
一种钢丝绳在线生产线精度提升工艺.pdf

是你****盟主


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钢丝绳在线生产线精度提升工艺.pdf
本发明公开了一种钢丝绳在线生产线精度提升工艺,包括如下步骤:S1.对圆钢进行预处理;S2.将预处理后的圆钢进入烘干设备烘干;S3.对预处理线材进行拉拔处理;S4.将拉拔处理后的半成品线材放入热处理炉进行加热处理;S5.将热处理后的半成品线材放入锌锅进行镀锌处理;S6.将镀锌处理后的半成品线材放入到捻股机当中进行捻股;S7.将捻股结束的半成品线材送入到合绳机当中进行合绳;S8.对待成品钢丝绳进行包覆铝膜处理;S9.对包覆铝膜处理处理后的待成品钢丝绳进行涂塑处理,得到成品钢丝绳。本发明通过拉拔机对预处理线材进

超高速电梯用九股钢芯钢丝绳在线张拉生产线设备及工艺.pdf
一种超高速电梯用九股钢芯钢丝绳在线张拉生产线设备及工艺,由放线装置、捻绳机组、压线瓦座机组、后变形器、三向定径装置、断丝监测装置、预张拉力控制系统、第二牵引系统和收线装置构成,捻绳机组为九轮管式机,在管式机的机尾安装单股放线装置,该放线装置的放线方式、张力控制方法于机身内的股放线一样,将金属芯放线安排在机头第一框架,确保张力一致的同时,减小钢丝绳的捻制应力,避免了金属芯放置机尾造成钢丝绳及金属芯结构破坏,该技术的应用,将九股金属芯钢丝绳的合绳和预张拉在线一次完成,提高了生产效率和金属芯钢丝绳残余捻制应力的
一种钢丝绳张力在线监测装置.pdf
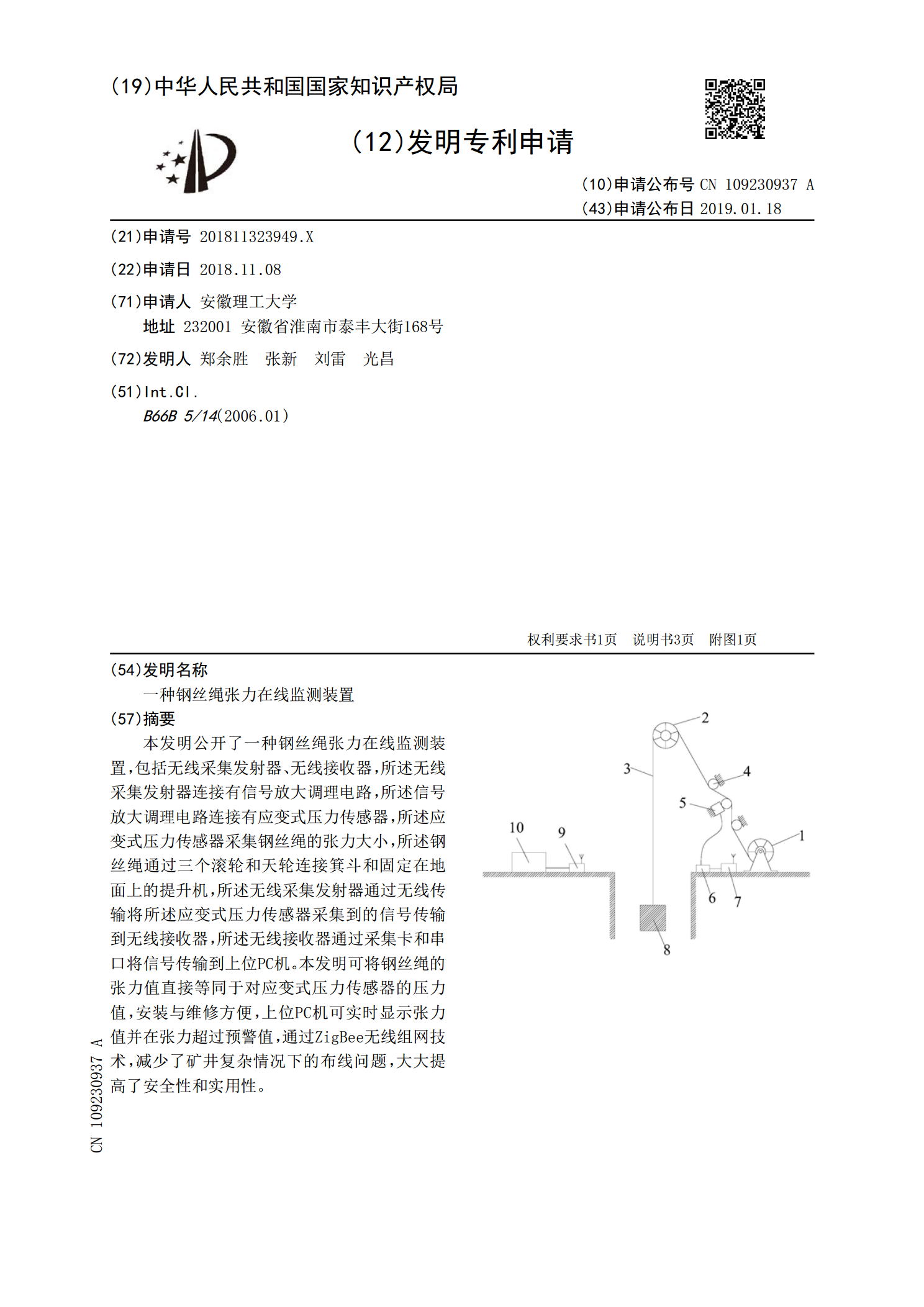
本发明公开了一种钢丝绳张力在线监测装置,包括无线采集发射器、无线接收器,所述无线采集发射器连接有信号放大调理电路,所述信号放大调理电路连接有应变式压力传感器,所述应变式压力传感器采集钢丝绳的张力大小,所述钢丝绳通过三个滚轮和天轮连接箕斗和固定在地面上的提升机,所述无线采集发射器通过无线传输将所述应变式压力传感器采集到的信号传输到无线接收器,所述无线接收器通过采集卡和串口将信号传输到上位PC机。本发明可将钢丝绳的张力值直接等同于对应变式压力传感器的压力值,安装与维修方便,上位PC机可实时显示张力值并在张力超

云冈矿副井提升钢丝绳在线检测研究.doc
第页云冈矿副井提升钢丝绳在线检测技术的研究应用云冈矿大型设备队2010年7月云冈矿副井提升钢丝绳在线检测技术的研究应用立项原因钢丝绳作为重要提升、运输设备中的“高度危险构件”,始终是安全监管的“盲点”,由于缺少有效的检测、控制手段,因此,长期以来,一直是影响煤炭系统安全生产的“重大危险源”。TCK弱磁检测技术,一举突破了困扰全球无损探伤界的百年技术难题,为有效解决钢丝绳运行管理中“隐患、浪费、低效”同在的三大矛盾,实现其“安全、节约、高效”运行的三重目标,提供了重要的安全技术保障。研究内容
一种提升印刷线路板对位精度的加工工艺.pdf
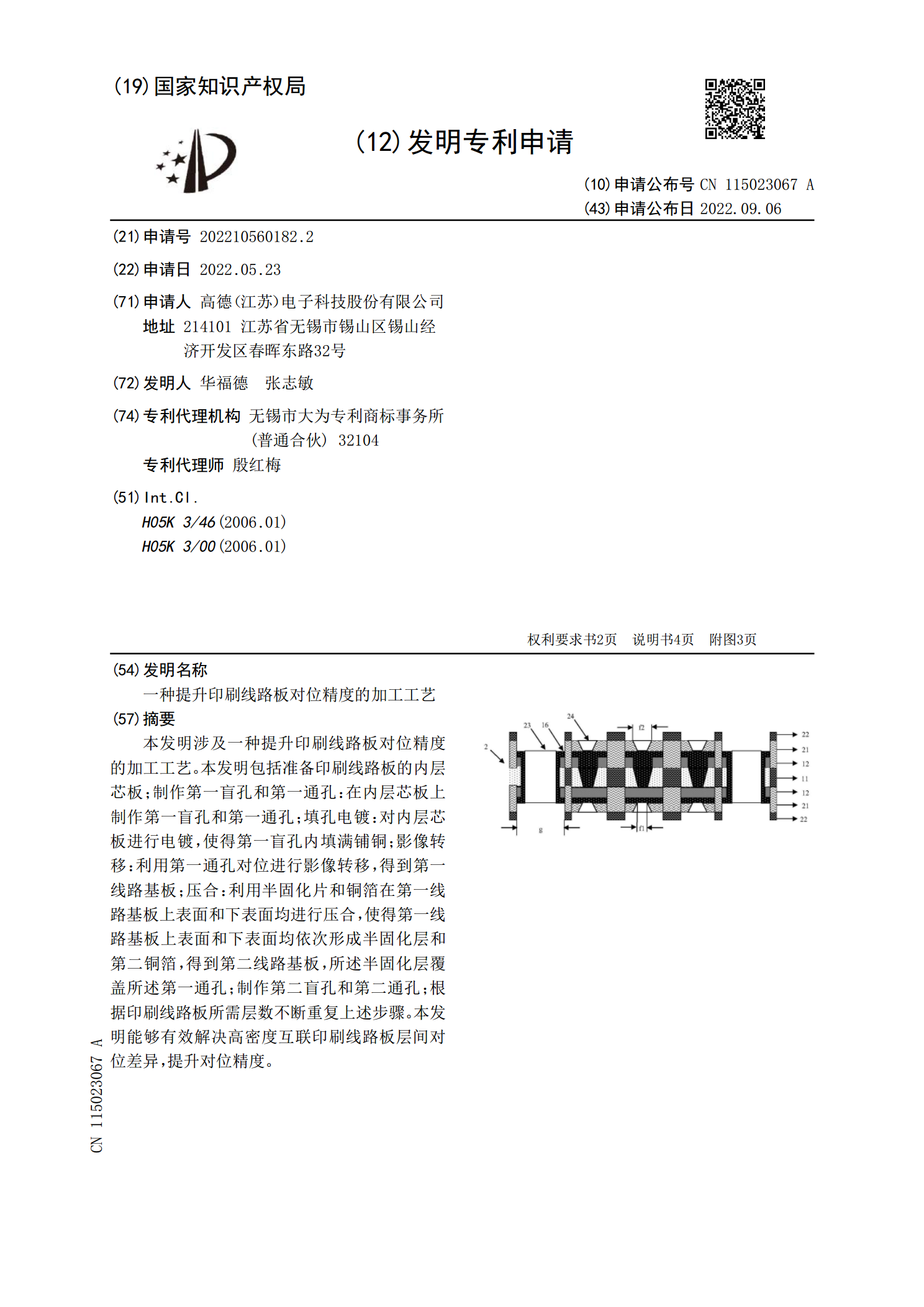
本发明涉及一种提升印刷线路板对位精度的加工工艺。本发明包括准备印刷线路板的内层芯板;制作第一盲孔和第一通孔:在内层芯板上制作第一盲孔和第一通孔;填孔电镀:对内层芯板进行电镀,使得第一盲孔内填满铺铜;影像转移:利用第一通孔对位进行影像转移,得到第一线路基板;压合:利用半固化片和铜箔在第一线路基板上表面和下表面均进行压合,使得第一线路基板上表面和下表面均依次形成半固化层和第二铜箔,得到第二线路基板,所述半固化层覆盖所述第一通孔;制作第二盲孔和第二通孔;根据印刷线路板所需层数不断重复上述步骤。本发明能够有效解决