
一种托盘箱底板用薄规格热轧宽带钢及其生产方法.pdf

猫巷****傲柏

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种托盘箱底板用薄规格热轧宽带钢及其生产方法.pdf
本发明公开了一种托盘箱底板用薄规格热轧宽带钢及其生产方法,属于冶金技术领域。所述热轧宽带钢化学成分及其重量百分含量为:C:0.060~0.080%,Si≤0.50%,Mn:1.00~1.10%,P≤0.018%,S≤0.008%,Ti:0.065~0.080%,Als:0.015~0.040%,N≤0.005%,余量为Fe及不可避免的杂质元素。所述生产方法包括转炉提钒、转炉冶炼、LF精炼、板坯连铸、板坯加热、高压水除鳞、控制轧制、层流冷却、卷取工序。本发明所得热轧宽带钢力学性能、脱碳层深度等各项性能指标良
抗拉强度600MPa级极薄规格热轧宽带钢及其生产方法.pdf
本发明涉及抗拉强度600MPa级极薄规格热轧宽带钢及其生产方法,其产品化学成分组成及重量百分比为:C:0.06~0.10%,Si≤0.30%,Mn:0.90~1.10%,P≤0.020%,S≤0.015%,Nb:0.030~0.050%,Ti:0.01~0.03%,Als:0.010~0.045%,余量为Fe及不可避免的杂质元素。生产方法包括铁水经过转炉冶炼、LF精炼、板坯连铸、板坯加热、高压水除鳞、控制轧制、控轧冷却、卷取工序得到抗拉强度600MPa级极薄规格热轧宽带钢。本发明所生产的热轧宽带钢厚度减至
一种薄规格SAPH440带钢及其生产方法.pdf
本发明涉及一种薄规格SAPH440带钢及其生产方法,属于冶金技术领域。所述带钢的化学成分及质量百分含量为:C:0.05~0.10%,Si≤0.12%,Mn:1.0~1.2%,P≤0.020%,S≤0.020%,Als:0.02~0.05%,Ti:0.005~0.015%,B:0.001~0.002%,N≤0.0045%,余量为Fe和不可避免的杂质。其生产方法包括铁水预处理、转炉炼钢、LF精炼、板坯连铸、热轧、冷却、平整、酸洗工序;所述热轧工序,终轧温度870~930℃,层流冷却采用后1/4段冷却模式。本发
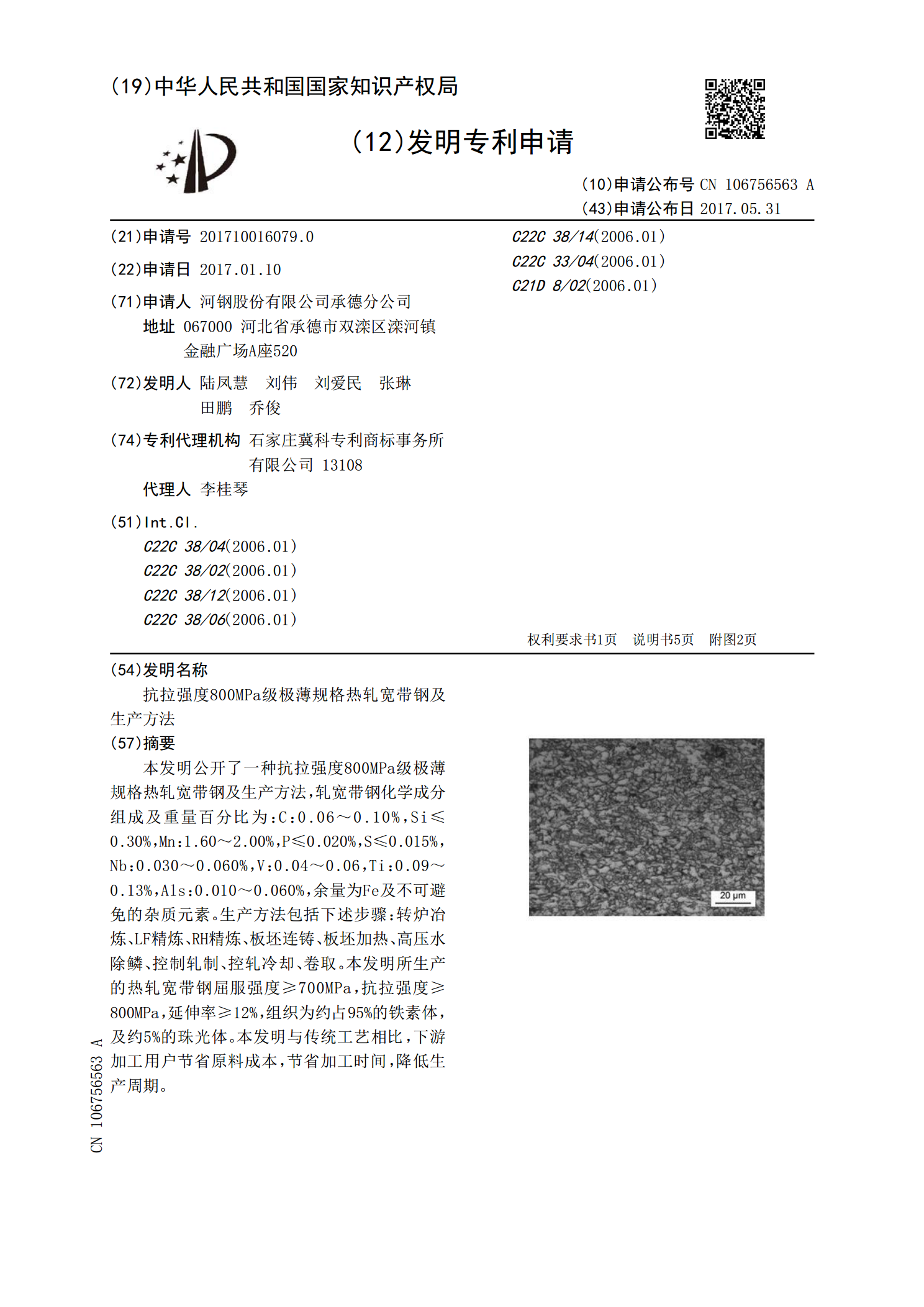
抗拉强度800MPa级极薄规格热轧宽带钢及生产方法.pdf
本发明公开了一种抗拉强度800MPa级极薄规格热轧宽带钢及生产方法,轧宽带钢化学成分组成及重量百分比为:C:0.06~0.10%,Si≤0.30%,Mn:1.60~2.00%,P≤0.020%,S≤0.015%,Nb:0.030~0.060%,V:0.04~0.06,Ti:0.09~0.13%,Als:0.010~0.060%,余量为Fe及不可避免的杂质元素。生产方法包括下述步骤:转炉冶炼、LF精炼、RH精炼、板坯连铸、板坯加热、高压水除鳞、控制轧制、控轧冷却、卷取。本发明所生产的热轧宽带钢屈服强度≥70
一种530MPa级薄规格镀锌带钢及其生产方法.pdf
一种530MPa级薄规格镀锌带钢及生产方法,化学成分(wt%):C:0.08~0.12,Si≤0.06,Mn:1.1~1.5,P≤0.016,S≤0.008,Nb:0.040~0.055,Als:0.020~0.045,N≤0.007,Ti:0.015~0.030,Ca:0.0015~0.0045,余为Fe;转炉、LF精炼采用低氮模式,LF精炼钙处理前酸溶铝含量0.025~0.045%,钙处理底吹氩气净吹钢水6~15min结束精炼;结束精炼时酸不溶铝含量≤0.004wt%,酸不溶铝与钙含量之比≤2.5,以