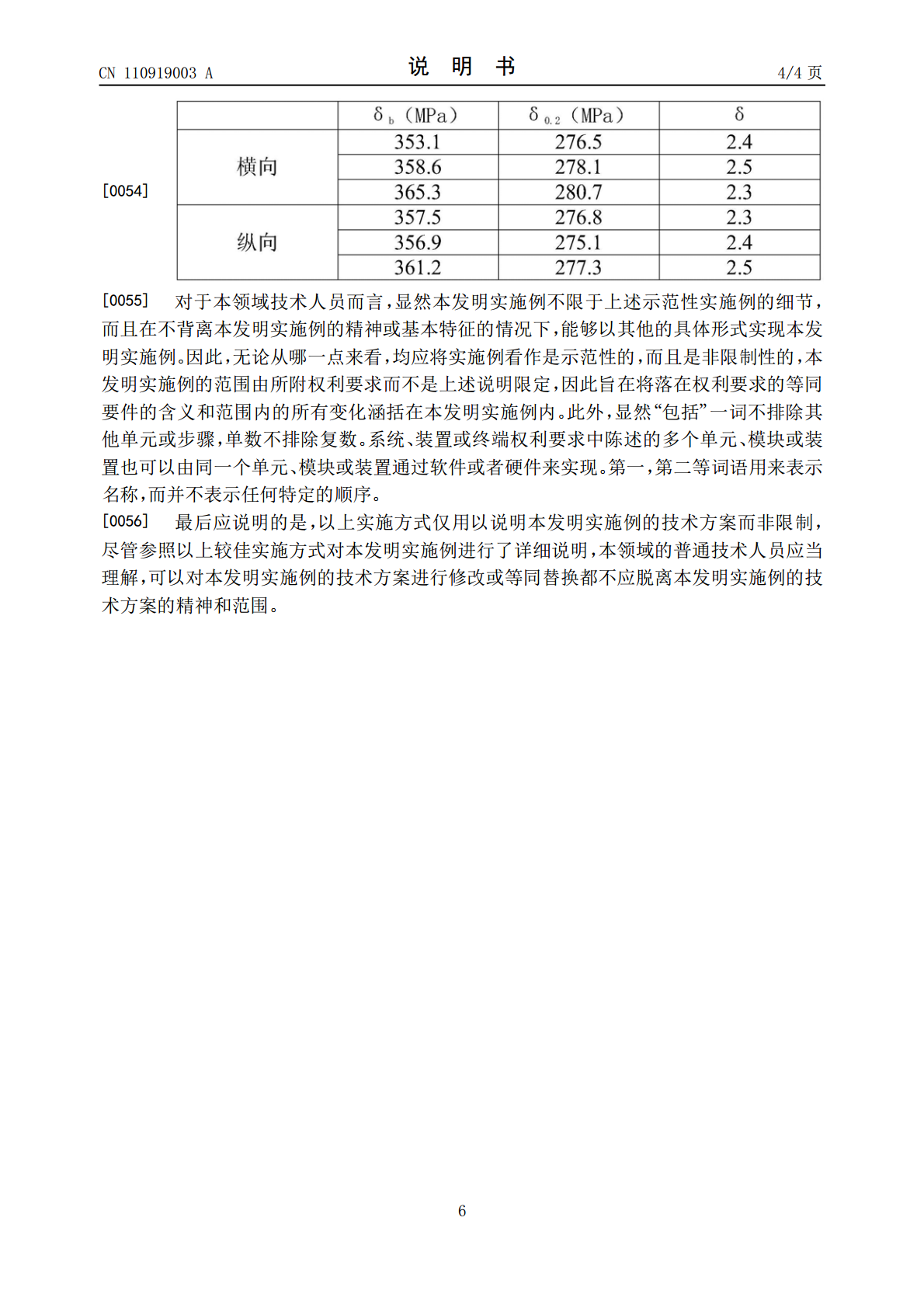
本发明公开了一种直径大于300mm的真空热压铍材的制备方法,包括以下步骤:步骤一、制备铍的重量含量大于99%、平均粒径为10~14μm的铍粉末;步骤二、将所述铍粉末装入内径大于300mm石墨模具烘烤后放入真空热压炉内进行加压烧结;步骤三、将加压烧结后的铍粉末冷却至室温后脱模,得到直径大于300mm的真空热压铍材。本发明还公开了一种直径大于300mm的真空热压铍材。本发明具有压制力高、压制产品直径大、压制效率高、压制成本低等特性。
直径500~700mm真空热压铍材的制备方法及铍材.pdf
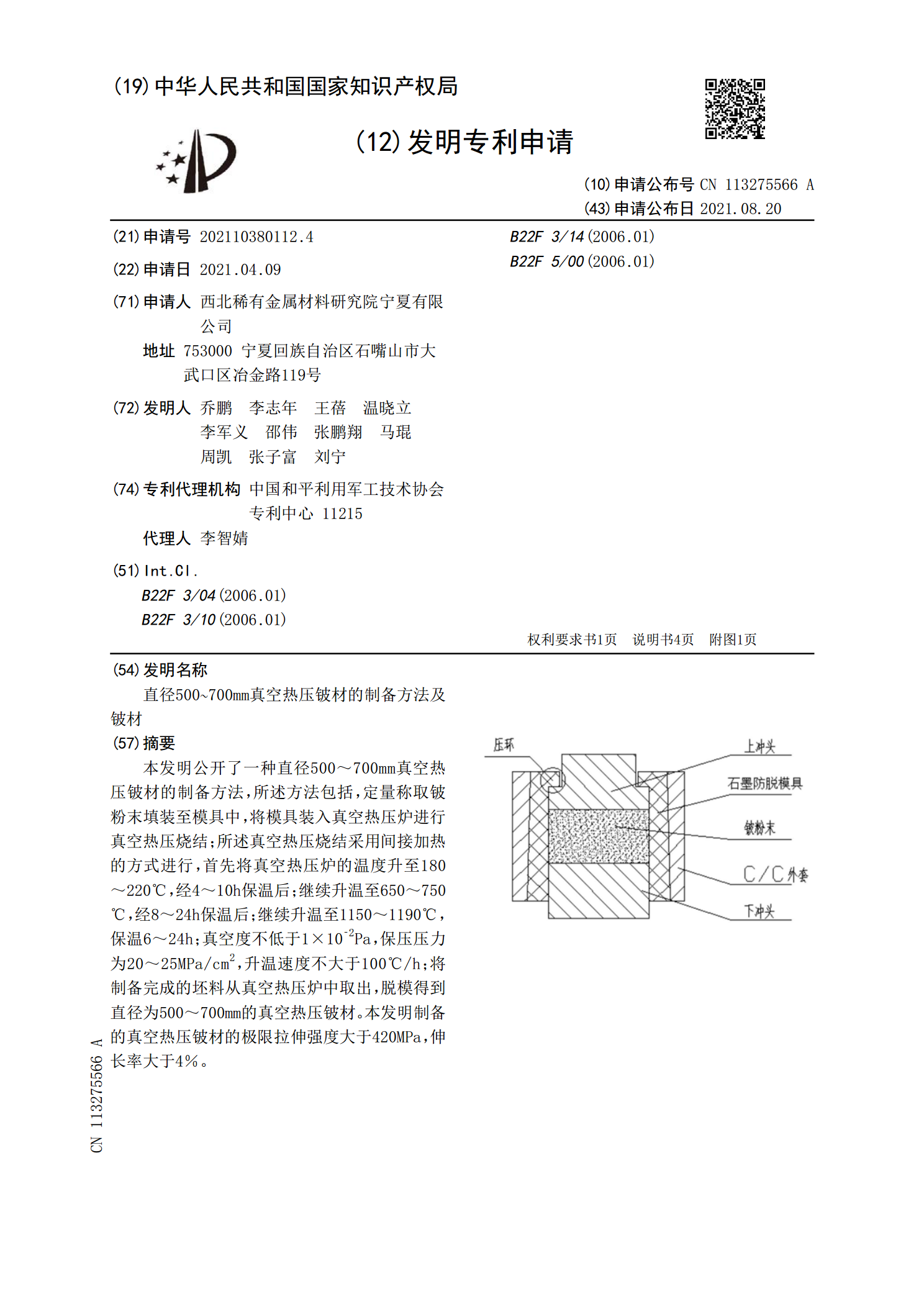
本发明公开了一种直径500~700mm真空热压铍材的制备方法,所述方法包括,定量称取铍粉末填装至模具中,将模具装入真空热压炉进行真空热压烧结;所述真空热压烧结采用间接加热的方式进行,首先将真空热压炉的温度升至180~220℃,经4~10h保温后;继续升温至650~750℃,经8~24h保温后;继续升温至1150~1190℃,保温6~24h;真空度不低于1×10

加快铍材应用步伐.docx
加快铍材应用步伐加快铍材应用步伐摘要:铍是一种重要的材料,具有良好的机械性能、抗热性和耐腐蚀性。然而,由于其高制备成本和复杂的加工工艺,铍材的应用步伐相对较慢。本文将探讨加快铍材应用步伐的原因,并提出几个解决方案,包括改善制备成本、优化加工工艺以及促进协同创新等,以推动铍材应用的发展。1.引言铍是一种稀有金属,具有独特的性能,广泛应用于航空航天、能源、电子等领域。然而,由于铍材制备成本高、加工工艺复杂,导致其应用步伐相对较慢。本文将探讨加快铍材应用步伐的原因,并提出解决方案,以推动铍材应用的发展。2.原因
一种C17410铍铜带材的制备方法.pdf
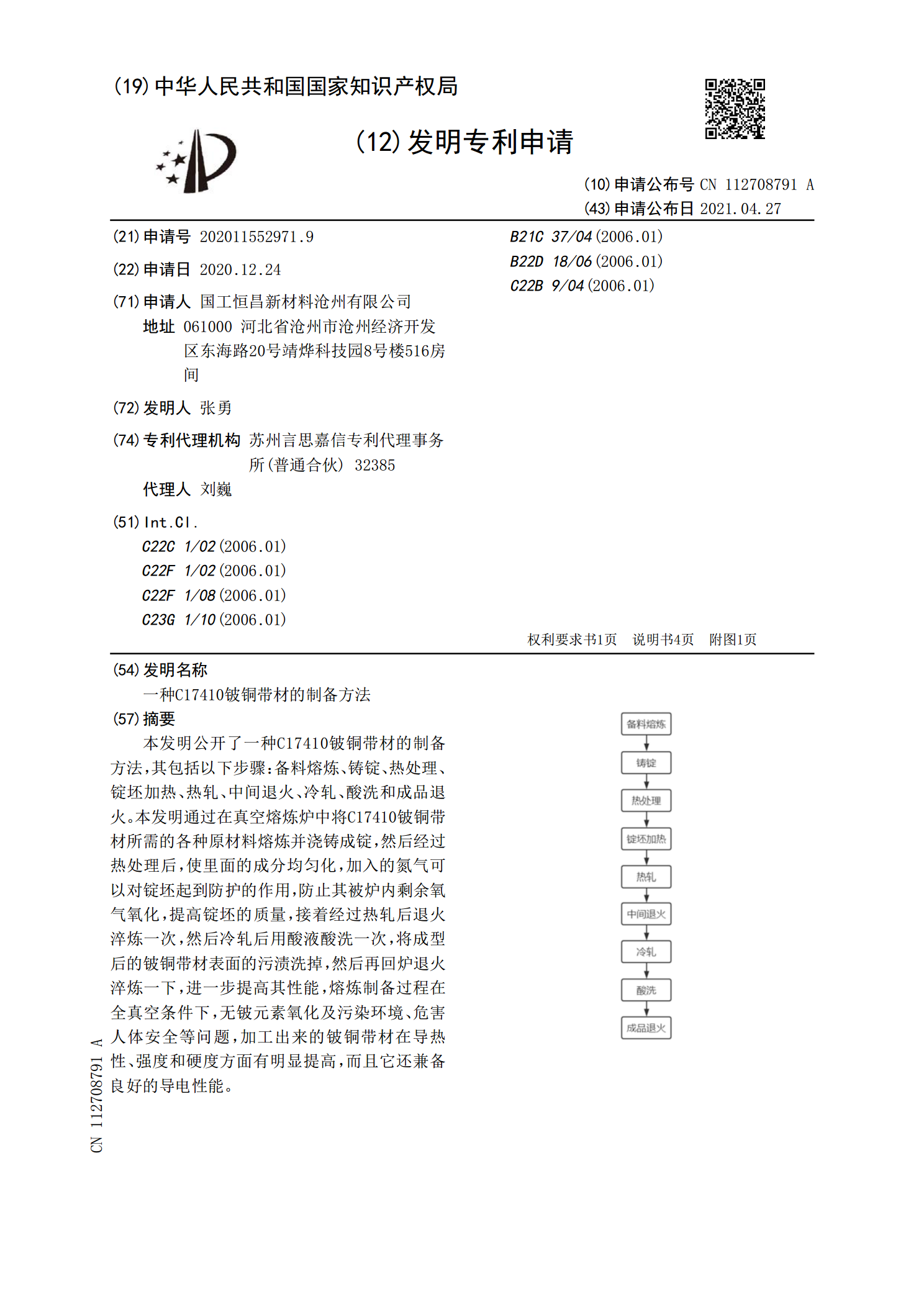
本发明公开了一种C17410铍铜带材的制备方法,其包括以下步骤:备料熔炼、铸锭、热处理、锭坯加热、热轧、中间退火、冷轧、酸洗和成品退火。本发明通过在真空熔炼炉中将C17410铍铜带材所需的各种原材料熔炼并浇铸成锭,然后经过热处理后,使里面的成分均匀化,加入的氮气可以对锭坯起到防护的作用,防止其被炉内剩余氧气氧化,提高锭坯的质量,接着经过热轧后退火淬炼一次,然后冷轧后用酸液酸洗一次,将成型后的铍铜带材表面的污渍洗掉,然后再回炉退火淬炼一下,进一步提高其性能,熔炼制备过程在全真空条件下,无铍元素氧化及污染环境

铍材表层残余应力测试方法研究.docx
铍材表层残余应力测试方法研究铍材表层残余应力测试方法研究摘要:铍材作为一种重要的结构材料,在航空航天、核能等领域得到广泛应用。表层残余应力是铍材制备和加工过程中不可避免的产物,对材料的性能和寿命具有重要影响。因此,准确测量和评估铍材表层残余应力具有极其重要的意义。本文主要介绍了铍材表层残余应力的产生机理,并综述了目前常用的测试方法,同时探讨了一种新的测试方法的可行性和优势。引言:铍材作为一种高强度、高温性能优良的材料,广泛应用于航空航天、核能、半导体等领域。然而,铍材的制备和加工过程中常常会产生表层残余应