
一种四层铝合金复合板带坯料的生产方法.pdf

小新****ou


1/6
2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种四层铝合金复合板带坯料的生产方法.pdf
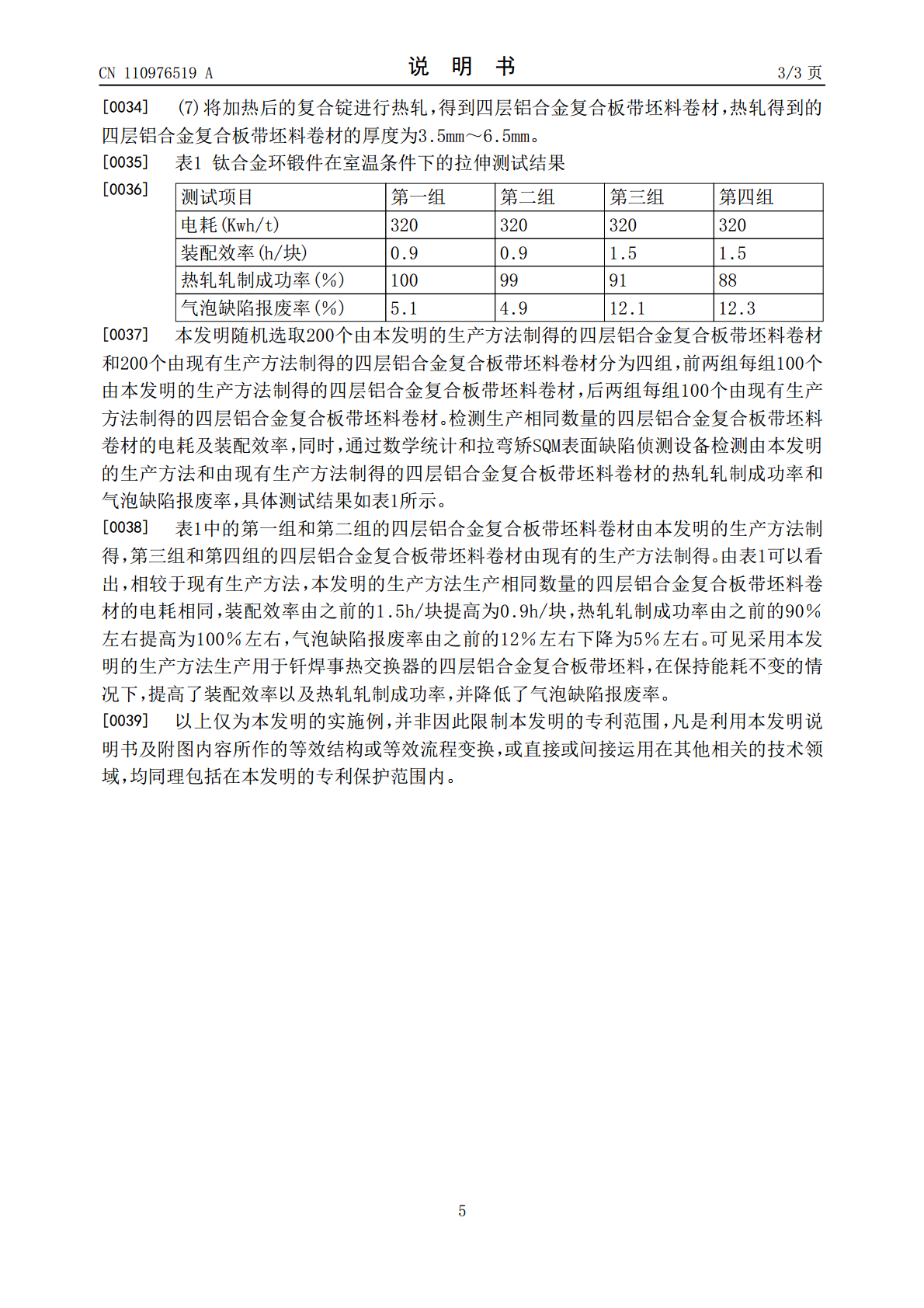
本发明公开了一种四层铝合金复合板带坯料的生产方法,包括以下步骤:将已铣面的中间层和钎焊层铸锭装入加热炉加热并保温,加热温度为470℃~500℃;将已经加热的中间层和钎焊层铸锭热轧至150mm~250mm的厚度,用铸锭专用吊具将中间层与钎焊层层叠在一起;将层叠后的中间层和钎焊层轧制5~10个道次后,将中间层与钎焊层复合为一体得到复合板材,再通过轧制3~12个减薄道次将复合板材热轧至目标厚度;将复合板材通过重型剪剪切至目标长度;将复合板材和钎焊层板材分别装配在已铣面的芯层的上表面和下表面,并捆绑成复合锭;将复
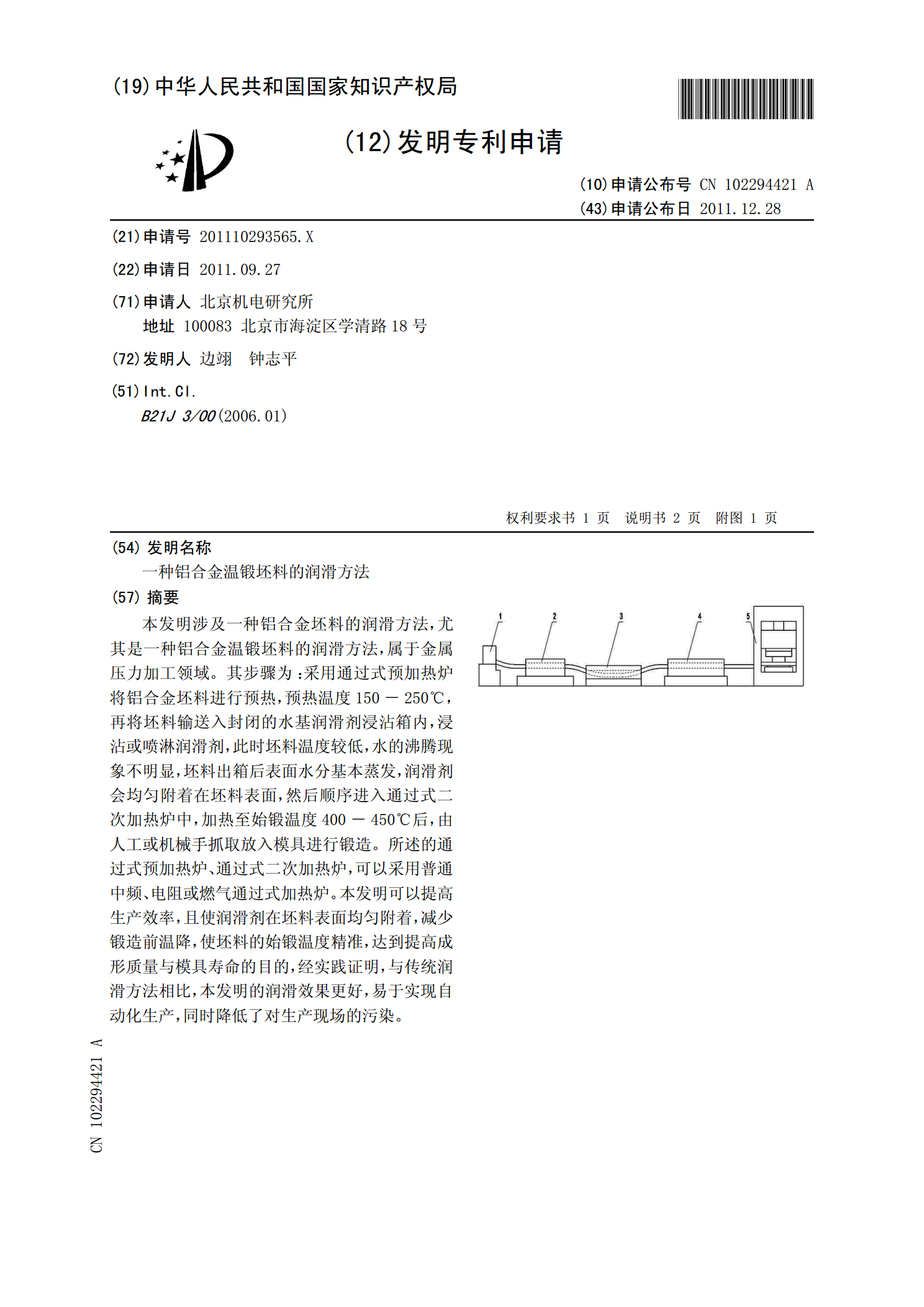
一种铝合金温锻坯料的润滑方法.pdf
本发明涉及一种铝合金坯料的润滑方法,尤其是一种铝合金温锻坯料的润滑方法,属于金属压力加工领域。其步骤为:采用通过式预加热炉将铝合金坯料进行预热,预热温度150-250℃,再将坯料输送入封闭的水基润滑剂浸沾箱内,浸沾或喷淋润滑剂,此时坯料温度较低,水的沸腾现象不明显,坯料出箱后表面水分基本蒸发,润滑剂会均匀附着在坯料表面,然后顺序进入通过式二次加热炉中,加热至始锻温度400-450℃后,由人工或机械手抓取放入模具进行锻造。所述的通过式预加热炉、通过式二次加热炉,可以采用普通中频、电阻或燃气通过式加热炉。本发

一种轧制层状金属复合板坯料的制备方法.pdf
一种轧制层状金属复合板坯料的制备方法,属于金属复合板坯料制备方法技术领域,用于低成本、高效率地制备轧制层状金属复合板坯料。其技术方案是:在基材板坯上打不贯穿圆孔,在孔内存放还原性真空处理剂,将基材(1)和覆材(2)的待复合面对齐后沿着周边坡口焊接,坯料在进加热炉后,真空处理剂与复合腔内空气的主要成分在高温下发生反应,反应产物为固体颗粒,复合腔体达到近真空状态,钢板待复合面不被氧化,保证了后期轧制过程中待复面的无氧化冶金结合,确保得到性能优良的金属复合板。本发明是轧制层状金属复合板坯料的制备方法的创新,大大

一种超高强铝合金坯料的性能优化方法.pdf
一种超高强铝合金坯料的性能优化方法,所述性能优化方法包括:将超高强铝合金坯料放入热处理炉中进行保温固溶处理后,从热处理炉中取出进行水冷淬火;将淬火后的超高强铝合金坯料夹持装夹到拉伸机上进行预变形处理;将预变形后的超高强铝合金坯料放入时效炉中进行预时效处理;将预时效处理后的超高强铝合金坯料进行峰时效处理后,从时效炉中取出进行空冷至室温。本发明采用多级时效工艺代替传统的峰时效(T6)工艺,并结合预变形来控制析出相的尺寸与分布状态,精确的调控峰时效状态的微观组织结构,综合优化力学性能。相比常规的单级时效工艺,这

一种7072合金坯料的生产方法.pdf
本发明公开了一种7072合金坯料的生产方法,包括以下步骤:(1)原料准备,所述原料采用重熔用铝锭、锌锭;(2)加料工序,在熔炉内按照先加锌锭后加铝锭的方式加入原料;(3)冶炼工序,当所述熔炉中原料完全液化后,按照7072合金成分进行成分调配,升温至700‑750℃后导入保温炉;(4)铸轧工序,进入保温炉内的铝液经在线净化、细化晶粒后,经大辊径、小铸轧区、低温、低速的方式,通过连铸连轧的方式产出6~7mm厚的坯料,其中铸轧辊径为960~1000mm,铸轧区为35‑50mm,低温温度为640‑660℃,低速为