
TC4钛合金带材连续轧制固溶处理工艺.pdf

Jo****31


1/10
2/10

3/10

4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
TC4钛合金带材连续轧制固溶处理工艺.pdf
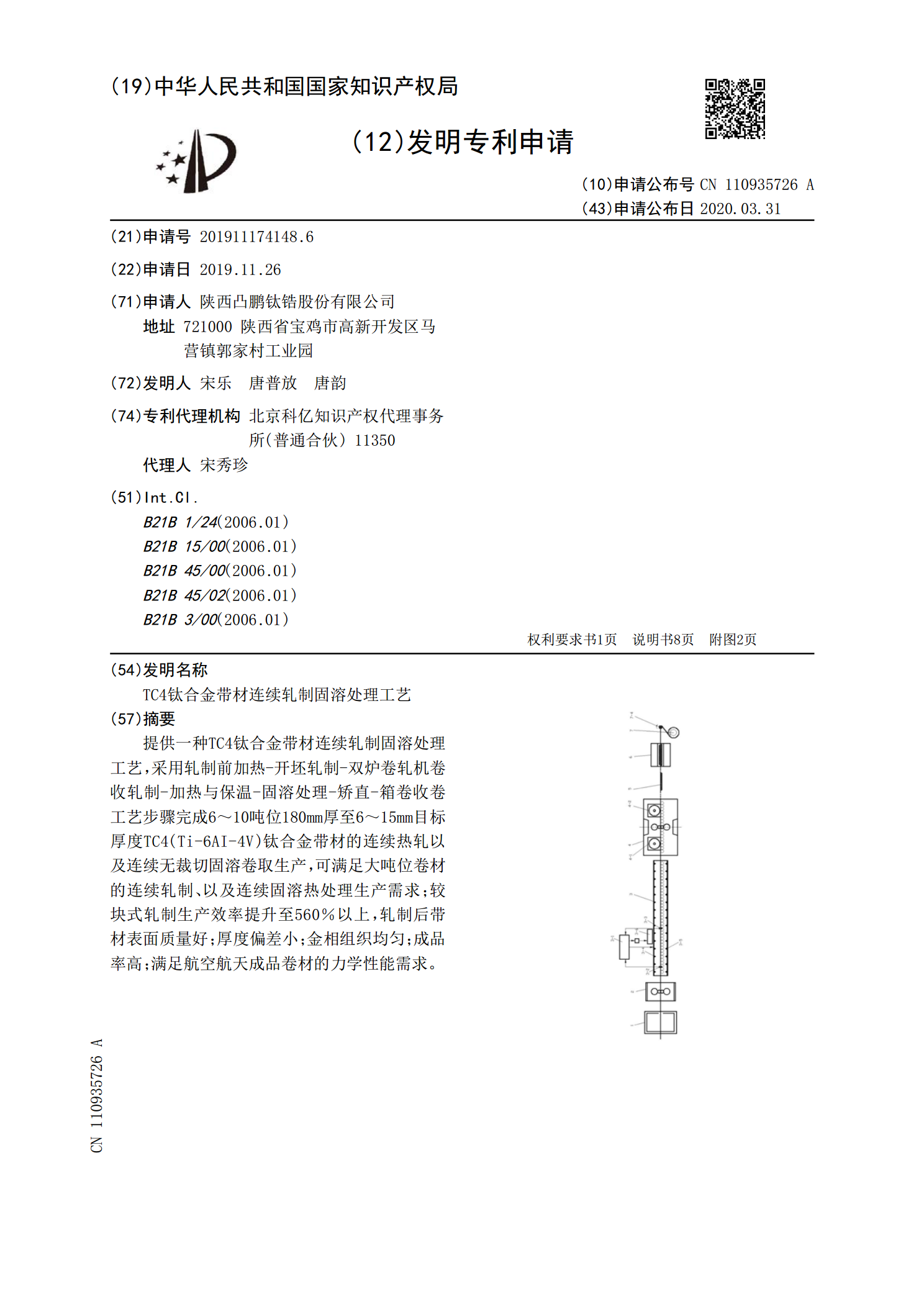
提供一种TC4钛合金带材连续轧制固溶处理工艺,采用轧制前加热‑开坯轧制‑双炉卷轧机卷收轧制‑加热与保温‑固溶处理‑矫直‑箱卷收卷工艺步骤完成6~10吨位180mm厚至6~15mm目标厚度TC4(Ti‑6AI‑4V)钛合金带材的连续热轧以及连续无裁切固溶卷取生产,可满足大吨位卷材的连续轧制、以及连续固溶热处理生产需求;较块式轧制生产效率提升至560%以上,轧制后带材表面质量好;厚度偏差小;金相组织均匀;成品率高;满足航空航天成品卷材的力学性能需求。

固溶时效工艺对TC4钛合金组织及性能的影响.docx
固溶时效工艺对TC4钛合金组织及性能的影响随着TC4钛合金的广泛应用,钛合金的工艺研究也日益成为焦点。其中,固溶时效工艺对TC4钛合金组织及性能的影响是一个长期关注的问题。本文将系统阐述固溶时效工艺对TC4钛合金组织及性能的影响。一、固溶时效工艺概述固溶时效工艺是钛合金加工中重要的热处理工艺之一。它是指将钛合金在高温下进行固溶处理,使钛合金中的各种元素均匀地溶解在晶界和晶内,消除或减少合金中的组织缺陷。同时,在固溶处理后,快速冷却,达到冷加工效果,进一步提高钛合金的强度和硬度。二、固溶时效工艺对TC4钛合

钛合金TC4中厚板轧制工艺探索.docx
钛合金TC4中厚板轧制工艺探索钛合金TC4是一种高强度、耐腐蚀的工程材料,具有广泛的应用前景。在工业生产中,厚板是TC4钛合金的常用形式之一。良好的厚板轧制工艺能够提高材料的机械性能、改善表面质量,并有助于减轻成本和提高生产效率。因此,本文将探讨钛合金TC4厚板轧制工艺的一些关键问题,如材料选择、热处理和表面处理等。首先,材料选择是影响TC4钛合金厚板轧制工艺的关键因素之一。TC4钛合金由钛、铝、铁等元素组成,因此其化学成分对厚板的组织和性能具有重要影响。在材料选择过程中,应确保原材料的成分符合相关标准,
一种高性能铜合金带材在线固溶热处理工艺.pdf
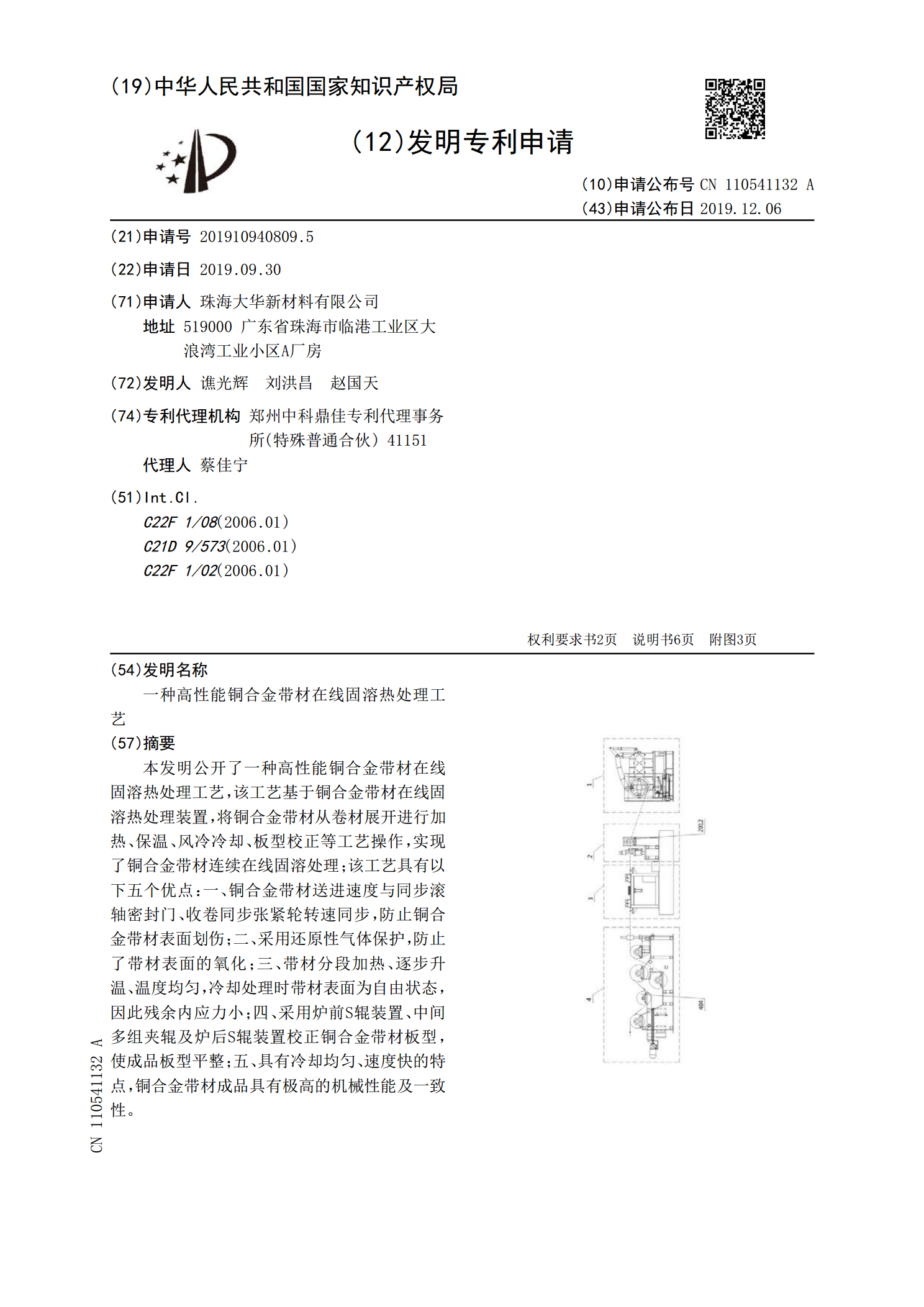
本发明公开了一种高性能铜合金带材在线固溶热处理工艺,该工艺基于铜合金带材在线固溶热处理装置,将铜合金带材从卷材展开进行加热、保温、风冷冷却、板型校正等工艺操作,实现了铜合金带材连续在线固溶处理;该工艺具有以下五个优点:一、铜合金带材送进速度与同步滚轴密封门、收卷同步张紧轮转速同步,防止铜合金带材表面划伤;二、采用还原性气体保护,防止了带材表面的氧化;三、带材分段加热、逐步升温、温度均匀,冷却处理时带材表面为自由状态,因此残余内应力小;四、采用炉前S辊装置、中间多组夹辊及炉后S辊装置校正铜合金带材板型,使成

热处理工艺对TC4钛合金大规格棒材组织及性能的影响.docx
热处理工艺对TC4钛合金大规格棒材组织及性能的影响摘要TC4钛合金是一种广泛应用于航空、航天、化工、精密仪器等领域的重要结构材料。TC4钛合金大规格棒材的热处理工艺对其组织和性能具有重要影响。本文从TC4钛合金大规格棒材的成分与组织入手,介绍了其热处理工艺及其对组织和性能的影响。同时,还探讨了热处理工艺对TC4钛合金大规格棒材应用领域的影响。关键词:TC4钛合金;大规格棒材;热处理工艺;组织;性能AbstractTC4titaniumalloyisanimportantstructuralmaterial