
一种高硼硅玻璃的强化方法.pdf

又珊****ck

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高硼硅玻璃的强化方法.pdf
本发明公开了一种高硼硅玻璃的强化方法,包括以下步骤:根据设计要求对高硼硅玻璃基板进行切割、磨边、清洗、烘干后,放入试样架上,待用;将试样架上的高硼硅玻璃基板放入油墨丝网印刷工位上,启动丝网印刷辊,由丝网印刷辊在高硼硅玻璃基板表面印刷预设图案;将印刷后的高硼硅玻璃基板匀速送入UV固化装置中,对玻璃基板上的油墨进行烘干和固化;印刷图案质检合格后将玻璃基板送入钢化炉;钢化炉内温度阶梯升高,第一阶段为预热阶段,温度580~620℃下维持1~3h;第二阶段为烧成阶段,温度680~730℃下维持时间10~30min;

一种高硼硅玻璃2.0的生产工艺和高硼硅玻璃2.0的应用.pdf
本发明涉及玻璃制造技术领域,尤其是涉及一种高硼硅玻璃2.0的生产工艺和高硼硅玻璃2.0的应用。原片通过裁切、钻孔、打槽、磨边、洗涤、干燥、电炉加热、风栅萃冷特定的工艺制备得到的高硼硅玻璃2.0可替代钢化玻璃解决钢化玻璃自爆问题;同时也可以替代微晶玻璃,解决微晶玻璃成本高,不具备韧性的问题。
一种高硼硅玻璃熔炉.pdf
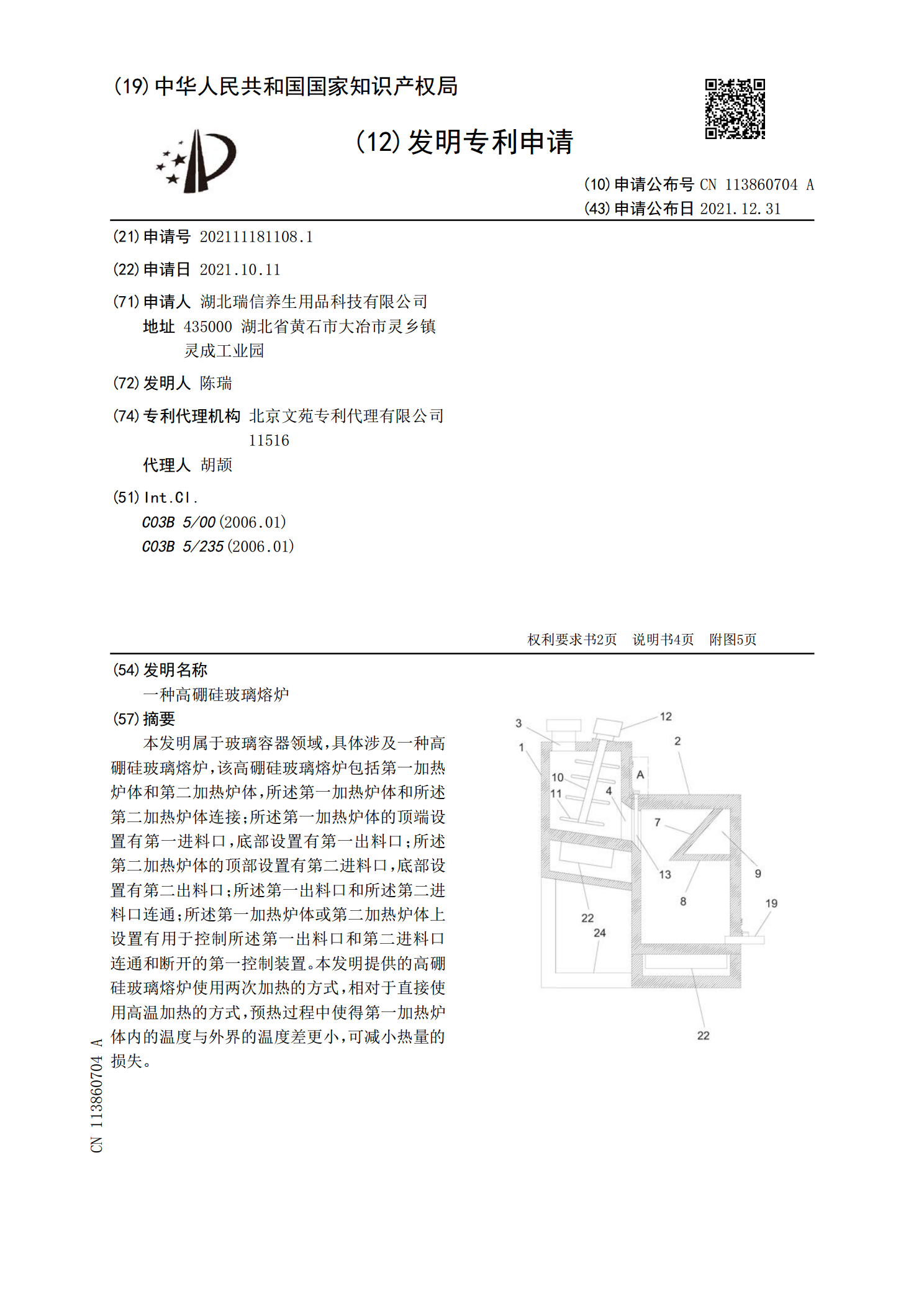
本发明属于玻璃容器领域,具体涉及一种高硼硅玻璃熔炉,该高硼硅玻璃熔炉包括第一加热炉体和第二加热炉体,所述第一加热炉体和所述第二加热炉体连接;所述第一加热炉体的顶端设置有第一进料口,底部设置有第一出料口;所述第二加热炉体的顶部设置有第二进料口,底部设置有第二出料口;所述第一出料口和所述第二进料口连通;所述第一加热炉体或第二加热炉体上设置有用于控制所述第一出料口和第二进料口连通和断开的第一控制装置。本发明提供的高硼硅玻璃熔炉使用两次加热的方式,相对于直接使用高温加热的方式,预热过程中使得第一加热炉体内的温度与
一种低粘度高硼硅玻璃的制备方法.pdf
一种低粘度高硼硅玻璃的制备方法,将石英砂,硼酐,氧化钇,硝酸锌,碳酸钙和氯化锡在混料机中混合得配合料;将配合料的一半加入已经升温至1450℃的铂金坩埚中于1500~1550℃保温后,再将剩余配合料加入铂金坩埚中并升温至1550~1600℃降温至1400~1420℃得玻璃液,将炉温从1400~1420℃降温至1100℃的玻璃液倒入550℃的模具中得玻璃薄片;将玻璃薄片退火即得低粘度高硼硅玻璃;本发明所述的玻璃熔制温度低,能耗低,成本低,生产效率高,节能环保,适于低成本大批量生产,产品附加值高;能够在较低成型
一种无气泡高硼硅玻璃的制备方法.pdf
本发明公开一种无气泡高硼硅玻璃的制备方法,包括以下操作步骤:(1)将石英砂、硼砂混合均匀后,加入至改性液中,搅拌均匀,浸泡处理3‑4小时后,过滤,将滤渣烘干后,制得基料;(2)将基料、氧化锶、氧化镁、氧化铝、紫石英混合均匀后,加入至电炉中,高温融化后,浇注在模具上然后转入低温炉中,进行退火处理2‑3小时,然后随炉冷却至室温后,制得成品。本发明提供的一种无气泡高硼硅玻璃的制备方法,操作简单,所需设备成本较低,原料易得,工艺稳定,适合大规模的工业化生产,制得的高硼硅玻璃,各项力学性能优异,耐腐蚀性、耐氧化性能