
一种改善42CrMo棒材弯曲度的生产控制方法.pdf

mm****酱吖


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种改善42CrMo棒材弯曲度的生产控制方法.pdf
本发明涉及一种改善42CrMo棒材弯曲度的生产控制方法,包括加热、轧制和冷却控制工序,所述加热工序采用步进式加热炉,加热顺序依次包括预热段、加热一段、加热二段及均热段;其中,预热段温度为600~720℃,加热一段温度为950~1060℃,加热二段温度为1060~1130℃,均热段温度为1080~1120℃,总加热时间120‑180min。采用本发明生产的42CrMo棒材具有较好的弯曲度指标、均匀性的组织,在后续加工过程中降低其淬火开裂比率,提高了用户产品加工效率和合格率。
一种棒材加热炉弯钢入炉控制方法.pdf
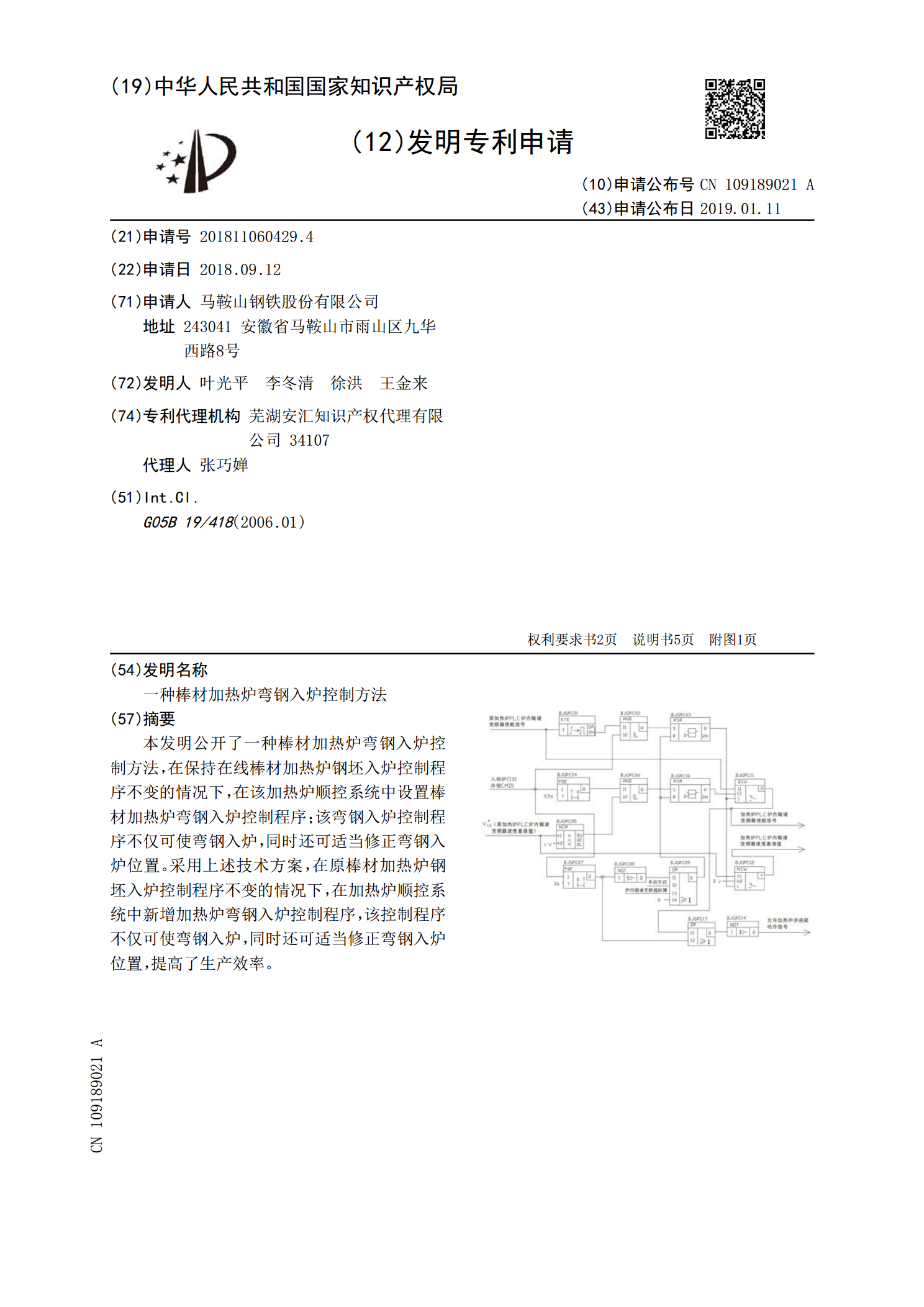
本发明公开了一种棒材加热炉弯钢入炉控制方法,在保持在线棒材加热炉钢坯入炉控制程序不变的情况下,在该加热炉顺控系统中设置棒材加热炉弯钢入炉控制程序;该弯钢入炉控制程序不仅可使弯钢入炉,同时还可适当修正弯钢入炉位置。采用上述技术方案,在原棒材加热炉钢坯入炉控制程序不变的情况下,在加热炉顺控系统中新增加热炉弯钢入炉控制程序,该控制程序不仅可使弯钢入炉,同时还可适当修正弯钢入炉位置,提高了生产效率。

一种可连续测量的棒材弯曲度测量仪.pdf
一种可连续测量的棒材弯曲度测量仪,属于冶金棒材测量设备技术领域。其技术方案是:游尺座安装在尺身上,游尺座与尺身为滑动配合,两个固定块分别安装在尺身的两端,固定块的下部安装有滚动轮,百分表表头与测量针上端相连接,测量针安装在游尺座上,测量针底部安装有滚动轮。本发明的尺身两端的固定块与棒材定位接触,尺身中间的数显百分表对棒材表面进行测距,弯曲度检测精度能满足每米弯曲度0.1mm,并可显示钢材的弯曲方向;还可以在钢材上连续滑动测量,通过百分表的存储功能,可以显示测量过程的最大值和最小值。本发明结构简单、测量准确

一种棒材生产线生产模拟方法.pdf
本发明涉及一种棒材生产线生产模拟方法,其特征在于,它包括以下步骤:S1:采用三维软件对照现场设备外型,逐一对现场设备进行模型构建;S2:根据设备运行时是否活动与运转方式对模型进行分类打组,将模型展UV;S3:将步骤S2中的模型UV输出到绘图软件;S4:对设备运转的关键帧进行设置;S5:布置3D场景中的灯光为设备模型添加材质;S6:添加特效的;S7:渲染模型仿真动画;S8:渲染结束后,将渲染好的图片,按照图像序列导入AfterEffects,新建合成,编辑合成的帧速率、分辨率参数,将maya内其他摄影机渲

一种棒材生产线铭牌标记系统及其控制方法.pdf
本发明属于激光打标技术领域,具体是一种棒材生产线铭牌标记系统及其控制方法。系统:包括工控机、数据库服务器、重量采集仪、票据打印机、标签打印机、运动控制卡、激光发生器、振镜扫描系统。方法:工控机接收来至数据库服务器的生产计划,并存放与本地数据库,浏览、查询本地计划内容,调取计划,打开对应的样式模板,工控机采集当前的重量数据,标记软件发出打标指令给运动控制卡,运动控制卡驱动光纤激光器和振镜扫描系统,将数据信息标记在铭牌上,标记软件发出打印指令给票据打印机,工控机将铭牌标记数据上传给数据库服务器。本发明实现全程