
一种轴承用无缝钢管生产工艺.pdf

雅云****彩妍


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴承用无缝钢管生产工艺.pdf
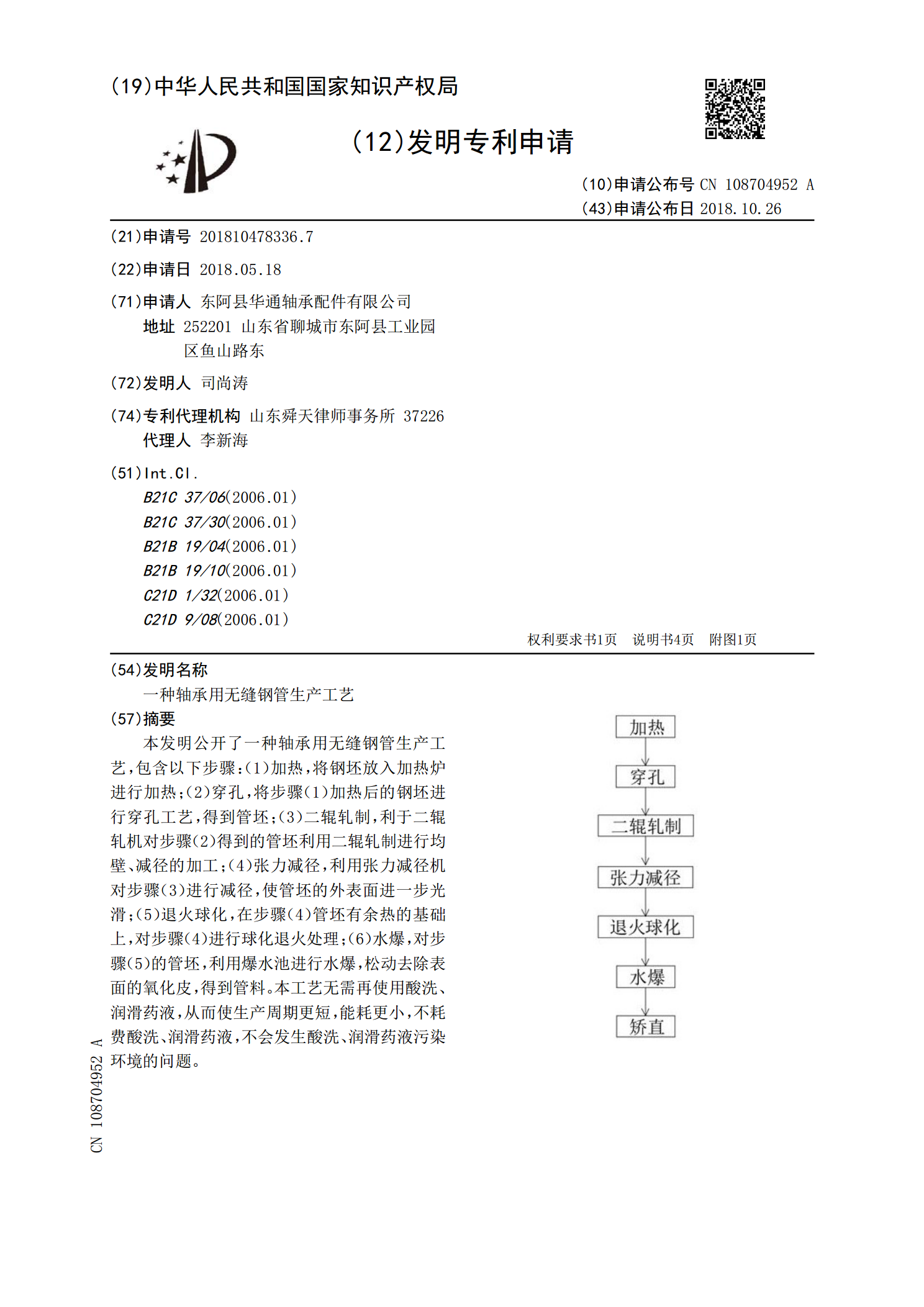
本发明公开了一种轴承用无缝钢管生产工艺,包含以下步骤:(1)加热,将钢坯放入加热炉进行加热;(2)穿孔,将步骤(1)加热后的钢坯进行穿孔工艺,得到管坯;(3)二辊轧制,利于二辊轧机对步骤(2)得到的管坯利用二辊轧制进行均壁、减径的加工;(4)张力减径,利用张力减径机对步骤(3)进行减径,使管坯的外表面进一步光滑;(5)退火球化,在步骤(4)管坯有余热的基础上,对步骤(4)进行球化退火处理;(6)水爆,对步骤(5)的管坯,利用爆水池进行水爆,松动去除表面的氧化皮,得到管料。本工艺无需再使用酸洗、润滑药液,从

一种冷碾扩轴承用轴承钢管生产工艺.pdf
本发明公开了一种冷碾扩轴承用轴承钢管生产工艺,包括以下步骤:步骤1:管坯经加热穿孔得到毛管;步骤2:毛管经球化退火得到退火管;步骤3:退火管经冷拔、冷轧得到成品管;步骤4:成品管去应力退火;步骤5:退火后的成品管精整;步骤2中,球化退火工艺具体为:将毛管置于加热炉内升温至设定的保温温度795℃并保温4‑4.5h,随炉冷却至设定的保温温度720℃并保温4‑4.5h,出炉空冷;步骤4中,去应力退火工艺具体为:将成品管置于加热炉内升温至设定的保温温度720℃并保温3‑3.5h,出炉空冷。采用本申请生产工艺生产的

一种无缝钢管生产工艺.pdf
本发明涉及一种无缝钢管生产工艺,包括对需要处理的原料进行验收,检验合格的产品;对合格的产品放置到酸洗槽进行酸洗,对其表面无氧化皮;将处理完成的产品放置磷化槽或皂化槽进行润滑,使产品防锈,增加管件润滑度;将润滑完成的产品通过冷拔机进行冷拔处理;之后再对处理完成的产品放置到天然气热处理炉进行热处理;通过矫直机对产品进行矫直,使产品表面无花纹、痕迹缺陷;将处理完成的产品进行切断处理;将切断完成的产品进行检测;最后对产品进行包装,使产品内容完整,标示醒目。该无缝钢管生产工艺,能够保证生产的钢管符合标准,同时能够减
一种无缝钢管的生产工艺.pdf
本发明公开了一种无缝钢管的生产工艺,采用步进式加热炉对倍尺管坯进行加热,加热成热态管坯;热态管坯采用热锯机进行锯切,锯切成多段定尺管坯;定尺管坯被分别送至两条热轧管生产线进行穿孔、轧制。本发明将步进式加热炉和热锯机结合使用,利用了步进式加热炉占地面积小,管坯加热均匀,倍尺坯加热,生产能力大,易于热装热送等优势;解决了传统使用环形加热炉占地面积大,定尺坯加热,生产能力受限,不易于热装热送的问题;利用了大飞轮蓄能式热锯机节能、快速、定尺准确的优势,实现了对高温管坯的定尺切割,实现了一座步进式加热炉配套两条连轧
一种冷拔无缝钢管的生产工艺.pdf
本发明公开了一种冷拔无缝钢管的生产工艺,其特征在于,包括如下步骤,1)备料:圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉;2)加热:钢坯被送入熔炉内加热,温度为1100-1200摄氏度,燃料为氢气或乙炔;3)穿孔:圆管坯出炉后要经过压力穿孔机进行穿空,采用的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种;4)打头;5)退火;6)酸洗;7)多道次冷拔;8)热处理;9)矫直;10)探伤;11)标志;12)入库。该工艺简单,免去了很多重复性工序,提高了