
一种蜂窝状球面栅网的制备工艺.pdf

元容****少女

1/7

2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种蜂窝状球面栅网的制备工艺.pdf
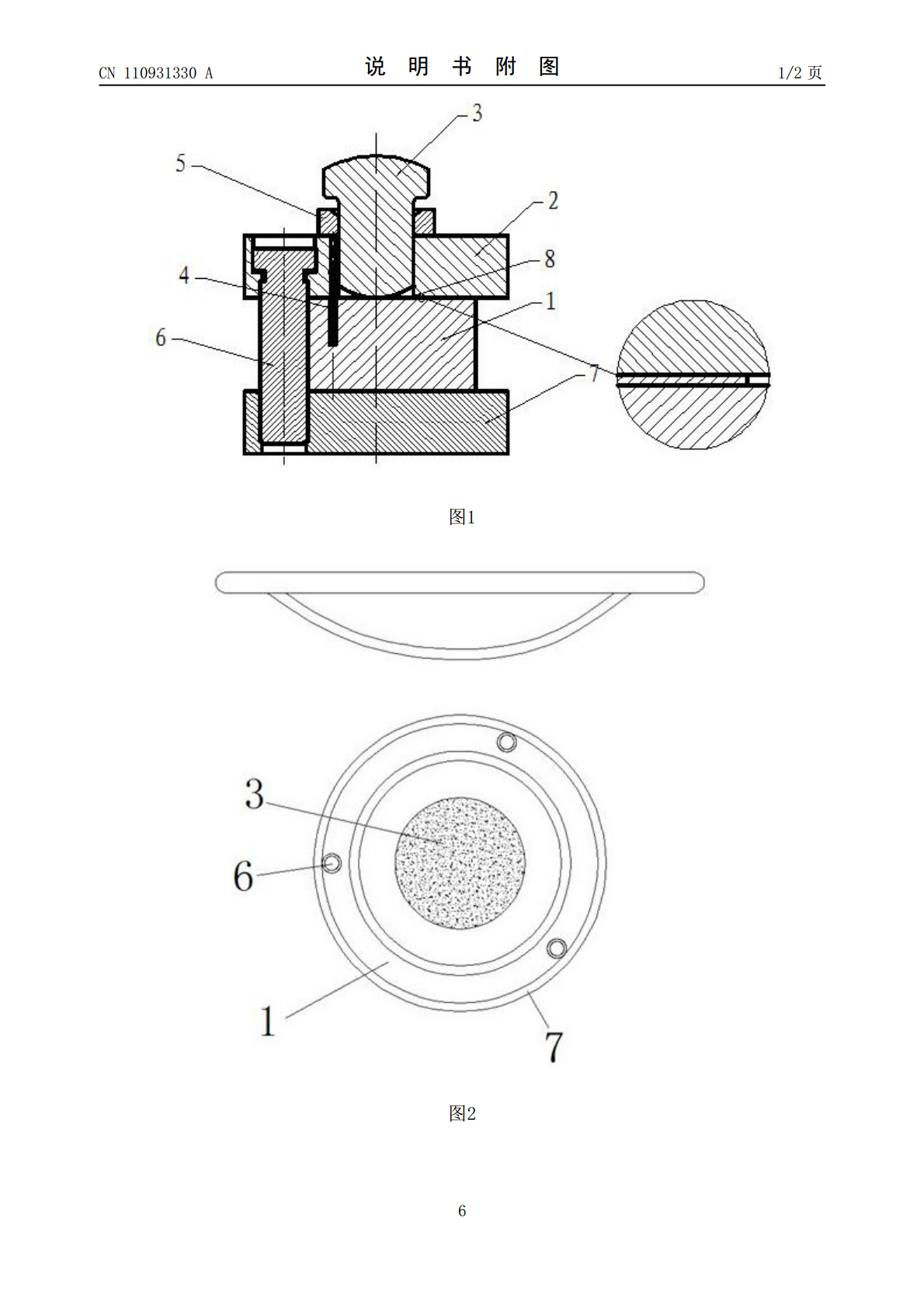
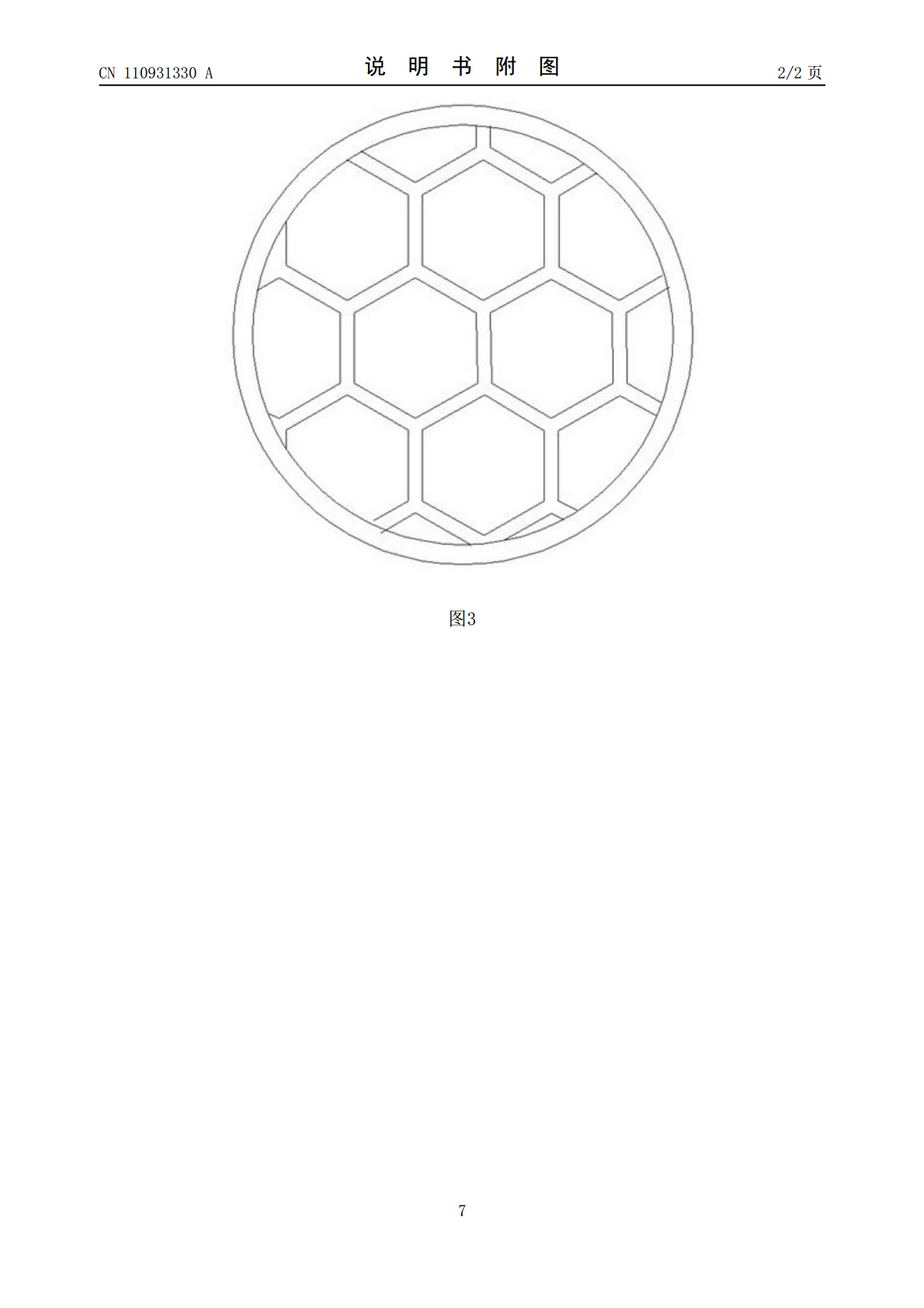
本发明提供一种蜂窝状球面栅网及其制备工艺,其步骤方法为:首先对钼制的平面栅网进行光刻,制备蜂窝状栅网,对进行清洗去油;随后同时对无氧铜基座和蜂窝状栅网进行真空退火处理。无氧铜基座退火温度为500℃‑800℃,保温25min‑40min。钼制的蜂窝状栅网按照小于10℃/min的升温速度,升温至800℃‑900℃,保温30min‑45min,随炉冷却;从炉中取出栅网与铜基座,迅速将栅网与铜基座装入工装,使用液压机按照4‑5MPa/min的压制速度进行压制,保压30‑60s后,缓慢减少液压机的压力,取出工装;对

球面栅网后加速透镜的研究.docx
球面栅网后加速透镜的研究球面栅网后加速透镜的研究摘要:本文针对球面栅网后加速透镜的研究进行了探讨和分析。通过理论分析和模拟实验,我们研究了球面栅网后加速透镜的工作原理、性能特点以及应用前景。研究结果表明,球面栅网后加速透镜具有较高的透射率和较低的色散,能够有效地改善传统透镜的成像质量,并在光学系统中具有广泛的应用前景。关键词:球面栅网、加速透镜、透射率、色散、成像质量1.引言近年来,随着科学技术的不断发展,光学成像技术在各个领域得到了广泛的应用。然而,传统的透镜在成像质量和光学性能上存在一些限制,如色散问

一种蜂窝状支撑结构的制备工艺.pdf
本发明公开了一种蜂窝状支撑结构的制备工艺。本发明包括:步骤一、制备具有折痕的板状的基体;步骤二、将两块以上的基体层叠放置,放置时,相邻两个基体的折痕重叠,相邻的两个基体之间通过粘接材料连接,折痕上设置粘接材料;当同一基体上折痕的正面一侧具有粘接材料时,该折痕的反面一侧则不设置粘接材料;当同一基体上的其中一根折痕的正面一侧设置粘接材料时,则与该折痕相邻的折痕正面一侧则不设置粘接材料;步骤三、将层叠放置好的基体通过粘接材料粘接成整体,最后通过切割制成成品。本发明制备出的结构具有支撑效果佳、稳定性性好、使用寿命
一种雷达栅网天线的加工工艺.pdf
本发明公开了一种雷达栅网天线的加工工艺,所述裁截使用的工具为钢刀,以及钢刀高度、厚度和涂层的控制,可以减少裁截所需的压力和刀刃和金属板的摩擦力,使裁截更加顺滑,所述模切时在金属筋板的底侧放置有硬胶条,可以减少模切时金属筋板的变形量,保证模切的效果,所述真空铝钎焊炉的压升率的控制,可以保证钎焊的进行,从而提高雷达栅网天线的工作稳定性,所述钎焊后进行光亮和防氧化处理,可以延长雷达栅网天线的使用时长,采用此种加工工艺加工出来的雷达栅网天线具有工作稳定性高以及使用时间长的优点,市场潜力巨大,前景广阔。

一种聚焦球面压电陶瓷元件制备工艺.pdf
本发明公开了一种聚焦球面压电陶瓷元件制备工艺,涉及压电陶瓷领域,针对现有的球面压电陶瓷加工工艺存在产品尺寸受限,材料浪费大和良品率低的问题。本发明方案包括以下步骤:S1、将压电陶瓷粉料与酒精、乙酸丁酯、分散剂、粘接剂、增塑剂充分混合;S2、将步骤S1中的浆料除泡,进行流延、裁剪;S3、将步骤S2中裁剪好的膜带多层叠放,轧膜得到相应厚度压电陶瓷膜带;S4用球面模具将压电陶瓷膜带冲成球面坯体;S5、将球面坯体放入加工好相应曲率半径的凹面陶瓷底座中,压上相应曲率半径的凸面陶瓷压块,一起放入炉中排胶、烧结成球面压