
一种用于小集箱超长大管接头的机械化焊接设备及方法.pdf

高格****gu

1/10
2/10
3/10
4/10

5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用于小集箱超长大管接头的机械化焊接设备及方法.pdf
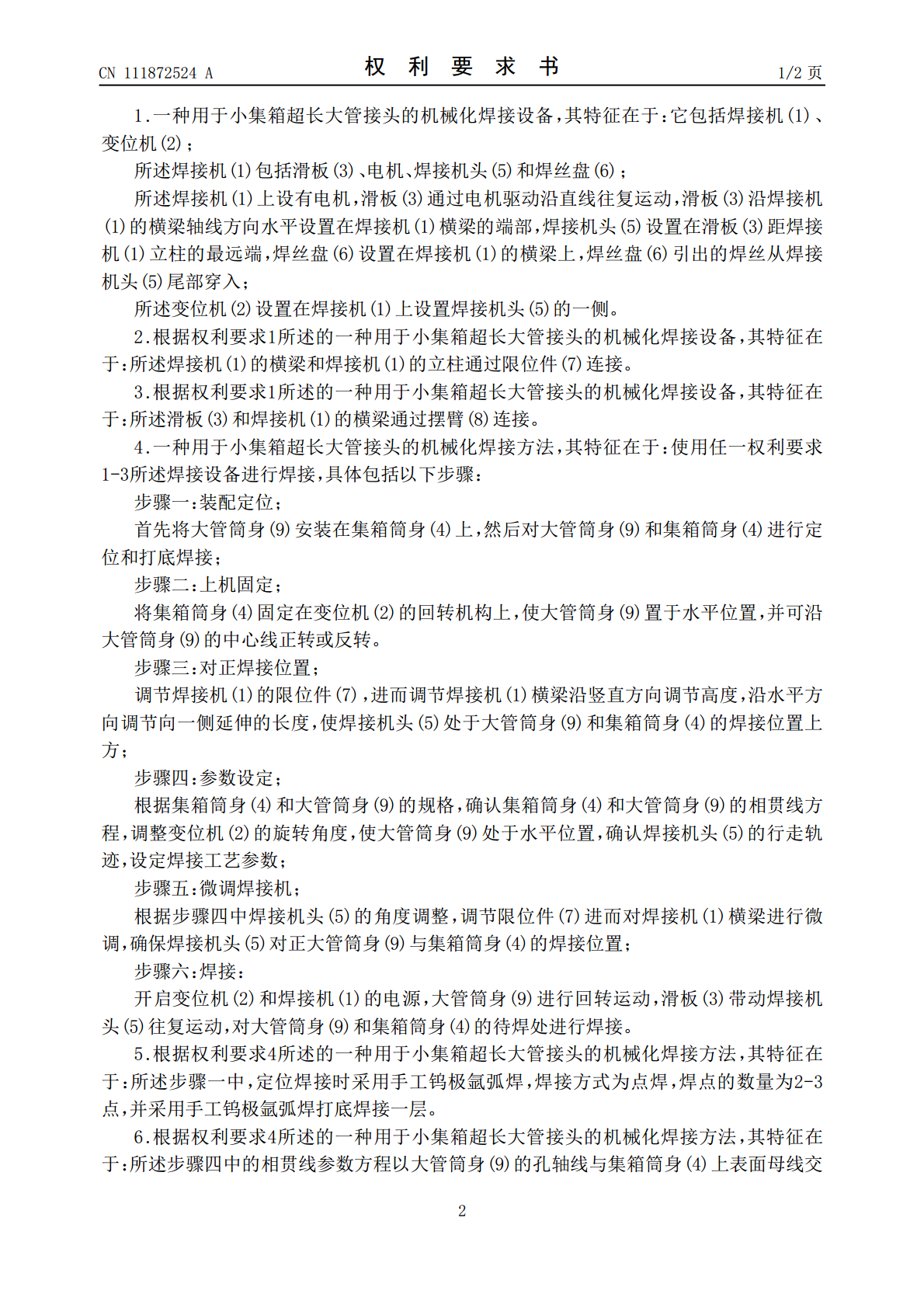
本发明涉及锅炉小集合箱焊接领域,具体涉及一种用于小集箱超长大管接头的机械化焊接设备及方法,为了解决现有小集箱超长大管接头的焊接时,现有大管接头的埋弧焊设备无法适用小集箱超长大管接头焊接的问题,本发明装置包括焊接机、变位机,焊接机包括往复运动的滑板,带动滑板运动的电机、焊接机头和焊丝盘;焊接机上设有电机,滑板通过电机驱动,滑板沿焊接机的横梁轴线方向水平设置在焊接机横梁的端部,焊接机头设置在滑板距焊接机立柱的最远端,焊丝盘设置在焊接机的横梁上,焊丝盘引出的焊丝从焊接机头尾部穿入;变位机设置在焊接机上设置焊接机

一种用于超长轴类存放箱.pdf
本发明公开了一种用于超长轴类存放箱,包括定位板、木条、软管、角铁支架、安装螺栓、锁紧螺母和铁钉。其特征是定位板通过安装螺栓、锁紧螺母固定在角铁支架的两端,两条木条通过铁钉安装在角铁支架的中间部位,软管钉在木条上方。用安装螺栓和锁紧螺母把尼龙定位板固定在角铁支架的两端,用铁钉把2条木条安装在角铁支架的中间部位,再把软管钉在木条上方,即可实现对凸轮轴中间部位的辅助支承作用。本发明具有结构简单、制造成本低,使用方便,寿命高的优点,并且解决了原来产品架的铲车碰伤、超长凸轮轴放久易弯曲的2大问题。可广泛应用于超长轴
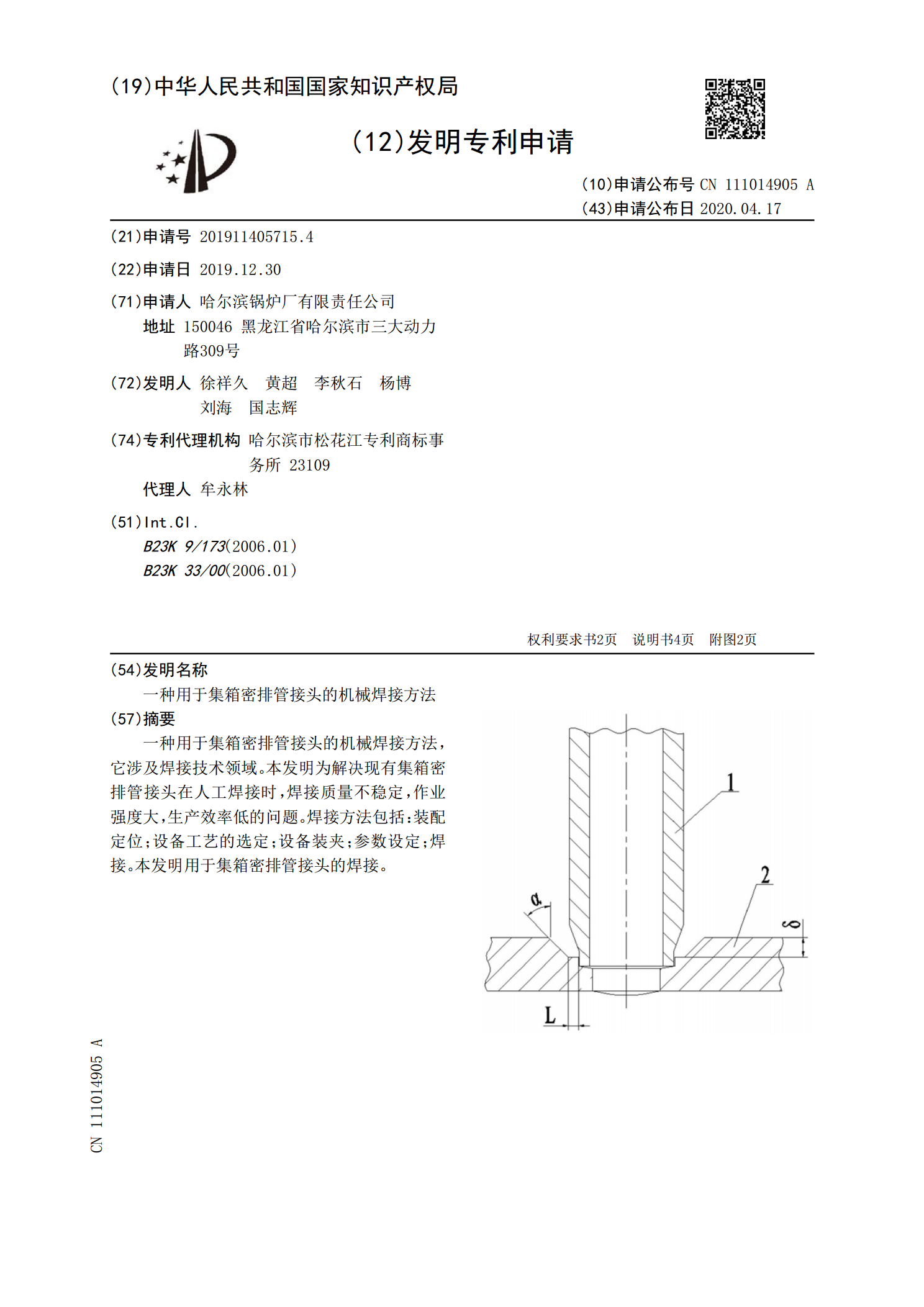
一种用于集箱密排管接头的机械焊接方法.pdf
一种用于集箱密排管接头的机械焊接方法,它涉及焊接技术领域。本发明为解决现有集箱密排管接头在人工焊接时,焊接质量不稳定,作业强度大,生产效率低的问题。焊接方法包括:装配定位;设备工艺的选定;设备装夹;参数设定;焊接。本发明用于集箱密排管接头的焊接。
一种用于斜拉桥超长索导管钢锚箱定位安装方法.pdf
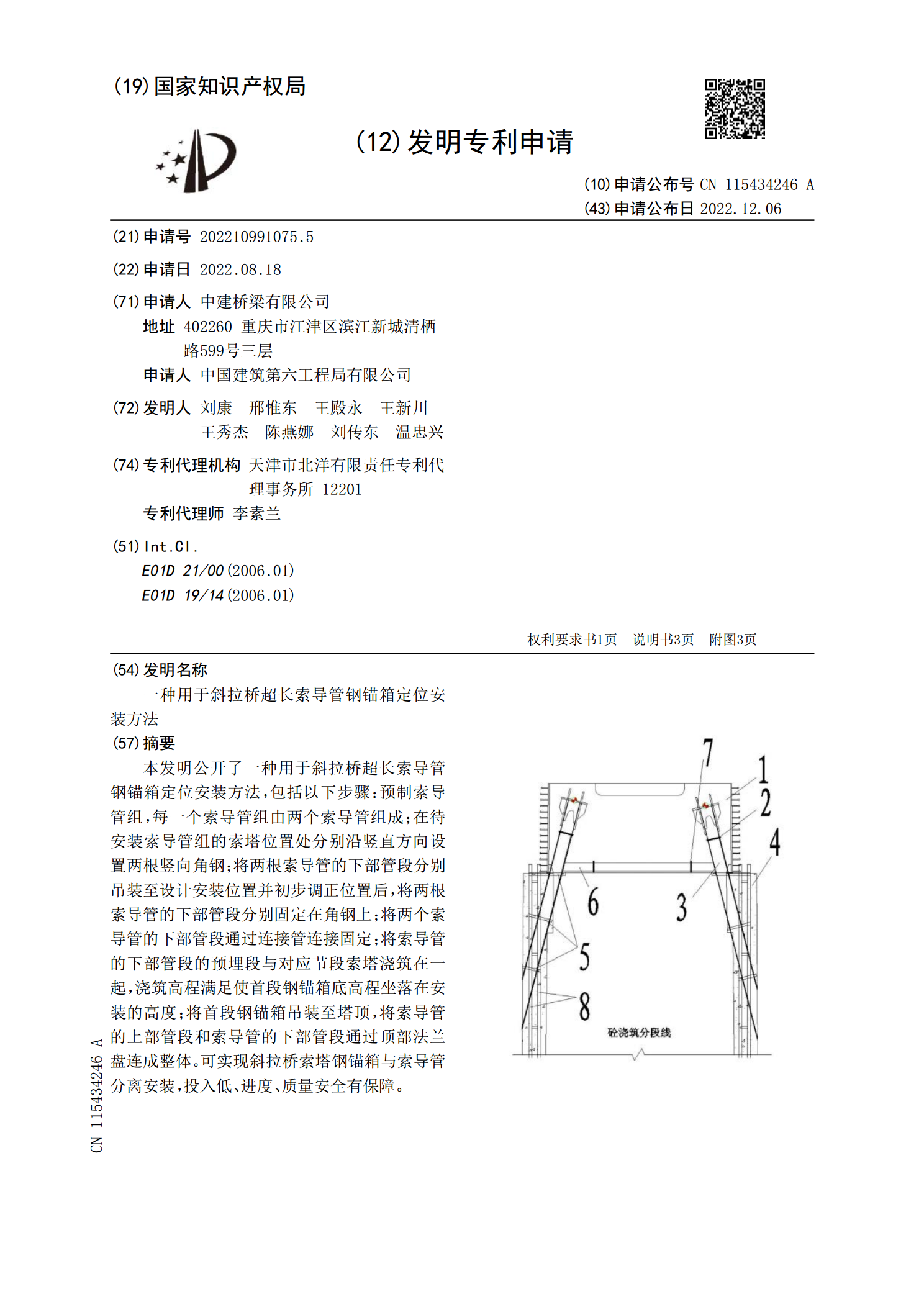
本发明公开了一种用于斜拉桥超长索导管钢锚箱定位安装方法,包括以下步骤:预制索导管组,每一个索导管组由两个索导管组成;在待安装索导管组的索塔位置处分别沿竖直方向设置两根竖向角钢;将两根索导管的下部管段分别吊装至设计安装位置并初步调正位置后,将两根索导管的下部管段分别固定在角钢上;将两个索导管的下部管段通过连接管连接固定;将索导管的下部管段的预埋段与对应节段索塔浇筑在一起,浇筑高程满足使首段钢锚箱底高程坐落在安装的高度;将首段钢锚箱吊装至塔顶,将索导管的上部管段和索导管的下部管段通过顶部法兰盘连成整体。可实现
一种便于携带的焊接设备箱的制备方法.pdf
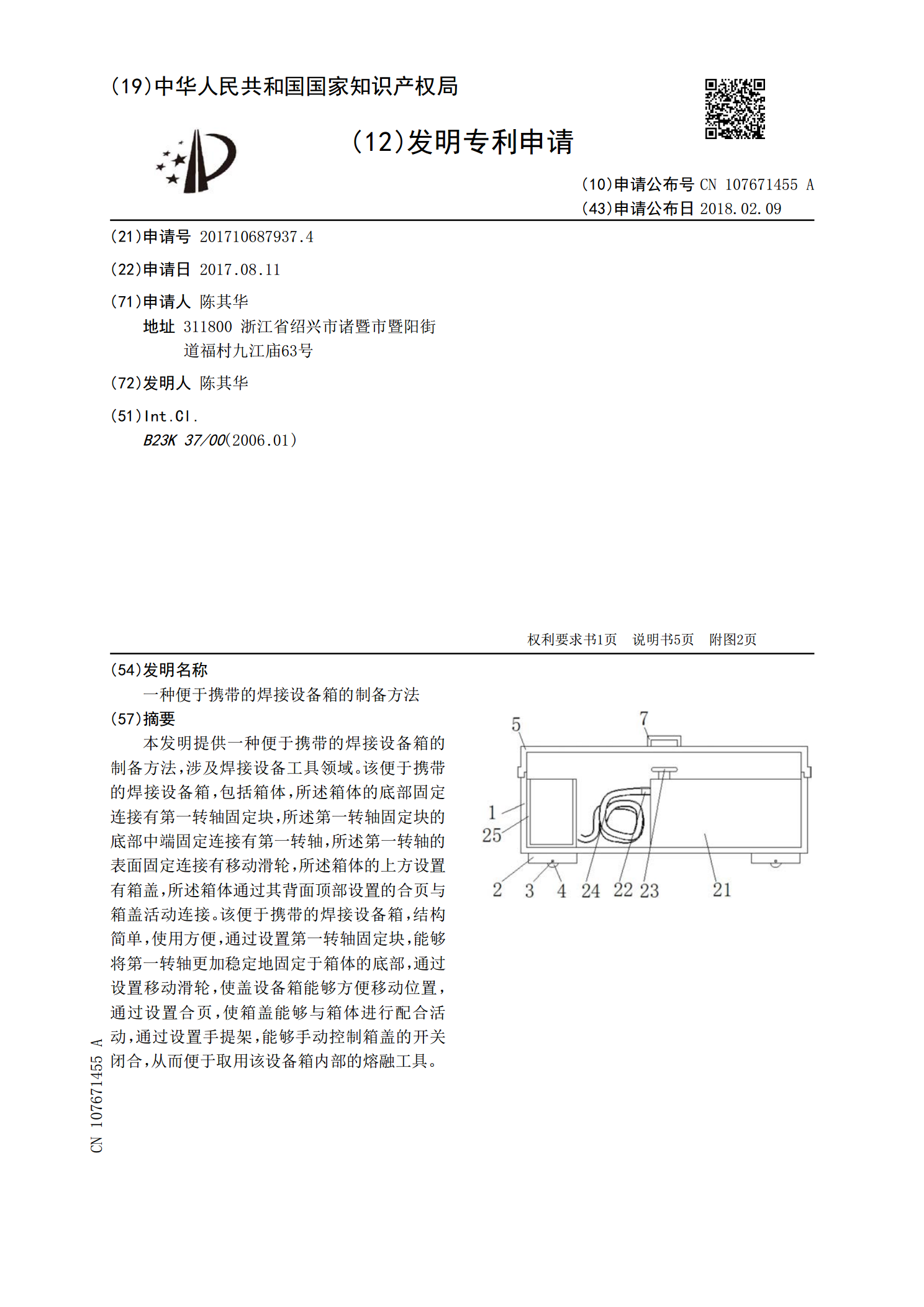
本发明提供一种便于携带的焊接设备箱的制备方法,涉及焊接设备工具领域。该便于携带的焊接设备箱,包括箱体,所述箱体的底部固定连接有第一转轴固定块,所述第一转轴固定块的底部中端固定连接有第一转轴,所述第一转轴的表面固定连接有移动滑轮,所述箱体的上方设置有箱盖,所述箱体通过其背面顶部设置的合页与箱盖活动连接。该便于携带的焊接设备箱,结构简单,使用方便,通过设置第一转轴固定块,能够将第一转轴更加稳定地固定于箱体的底部,通过设置移动滑轮,使盖设备箱能够方便移动位置,通过设置合页,使箱盖能够与箱体进行配合活动,通过设置