
一种无缝钢管的制造方法.pdf

是来****文章


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种无缝钢管的制造方法.pdf
本发明涉及一种无缝钢管的制造方法。包括以下步骤:步骤一:由:C:1.8~2.8份、Si:2.3~3.8份、Mn:6~7份、Pb:0.12~0.17份、Bi:0.13~0.18份、Nb:0.23~0.37份、Re:8~11份、P:0.09~0.13份、Fe:980~1060份这些组份制成圆柱形管坯;步骤二:将管坯放入环形炉进行加热,环形炉的加热温度为1200~1300℃,开轧温度为1200~1250℃,终轧温度为950~990℃;步骤三:进行低温回火处理,在温度为250~300℃下保温2~3h,然后自然冷却
一种船舶用无缝钢管的制造方法.pdf
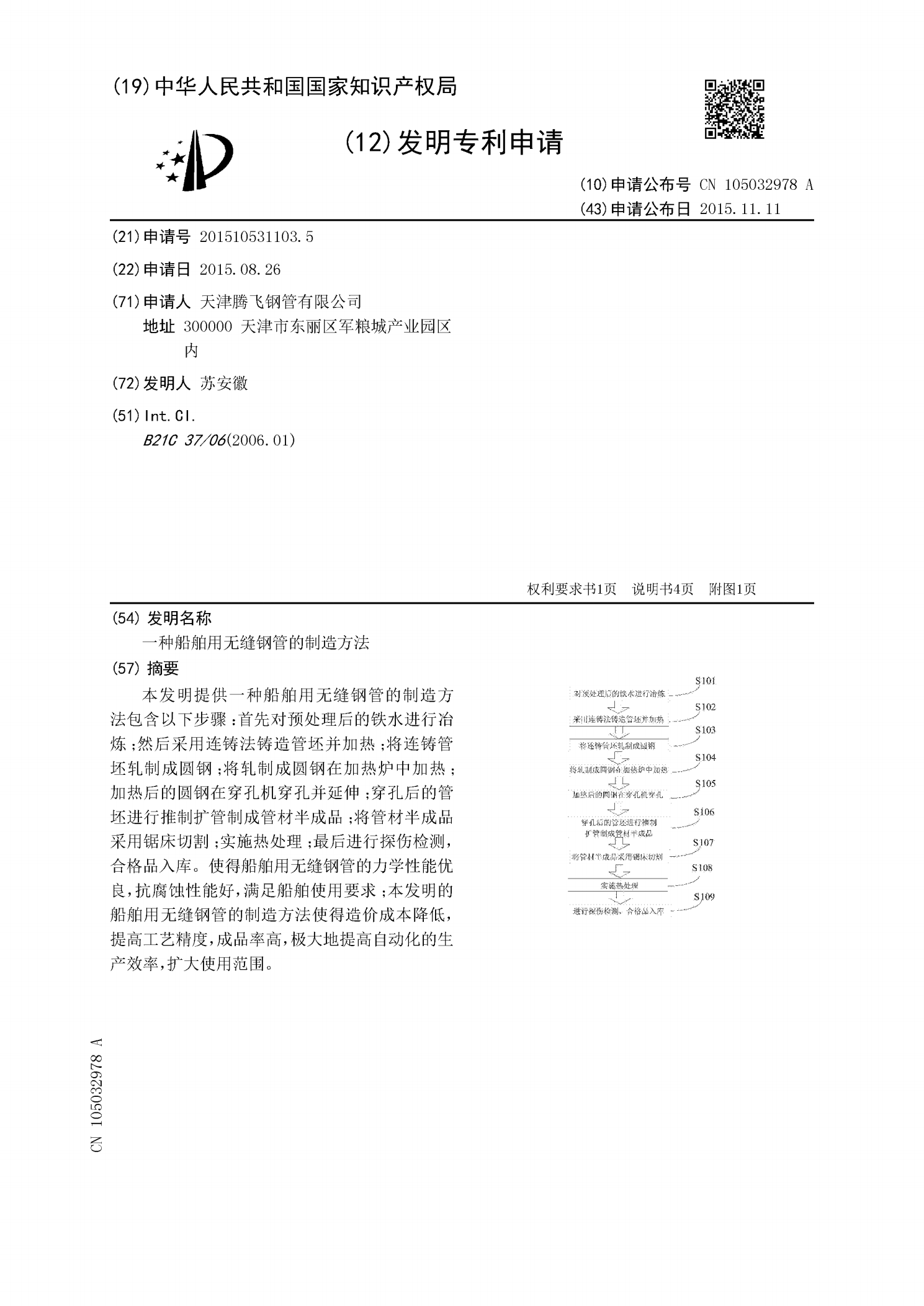
本发明提供一种船舶用无缝钢管的制造方法包含以下步骤:首先对预处理后的铁水进行冶炼;然后采用连铸法铸造管坯并加热;将连铸管坯轧制成圆钢;将轧制成圆钢在加热炉中加热;加热后的圆钢在穿孔机穿孔并延伸;穿孔后的管坯进行推制扩管制成管材半成品;将管材半成品采用锯床切割;实施热处理;最后进行探伤检测,合格品入库。使得船舶用无缝钢管的力学性能优良,抗腐蚀性能好,满足船舶使用要求;本发明的船舶用无缝钢管的制造方法使得造价成本降低,提高工艺精度,成品率高,极大地提高自动化的生产效率,扩大使用范围。

一种外壁耐磨无缝钢管的制造方法及外壁耐磨无缝钢管.pdf
本发明涉及到一种外壁耐磨无缝钢管的制造方法,属于钢铁制造领域。该方法包括有炼钢、管坯制造、环形炉加热、穿孔、连轧、张减或定径和在线淬火步骤,所述淬火为在线淬火步骤,其包括有:钢管在终轧后,调节在线淬火设备上每组水环的水压和流量大小以实现集中冷却,使钢管距离外壁1.5mm以内生成95%以上的马氏体组织;调节在线淬火冷却区内钢管输送的辊道速度,以调节钢管壁厚方向淬火冷却温度梯度,间接控制淬硬层的深度,调控钢管壁厚方向马氏体与非马氏体组织的比例;还涉及到一种外壁耐磨无缝钢管。本发明的方法能够得到一种具备外硬内韧

无缝钢管的制造方法.docx
无缝钢管的制造方法无缝钢管是一种常见的管道产品,广泛应用于石油、天然气、化工、电力、供热等领域。它具有高强度、耐腐蚀、耐高温等优点,因此备受重视。本文将介绍无缝钢管的制造方法,主要包括穿孔法、轧制法和热轧法。首先,穿孔法是生产无缝钢管的传统方法之一。这种方法主要包括两个步骤:准备工作和穿孔。准备工作主要包括选择合适的钢材、切割和准备管坯。穿孔过程中,将钢坯加热到一定温度,然后通过穿孔机具有锥形滚子的头,将钢坯加热到一定温度。通过钢筛板的作用,在高温和高压下,使钢坯在锥形滚子的挤压下变形,形成管道。穿孔法生
一种冷拔精密无缝钢管的制造方法.pdf
本发明涉及一种冷拔精密无缝钢管的制造方法,该制造方法包括如下步骤:加热,将管坯在环形炉中加热;穿孔,热管坯经穿孔机穿孔;退火,将管坯退火;冷轧,将退火管坯引入轧管机冷轧,得到轧制管;去应力退火,将轧制管引入加热炉中加热得到退火管坯;酸洗处理,将退火管坯进行酸洗,去除表面的锈皮;磷化处理,在管坯的表面形成磷酸锌的化学生成覆膜;皂化处理,在覆膜上形成金属皂等润滑覆膜;冷拔,将待冷拔管坯进行冷拔加工,得到冷拔管;正火空冷处理,第一次矫直处理,感应炉淬火处理,箱式炉内回火处理,珩磨,热矫直处理,得到冷拔精密无缝钢