
一种轴承钢管的热加工生产工艺.pdf

一吃****继勇


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轴承钢管的热加工生产工艺.pdf
本发明公开了一种轴承钢管的热加工生产工艺,包括以下步骤:S1:钢管加工:将钢板加工至管坯形状;S2:合缝处理:将管坯对口装配,然后进行焊接处理;S3:钢管清洗:对钢管进行打磨处理,将钢管放置于清洗机中进行清洗;S4:加热处理:将清洗后的钢管放入到高温炉中进行加热处理;S5:退火处理:将加热后的钢管进行退火处理;S6:回火处理:将退火后的钢管进行回火处理,采用模具将钢板加工至管坯形状,下模具为直径350‑760mm。通过本发明轴承钢管的热加工生产工艺,降低了生产成本、加工出成品管内外表面光洁平整、无裂纹、折

一种冷碾扩轴承用轴承钢管生产工艺.pdf
本发明公开了一种冷碾扩轴承用轴承钢管生产工艺,包括以下步骤:步骤1:管坯经加热穿孔得到毛管;步骤2:毛管经球化退火得到退火管;步骤3:退火管经冷拔、冷轧得到成品管;步骤4:成品管去应力退火;步骤5:退火后的成品管精整;步骤2中,球化退火工艺具体为:将毛管置于加热炉内升温至设定的保温温度795℃并保温4‑4.5h,随炉冷却至设定的保温温度720℃并保温4‑4.5h,出炉空冷;步骤4中,去应力退火工艺具体为:将成品管置于加热炉内升温至设定的保温温度720℃并保温3‑3.5h,出炉空冷。采用本申请生产工艺生产的
一种轴承用无缝钢管生产工艺.pdf
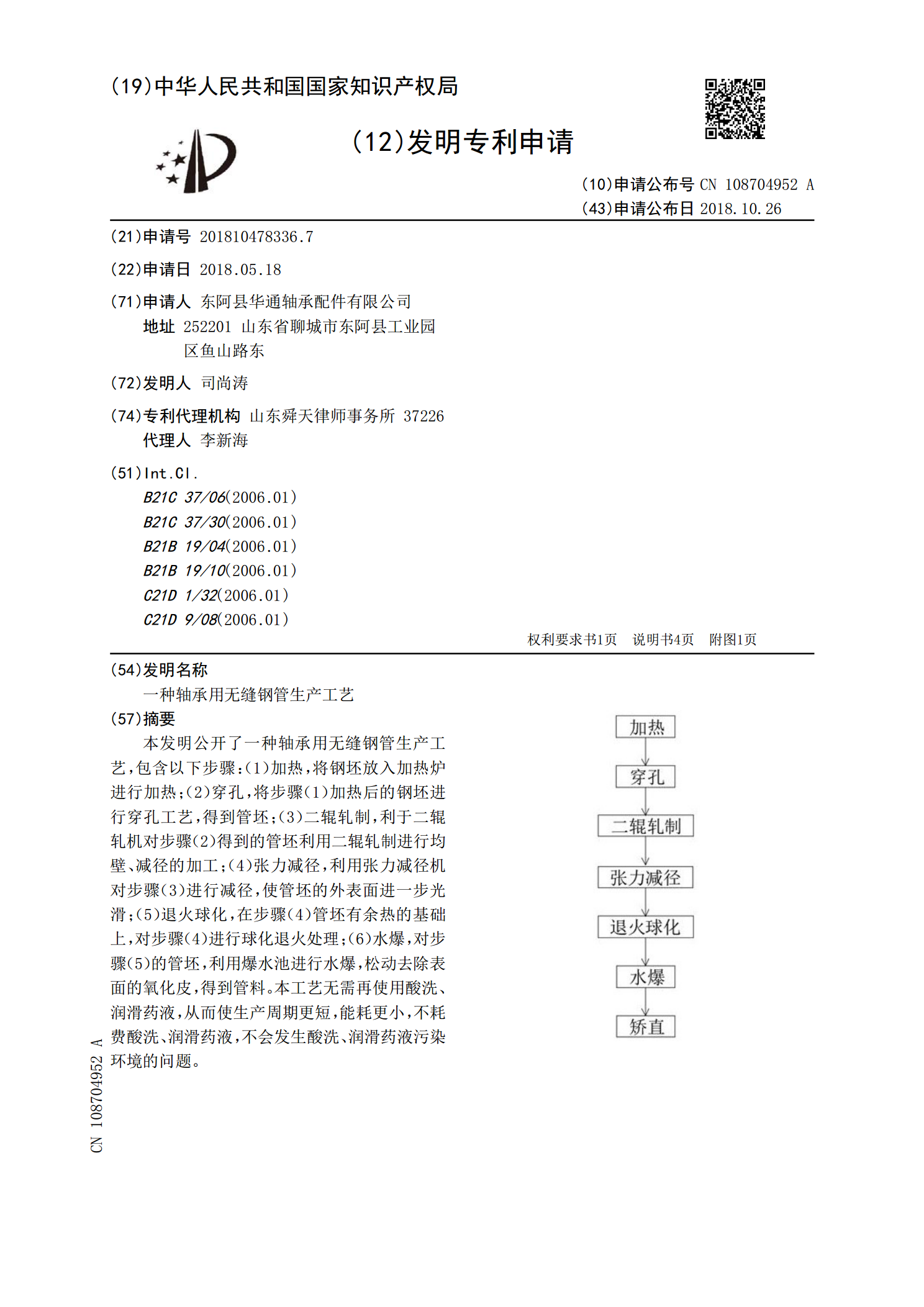
本发明公开了一种轴承用无缝钢管生产工艺,包含以下步骤:(1)加热,将钢坯放入加热炉进行加热;(2)穿孔,将步骤(1)加热后的钢坯进行穿孔工艺,得到管坯;(3)二辊轧制,利于二辊轧机对步骤(2)得到的管坯利用二辊轧制进行均壁、减径的加工;(4)张力减径,利用张力减径机对步骤(3)进行减径,使管坯的外表面进一步光滑;(5)退火球化,在步骤(4)管坯有余热的基础上,对步骤(4)进行球化退火处理;(6)水爆,对步骤(5)的管坯,利用爆水池进行水爆,松动去除表面的氧化皮,得到管料。本工艺无需再使用酸洗、润滑药液,从

轴承钢管生产工艺概述.docx
轴承钢管生产工艺概述一、前言轴承钢管是轴承工业的核心材料,其生产工艺对于保证轴承质量至关重要。轴承钢管的生产工艺主要分为三个部分,首先是原材料准备,其次是热处理工艺,最后是轧制工艺。本文将对轴承钢管生产工艺进行一一阐述,以帮助读者更好地了解轴承钢管的制造过程。二、原材料准备轴承钢管的原材料主要由铁、碳、硅、锰、钼、铬等元素组成。在铁矿石中,元素的含量是比较低的,需要采用炼铁工艺将铁矿石还原成高纯度的铁。在还原过程中,卡钳会将还原后的高纯度铁流入到废钢中,使其成为高品质的原材料。同时,碳、硅、锰等元素也需要

GCr15轴承钢管生产工艺探讨.docx
GCr15轴承钢管生产工艺探讨GCr15轴承钢管是一种常用的轴承材料,具有高强度、高硬度和良好的耐磨性能。在工业领域中,GCr15轴承钢管广泛应用于各种机械设备的轴承部件中。本文将着重探讨GCr15轴承钢管的生产工艺,并分析其对产品质量的影响。GCr15轴承钢管的生产工艺主要包括原料选材、钢管生产、热处理和表面处理等环节。首先,原料选材是整个生产工艺的基础。GCr15轴承钢的主要成分是碳、铬、锰、硅等元素,合理选用高质量的原料对于保证产品质量起着关键作用。应选择纯净度高、含杂质低且均匀分布的原料进行生产。