
一种用于集箱密排管接头的机械焊接方法.pdf

淑然****by


1/9
2/9

3/9

4/9
5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于集箱密排管接头的机械焊接方法.pdf
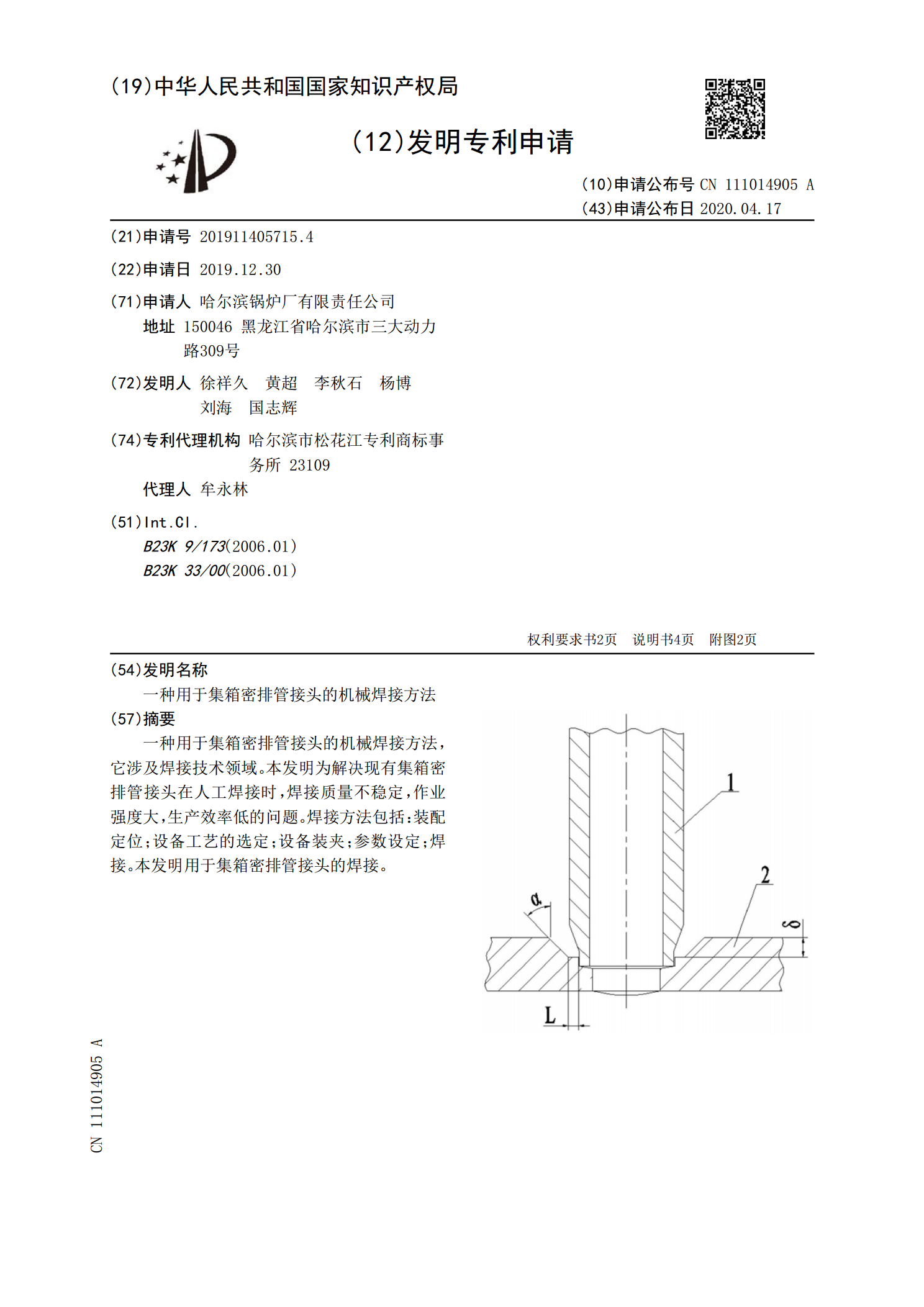
一种用于集箱密排管接头的机械焊接方法,它涉及焊接技术领域。本发明为解决现有集箱密排管接头在人工焊接时,焊接质量不稳定,作业强度大,生产效率低的问题。焊接方法包括:装配定位;设备工艺的选定;设备装夹;参数设定;焊接。本发明用于集箱密排管接头的焊接。
一种多管接头集箱焊接装置.pdf
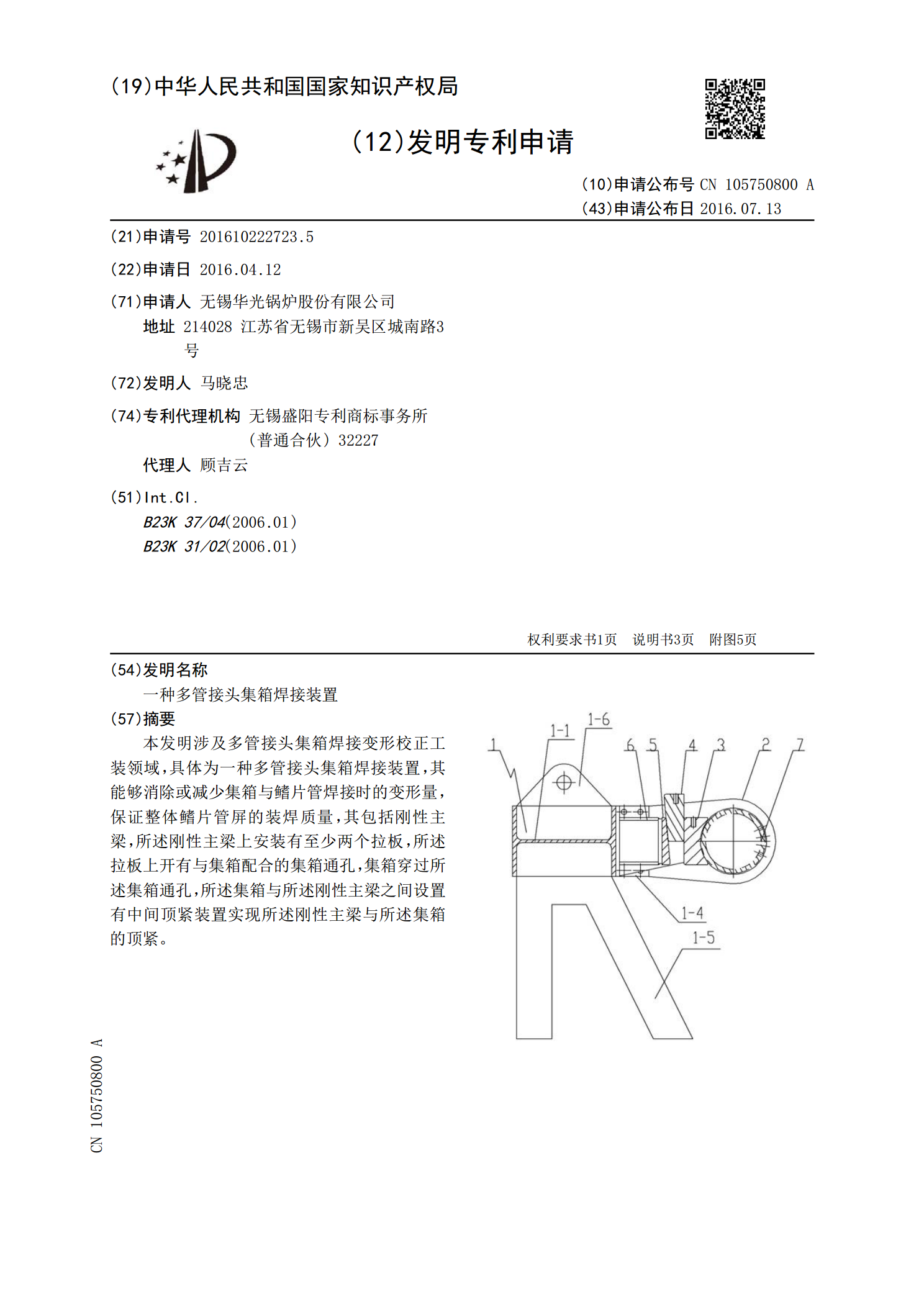
本发明涉及多管接头集箱焊接变形校正工装领域,具体为一种多管接头集箱焊接装置,其能够消除或减少集箱与鳍片管焊接时的变形量,保证整体鳍片管屏的装焊质量,其包括刚性主梁,所述刚性主梁上安装有至少两个拉板,所述拉板上开有与集箱配合的集箱通孔,集箱穿过所述集箱通孔,所述集箱与所述刚性主梁之间设置有中间顶紧装置实现所述刚性主梁与所述集箱的顶紧。

一种用于小集箱超长大管接头的机械化焊接设备及方法.pdf
本发明涉及锅炉小集合箱焊接领域,具体涉及一种用于小集箱超长大管接头的机械化焊接设备及方法,为了解决现有小集箱超长大管接头的焊接时,现有大管接头的埋弧焊设备无法适用小集箱超长大管接头焊接的问题,本发明装置包括焊接机、变位机,焊接机包括往复运动的滑板,带动滑板运动的电机、焊接机头和焊丝盘;焊接机上设有电机,滑板通过电机驱动,滑板沿焊接机的横梁轴线方向水平设置在焊接机横梁的端部,焊接机头设置在滑板距焊接机立柱的最远端,焊丝盘设置在焊接机的横梁上,焊丝盘引出的焊丝从焊接机头尾部穿入;变位机设置在焊接机上设置焊接机
用于集箱焊接的自动焊接系统.pdf
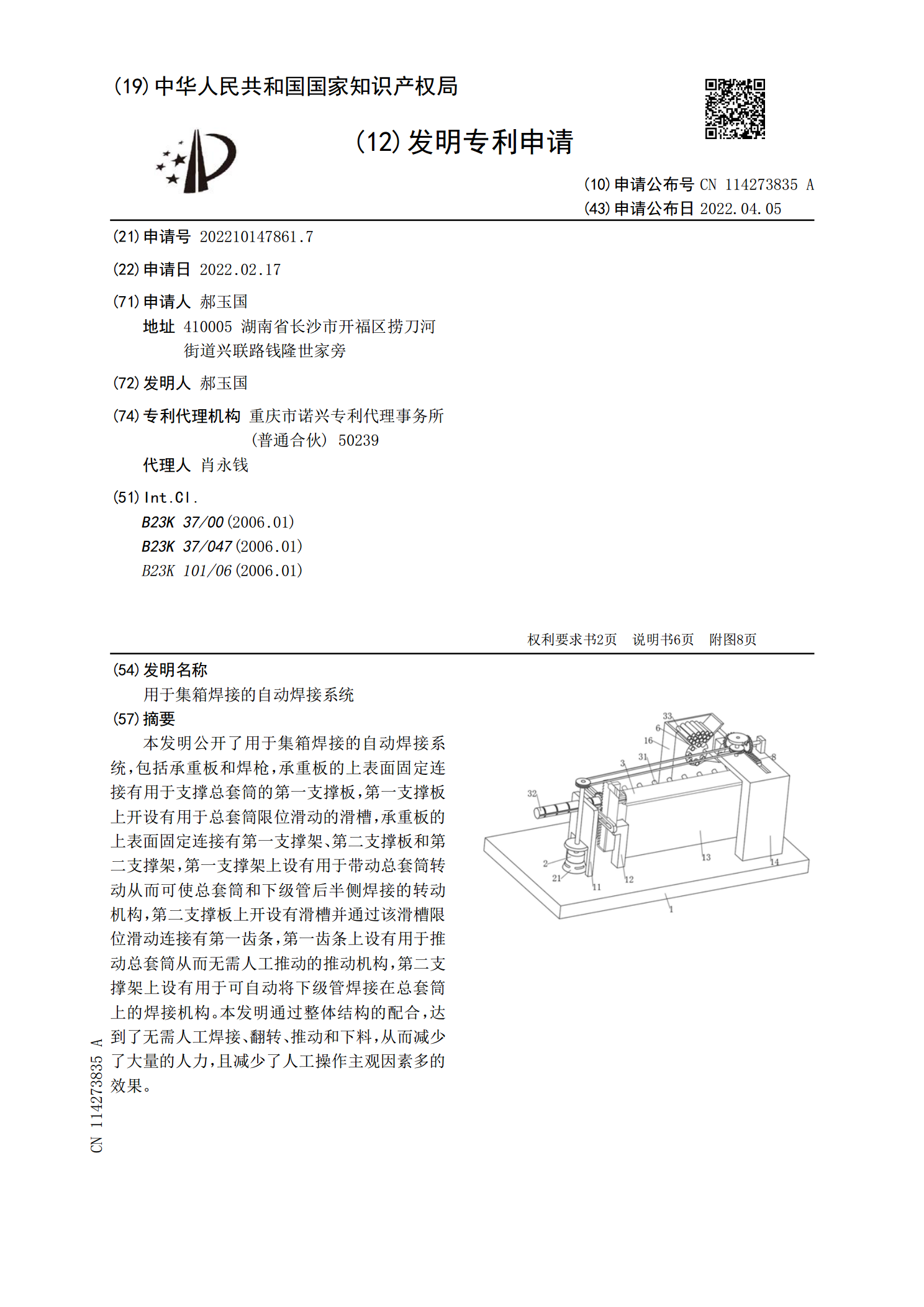
本发明公开了用于集箱焊接的自动焊接系统,包括承重板和焊枪,承重板的上表面固定连接有用于支撑总套筒的第一支撑板,第一支撑板上开设有用于总套筒限位滑动的滑槽,承重板的上表面固定连接有第一支撑架、第二支撑板和第二支撑架,第一支撑架上设有用于带动总套筒转动从而可使总套筒和下级管后半侧焊接的转动机构,第二支撑板上开设有滑槽并通过该滑槽限位滑动连接有第一齿条,第一齿条上设有用于推动总套筒从而无需人工推动的推动机构,第二支撑架上设有用于可自动将下级管焊接在总套筒上的焊接机构。本发明通过整体结构的配合,达到了无需人工焊接
双排薄壁不锈钢集箱焊接的定位工装及集箱的焊接方法.pdf
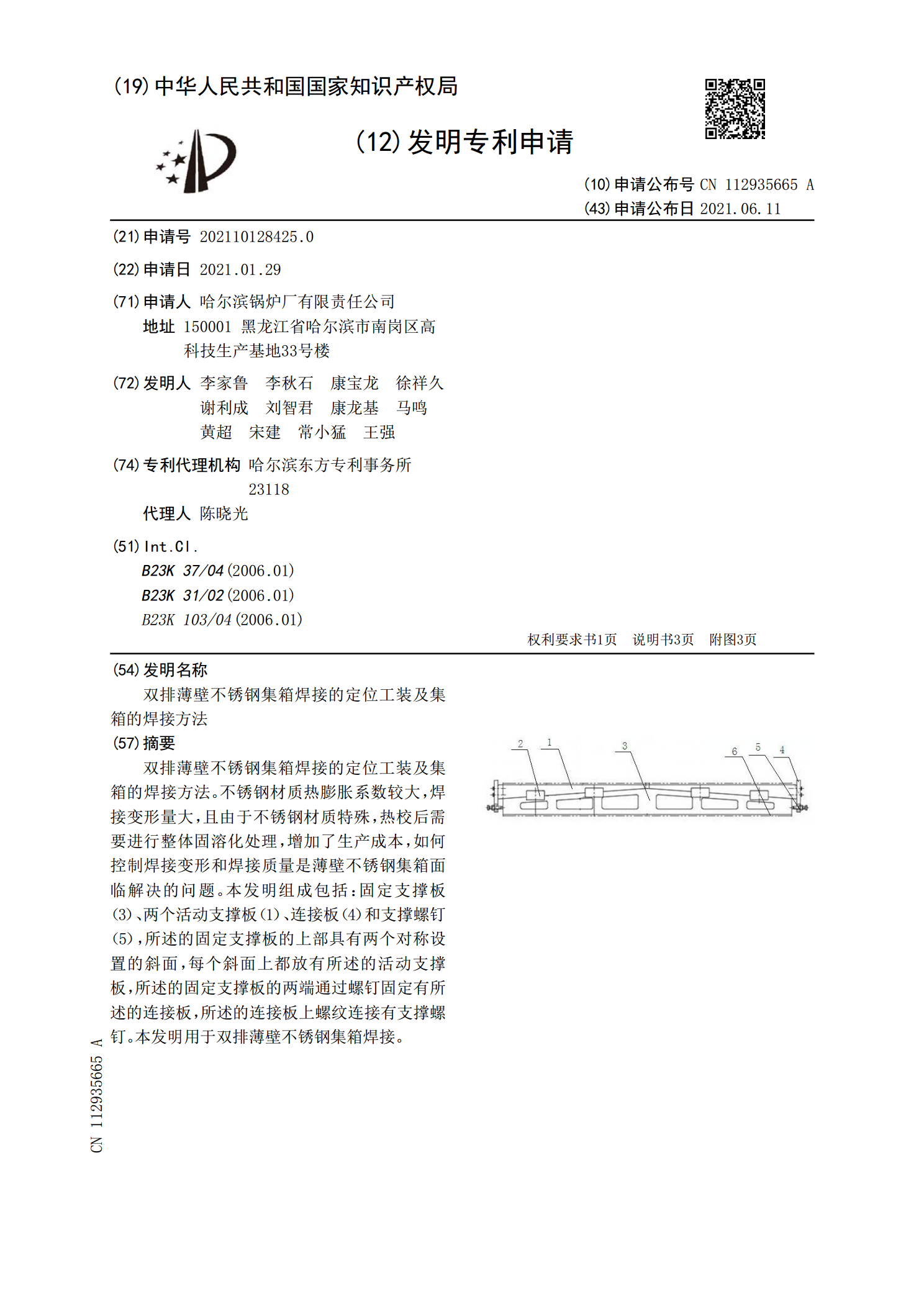
双排薄壁不锈钢集箱焊接的定位工装及集箱的焊接方法。不锈钢材质热膨胀系数较大,焊接变形量大,且由于不锈钢材质特殊,热校后需要进行整体固溶化处理,增加了生产成本,如何控制焊接变形和焊接质量是薄壁不锈钢集箱面临解决的问题。本发明组成包括:固定支撑板(3)、两个活动支撑板(1)、连接板(4)和支撑螺钉(5),所述的固定支撑板的上部具有两个对称设置的斜面,每个斜面上都放有所述的活动支撑板,所述的固定支撑板的两端通过螺钉固定有所述的连接板,所述的连接板上螺纹连接有支撑螺钉。本发明用于双排薄壁不锈钢集箱焊接。